- वेल्डरसाठी अभ्यासक्रम
- पाईप वेल्डिंग
- नवशिक्या वेल्डरच्या चुका
- वेल्डिंगसाठी इलेक्ट्रोड कसे निवडायचे
- आर्क इग्निशन
- शिवण कसे वेल्ड करावे
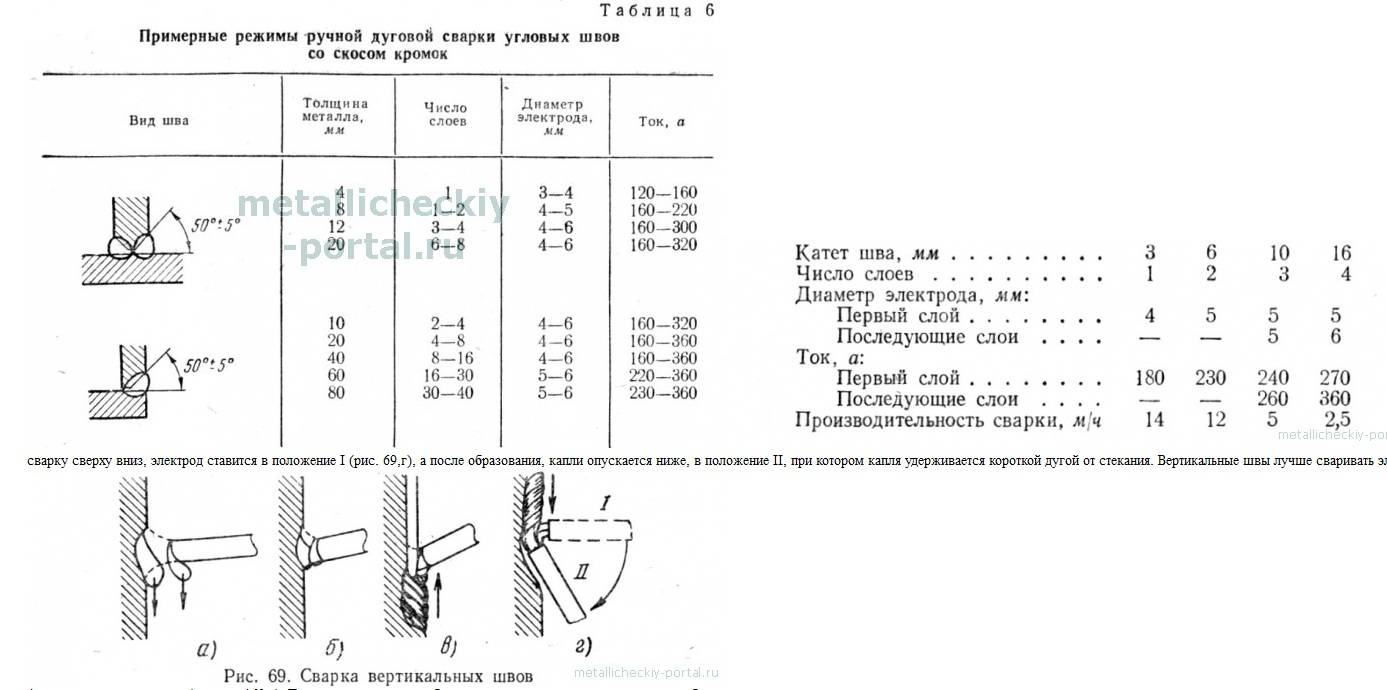
- वेल्डिंग उभ्या seams
- क्षैतिज शिवण कसे वेल्ड करावे
- कमाल मर्यादा शिवण
- इलेक्ट्रिक वेल्डिंगसाठी सुरक्षा खबरदारी
- वेल्डिंगची तयारी करत आहे
- टिपा: इलेक्ट्रिक वेल्डिंगने स्वतः कसे शिजवायचे ते कसे शिकायचे
- मॅन्युअल आर्क वेल्डिंग तंत्र. वेल्डिंगद्वारे शिजविणे कसे
- आर्क वेल्डिंग
- सेमी-ऑटोमॅटिक मेटल इनर्ट गॅस वेल्डिंग (MIG)
- साधने आणि उपकरणे
- उपकरणांचे प्रकार
- साधने आणि उपकरणे
- सामान्य धोकेबाज चुका
- वेल्डिंग मशीनचे प्रकार
- रोहीत्र
- इन्व्हर्टर
- इलेक्ट्रिक वेल्डिंग तंत्रज्ञान
- चाप कसा लावायचा
- वेल्डिंग गती
वेल्डरसाठी अभ्यासक्रम
वेल्डिंग विशेष अभ्यासक्रमांमध्ये मास्टर केले जाऊ शकते. त्यांच्यावरील वेल्डिंग प्रशिक्षण सिद्धांत आणि व्यावहारिक व्यायामांमध्ये विभागले गेले आहे. तुम्ही वैयक्तिकरित्या किंवा दूरस्थपणे अभ्यास करू शकता. अभ्यासक्रम नवशिक्यांसाठी वेल्डिंग तंत्रज्ञान आणि इतर महत्त्वाचे शहाणपण शिकवतात. शिक्षकांच्या देखरेखीखाली व्यावहारिक वर्गात वेल्डिंग करून स्वयंपाक कसा करायचा हे शिकण्याची संधी महत्त्वाची आहे. विद्यार्थ्यांना वेल्डिंगसाठी उपलब्ध उपकरणे, इलेक्ट्रोडची निवड, सुरक्षिततेचे नियम याबद्दल कल्पना दिली जाते.
तुम्ही स्वतंत्रपणे किंवा गटासह अभ्यास करू शकता.प्रत्येक पर्यायाचे स्वतःचे फायदे आहेत. वैयक्तिकरित्या अभ्यास करताना, आपण केवळ त्या ज्ञानावर प्रभुत्व मिळवू शकता जे भविष्यात उपयुक्त ठरू शकतात. परंतु एका गटात अभ्यास करताना, त्यांच्या सहकारी विद्यार्थ्यांच्या चुकांचे विश्लेषण ऐकण्याची आणि अशा प्रकारे अतिरिक्त ज्ञान मिळविण्याची संधी असते.
अभ्यासक्रम पूर्ण केल्यानंतर आणि प्राप्त ज्ञान आणि व्यावहारिक कौशल्यांची पुष्टी करणारी परीक्षा उत्तीर्ण केल्यानंतर, मंजूर नमुन्याचे प्रमाणपत्र जारी केले जाते.
पाईप वेल्डिंग
इलेक्ट्रिक आर्क वेल्डिंगसह, पाईपच्या परिघाभोवती क्षैतिज शिवण आणि बाजूने चालणारे उभ्या तसेच वरच्या आणि खालच्या सीम बनवणे शक्य आहे. सर्वात सोयीस्कर पर्याय तळाशी शिवण आहे.

भिंतींच्या उंचीच्या बाजूने सर्व कडा वेल्डिंग करताना स्टीलच्या पाईप्सला शेवटपर्यंत वेल्डेड करणे आवश्यक आहे. ऑपरेशन दरम्यान, इलेक्ट्रोड 45 अंशांच्या कोनात स्थापित करणे आवश्यक आहे - हे उत्पादनांच्या आतील प्रवाह कमी करण्यासाठी केले जाते. सीमची रुंदी 2-3 मिमी, उंची - 6-8 मिमी असावी. जर वेल्डिंग ओव्हरलॅप होत असेल तर आवश्यक रुंदी आधीच 6-8 मिमी आहे आणि उंची 3 मिमी आहे.
काम सुरू करण्यापूर्वी, तयारीची प्रक्रिया पार पाडणे आवश्यक आहे:
- आपल्याला आयटम साफ करणे आवश्यक आहे.
- पाईपच्या कडा विकृत असल्यास, त्यांना संरेखित करा किंवा कोन ग्राइंडरने किंवा साध्या ग्राइंडरने कापून टाका.
- ज्या काठावर शिवण जाईल ते चमकण्यासाठी स्वच्छ करणे आवश्यक आहे.
तयारी केल्यानंतर, आपण कामावर जाऊ शकता. सर्व सांधे सतत वेल्ड करणे आवश्यक आहे, पूर्णपणे वेल्डिंग. 6 मिमी पर्यंत रुंदी असलेल्या पाईप जोडांना 2 स्तरांमध्ये वेल्डेड केले जाते, 3 स्तरांमध्ये 6-12 मिमी रुंदीचे आणि 4 स्तरांमध्ये 19 मिमी पेक्षा जास्त भिंतीच्या रुंदीसह. मुख्य वैशिष्ट्य म्हणजे स्लॅगपासून पाईप्सची सतत साफसफाई करणे, म्हणजे.प्रत्येक पूर्ण झालेल्या थरानंतर, ते स्लॅगपासून स्वच्छ करणे आवश्यक आहे आणि त्यानंतरच एक नवीन शिजवा. पहिल्या सीमवर काम करताना विशेष काळजी घेणे आवश्यक आहे, सर्व मंदपणा आणि कडा वितळणे आवश्यक आहे. प्रथम स्तर क्रॅकसाठी काळजीपूर्वक तपासला जातो, जर ते उपस्थित असतील तर ते वितळले पाहिजे किंवा कापून पुन्हा वेल्डेड केले पाहिजे.
नंतरचे सर्व स्तर हळूहळू पाईप फिरवून वेल्डेड केले जातात. शेवटचा थर बेस मेटलमध्ये गुळगुळीत संक्रमणासह वेल्डेड केला जातो.
नवशिक्या वेल्डरच्या चुका
इलेक्ट्रिक वेल्डिंगसह कसे शिजवायचे हे शिकण्यासाठी, आपल्याला नवशिक्यांनी केलेल्या मुख्य चुका विचारात घेणे आवश्यक आहे:
- इलेक्ट्रोड खूप वेगाने हलवते, परिणामी एक असमान शिवण होते.
- सीमची खूप मंद हालचाल, तर धातूमध्ये छिद्र आणि बर्न्स तयार होतात.
- खूप असमान आणि सपाट शिवण. येथे मुख्य त्रुटी इलेक्ट्रोडच्या कोनात आहे.
- मेटल अपयश. हे घडते कारण धातू आणि इलेक्ट्रोडमधील 5 मिमी अंतर पाळले गेले नाही, म्हणजेच अंतर खूपच लहान होते.
- अन्यथा, जेव्हा अंतर खूप मोठे असते तेव्हा धातू उकळत नाही.
वरील सर्व त्रुटी फक्त सर्वात स्थूल आहेत. अजून अनेक बारकावे आहेत जे केवळ अनुभवानेच समजू शकतात.
पातळ-भिंती असलेली धातू किंवा प्रोफाइल वेल्डिंग करताना, कामासाठी काळजीपूर्वक दृष्टीकोन आवश्यक आहे. पातळ भाग स्वच्छ केलेले इलेक्ट्रोड लावून आणि थेट वर वेल्डिंग करून वेल्डेड केले जाऊ शकतात.
नॉन-फेरस धातूंवरील वेल्डिंग लक्षणीय भिन्न आहे, कारण त्यासाठी इतर इलेक्ट्रोड आवश्यक आहेत. विशेष संरक्षणात्मक वातावरण देखील आवश्यक आहे. आता आपण सार्वत्रिक साधने खरेदी करू शकता जे जवळजवळ कोणत्याही धातूला शिजवतात.
पातळ-भिंती असलेल्या धातूंसह काम करण्यासाठी अर्ध-स्वयंचलित साधने देखील आहेत.त्याचे सार एक विशेष वायर च्या पदच्युती मध्ये lies.
वेल्डिंगसाठी इलेक्ट्रोड कसे निवडायचे
इलेक्ट्रोड ही एक धातूची रॉड आहे जी आपल्याला वेल्डेड करण्यासाठी वर्कपीसमध्ये विद्युत प्रवाह चालविण्यास अनुमती देते. इलेक्ट्रोडचे विविध ब्रँड आहेत, पण वेल्डिंगसाठी 3 मिमी व्यासासह इन्व्हर्टरसाठी स्टील, पारंपारिक इलेक्ट्रोड योग्य आहेत. धातू जितका जाड असेल तितका मोठा व्यास वेल्डिंगसाठी इलेक्ट्रोड्स निवडला पाहिजे.

वेल्डिंग प्रशिक्षणासाठी इलेक्ट्रोड उच्च दर्जाचे आणि अर्थातच कोरडे असणे फार महत्वाचे आहे. ओलसर इलेक्ट्रोड्स वापरताना, अनुभवी वेल्डरला देखील चाप मारणे आणि स्थिर स्थितीत ठेवणे खूप कठीण आहे.
म्हणून, आपण वेल्ड कसे करायचे हे शिकण्याचे ठरविल्यास, आपण या हेतूंसाठी केवळ उच्च-गुणवत्तेच्या उपभोग्य वस्तू वापरल्या पाहिजेत.
आर्क इग्निशन
मग आपण इन्व्हर्टर चालू करणे आवश्यक आहे. इलेक्ट्रिक वेल्डिंगसाठी ही सर्वात सोपी प्रक्रिया टॉगल स्विच चालू करून केली जाते. वर्तमान मूल्य रेग्युलेटरसह सेट केले जावे, जे युनिटच्या पुढील पॅनेलवर पाहणे सोपे आहे. निवडलेल्या इलेक्ट्रोडसाठी, 100 A चा करंट योग्य आहे. मास्क खाली करा आणि पुढे जा.

सर्व प्रथम, आपल्याला कमानीच्या इग्निशनचे कौशल्य तयार करण्याची आवश्यकता आहे. नवीन इलेक्ट्रोडसह, हे फक्त संपूर्ण भागावर स्वाइप करून केले जाते. लक्षात ठेवा की तुम्ही प्रकाश कसे जुळता. जर इलेक्ट्रोड आधीपासूनच वापरात असेल तर त्यांना धातूच्या पृष्ठभागावर ठोठावण्याची आवश्यकता आहे. असे घडते की नवशिक्यांच्या हातातील इलेक्ट्रोड धातूला चिकटतो. इलेक्ट्रोडला बाजूला झुकवून हे सहजपणे दुरुस्त केले जाते. जर ते फाडणे शक्य नसेल, तर तुम्हाला इन्व्हर्टर बंद करणे आवश्यक आहे. मग स्टिकिंग पॉइंट स्वतःच अदृश्य होतील.





प्रज्वलित इलेक्ट्रोड वेल्डिंग चाप बनवते. ते राखण्यासाठी, आपल्याला 3-5 मिमीच्या धातूपासून अंतर कसे राखायचे ते शिकण्याची आवश्यकता आहे.जवळ येत असताना, स्टिकिंगसह शॉर्ट सर्किट होऊ शकते. दूर जात असताना, चाप अदृश्य होईल.
शिवण कसे वेल्ड करावे
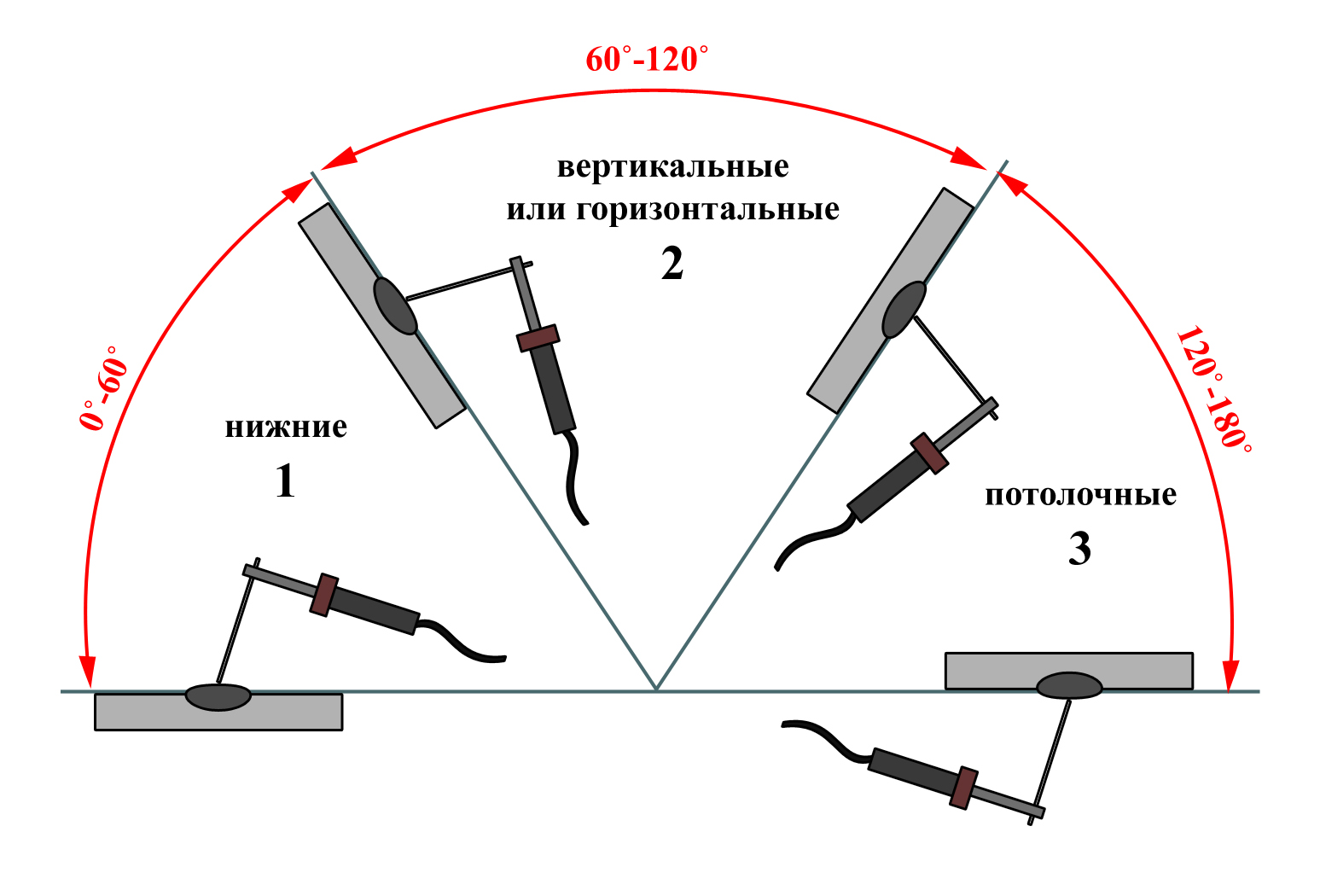
खालच्या स्थितीत वेल्डिंग करताना, नवशिक्या वेल्डरसाठी देखील कोणतीही अडचण उद्भवत नाही. परंतु इतर सर्व तरतुदींना तंत्रज्ञानाचे ज्ञान आवश्यक आहे. प्रत्येक पदाच्या स्वतःच्या शिफारसी आहेत. प्रत्येक प्रकारच्या वेल्ड्स बनविण्याच्या तंत्राची खाली चर्चा केली आहे.
वेल्डिंग उभ्या seams
उभ्या स्थितीत भागांच्या वेल्डिंग दरम्यान, वितळलेला धातू गुरुत्वाकर्षणाच्या प्रभावाखाली खाली सरकतो. थेंब बाहेर येण्यापासून रोखण्यासाठी, एक लहान चाप वापरला जातो (इलेक्ट्रोडची टीप वेल्ड पूलच्या जवळ आहे). काही कारागीर, जर इलेक्ट्रोड परवानगी देत असेल (चिकटू नका), सामान्यतः त्यांना त्या भागावर झुकवा.
धातूची तयारी (ग्रूव्हिंग) सांध्याच्या प्रकारानुसार आणि वेल्डेड भागांच्या जाडीनुसार केली जाते. मग ते पूर्वनिर्धारित स्थितीत निश्चित केले जातात, लहान ट्रान्सव्हर्स सीमसह अनेक सेंटीमीटरच्या पायरीने जोडलेले असतात - "टॅक्स". हे शिवण भाग हलवू देत नाहीत.
उभ्या शिवण वरपासून खालपर्यंत किंवा तळापासून वरपर्यंत वेल्डेड केले जाऊ शकते. तळापासून वर काम करणे अधिक सोयीस्कर आहे: अशा प्रकारे कंस वेल्ड पूलला वर ढकलतो, त्यास खाली येण्यापासून प्रतिबंधित करतो. यामुळे दर्जेदार सीम बनवणे सोपे होते.
तळापासून उभ्या शिवण कसे वेल्ड करावे: इलेक्ट्रोडची स्थिती आणि संभाव्य हालचाली
हा व्हिडिओ विद्युत वेल्डिंगद्वारे उभ्या सीमला विभक्त न करता तळापासून वरपर्यंत इलेक्ट्रोडच्या हालचालीसह योग्यरित्या वेल्ड कसे करावे हे दर्शवितो. शॉर्ट रोल तंत्र देखील प्रात्यक्षिक आहे. या प्रकरणात, इलेक्ट्रोडच्या हालचाली फक्त वर आणि खाली होतात, क्षैतिज विस्थापनाशिवाय, सीम जवळजवळ सपाट आहे.
एका कमानीच्या पृथक्करणासह उभ्या स्थितीत भाग जोडणे शक्य आहे. नवशिक्या वेल्डरसाठी, हे अधिक सोयीस्कर असू शकते: पृथक्करणाच्या काळात, धातूला थंड होण्याची वेळ असते. या पद्धतीसह, आपण इलेक्ट्रोडला वेल्डेड क्रेटरच्या शेल्फवर देखील विश्रांती देऊ शकता. हे सोपे आहे. हालचालींचा नमुना जवळजवळ ब्रेकशिवाय सारखाच आहे: बाजूला ते बाजूला, लूप किंवा "शॉर्ट रोलर" - वर आणि खाली.
अंतरासह उभ्या शिवण कसे शिजवायचे, पुढील व्हिडिओ पहा. हेच व्हिडिओ ट्यूटोरियल सीमच्या आकारावर वर्तमान ताकदीचा प्रभाव दर्शविते. सर्वसाधारणपणे, विद्युत् प्रवाह दिलेल्या प्रकारच्या इलेक्ट्रोड आणि धातूच्या जाडीसाठी शिफारस केलेल्यापेक्षा 5-10 A कमी असावा. परंतु, व्हिडिओमध्ये दर्शविल्याप्रमाणे, हे नेहमीच खरे नसते आणि प्रायोगिकरित्या निर्धारित केले जाते.
कधीकधी उभ्या शिवण वरपासून खालपर्यंत वेल्डेड केले जाते. या प्रकरणात, चाप सुरू करताना, इलेक्ट्रोडला वेल्डेड करण्याच्या पृष्ठभागावर लंब धरून ठेवा. या स्थितीत प्रज्वलन केल्यानंतर, धातू गरम करा, नंतर इलेक्ट्रोड कमी करा आणि या स्थितीत शिजवा. वरपासून खालपर्यंत उभ्या शिवण वेल्डिंग करणे फार सोयीचे नाही, त्यासाठी वेल्ड पूलचे चांगले नियंत्रण आवश्यक आहे, परंतु अशा प्रकारे आपण चांगले परिणाम प्राप्त करू शकता.
वरपासून खालपर्यंत इलेक्ट्रिक वेल्डिंगद्वारे अनुलंब शिवण कसे वेल्ड करावे: इलेक्ट्रोडची स्थिती आणि त्याच्या टोकाची हालचाल
क्षैतिज शिवण कसे वेल्ड करावे
उभ्या विमानात क्षैतिज शिवण उजवीकडून डावीकडे आणि डावीकडून उजवीकडे दोन्ही केले जाऊ शकते. फरक नाही, ज्याला ते अधिक सोयीचे आहे, तो तसा स्वयंपाक करतो. उभ्या शिवण वेल्डिंग करताना, आंघोळ खाली जाईल. म्हणून, इलेक्ट्रोडच्या झुकावचा कोन बराच मोठा आहे. हालचालींची गती आणि वर्तमान मापदंडांवर अवलंबून ते निवडले जाते.मुख्य गोष्ट अशी आहे की स्नान ठिकाणी राहते.
वेल्डिंग क्षैतिज seams: इलेक्ट्रोड स्थिती आणि हालचाली
जर धातू खाली वाहत असेल तर, हालचालीचा वेग वाढवा, धातू कमी गरम करा. दुसरा मार्ग म्हणजे चाप तोडणे. या लहान अंतरांदरम्यान, धातू थोडीशी थंड होते आणि निचरा होत नाही. आपण विद्युत प्रवाह थोडा कमी देखील करू शकता. केवळ हे सर्व उपाय टप्प्याटप्प्याने लागू केले जातात आणि सर्व एकाच वेळी नाही.
क्षैतिज स्थितीत मेटल योग्य प्रकारे वेल्ड कसे करावे हे खालील व्हिडिओ दाखवते. उभ्या seams बद्दल व्हिडिओ दुसरा भाग.
कमाल मर्यादा शिवण
या प्रकारचे वेल्डेड संयुक्त सर्वात कठीण आहे. उच्च कौशल्य आणि वेल्ड पूलचे चांगले नियंत्रण आवश्यक आहे. हे शिवण करण्यासाठी, इलेक्ट्रोड कमाल मर्यादेच्या काटकोनात धरला जातो. चाप लहान आहे, हालचालीची गती स्थिर आहे. मुख्यतः गोलाकार हालचाली करा जे शिवण विस्तृत करतात.








इलेक्ट्रिक वेल्डिंगसाठी सुरक्षा खबरदारी
धातूच्या इलेक्ट्रिक वेल्डिंगमध्ये केवळ उष्णता, स्पार्क इत्यादी सोडल्या जात नाहीत. अयोग्यरित्या हाताळल्यास, आपल्याला सहजपणे विजेचा धक्का बसू शकतो.
म्हणून, प्रथमच इलेक्ट्रोड होल्डर पकडण्यापूर्वी, खालीलपैकी अनेक आवश्यकता पूर्ण करा:
- आपल्या डोळ्यांचे रक्षण करा. या हेतूंसाठी, वेल्डर किंवा त्यांच्या पूर्ववर्तींसाठी विशेष मुखवटे आहेत, प्रकाश फिल्टरसह ढाल;
- ओव्हरऑलमध्ये काम करण्याचे सुनिश्चित करा, ते नॉन-दहनशील पदार्थांचे बनलेले असणे आवश्यक आहे, हात आणि पाय झाकलेले असणे आवश्यक आहे;
- रबराइज्ड शूज आणि हातमोजे, वेल्डरचे लेगिंग वापरा. अशा प्रकारे तुम्ही इलेक्ट्रिक शॉकचा धोका कमी करता.
आपण हे विसरू नये की इलेक्ट्रिक वेल्डिंग, इतर गोष्टींबरोबरच, इलेक्ट्रिक शॉकद्वारे देखील धोकादायक आहे. त्यामुळे हलका पाऊस पडत असताना रस्त्यावर वेल्डिंग करून स्वयंपाक करणे अशक्य आहे. तसेच, आपण इंधन, गॅस इत्यादींच्या कंटेनरमध्ये शिजवू शकत नाही.तुमचे हात आणि पाय सुरक्षित ठेवण्यासाठी नेहमी रबराइज्ड ओव्हरऑल घाला.

आज, घरगुती वेल्डिंगसाठी, इनव्हर्टर बहुतेकदा वापरले जातात. ही हलकी आणि मोबाइल उपकरणे आहेत जी स्टील, कास्ट आयर्न आणि स्टेनलेस स्टील वेल्ड करू शकतात.
वेल्डिंगची तयारी करत आहे
इलेक्ट्रिक वेल्डिंग प्रशिक्षण ही एक व्यावहारिक प्रक्रिया आहे ज्यासाठी काही प्रशिक्षण आवश्यक आहे. सर्व प्रथम, आपल्याला सुरक्षिततेची काळजी घेणे आवश्यक आहे. वेल्डरचे काम खूप धोकादायक आहे:
- वितळलेल्या धातूच्या स्प्लॅशमधून बर्न्सची शक्यता;
- उच्च तापमानात विषारी स्राव सह विषबाधा;
- विद्युत शॉकची शक्यता;
- सेफ्टी गॉगल न घातल्यास डोळ्यांना इजा.

इलेक्ट्रिक वेल्डिंगसाठी उपकरणे आणि उपकरणांची योग्य निवड ही सुरक्षित प्रक्रियेची गुरुकिल्ली आहे. वेल्डिंग कामासाठी आपल्याला आवश्यक असेल:
दाट फॅब्रिकचा बनलेला सूट, शरीर, हात आणि पाय पूर्णपणे झाकतो;
डोळ्यांचे संरक्षण करण्यासाठी विशेष चष्मा वापरला जाऊ शकतो, परंतु आम्ही मास्ककडे लक्ष देण्याची शिफारस करतो. ते चेहर्याचे संरक्षण देखील करतील आणि वेल्डिंग प्रक्रियेत अधिक सुरक्षित आहेत;
वेल्डिंगसाठी दर्जेदार उपकरणे;
इलेक्ट्रोड;
संभाव्य आग दूर करण्यासाठी पाण्याची बादली;
वेल्डिंगसाठी योग्य जागा
घराबाहेर राहणे आणि जवळपासच्या सर्व ज्वलनशील वस्तू काढून टाकणे श्रेयस्कर आहे.
आधुनिक बाजारपेठ इलेक्ट्रिक वेल्डिंग मशीनच्या विस्तृत निवडीचे प्रतिनिधित्व करते, त्यातील विविधता तीन मुख्य प्रकारांपर्यंत खाली येते:
- एक ट्रान्सफॉर्मर जो वेल्डिंगसाठी पर्यायी प्रवाह रूपांतरित करतो. या प्रकारचे वेल्डिंग मशीन अनेकदा स्थिर विद्युत चाप देत नाही, परंतु भरपूर व्होल्टेज खातो;
- रेक्टिफायर ग्राहक नेटवर्कमधून थेट करंटमध्ये रूपांतरित होतो.हे उपकरण उच्च स्थिरतेचे इलेक्ट्रिक आर्क प्राप्त करण्यास परवानगी देतात;
- इन्व्हर्टर आपल्याला वेल्डिंगसाठी घरगुती नेटवर्कमधून थेट करंटमध्ये रूपांतरित करण्याची परवानगी देतो. ही युनिट्स चाप प्रज्वलन सुलभतेने आणि उच्च कार्यक्षमतेने वैशिष्ट्यीकृत आहेत.
नवशिक्यांसाठी वेल्डिंग: व्हिडिओ ट्यूटोरियल - बारकावे पहा आणि जाणून घ्या.
नवशिक्यांना उपभोगयोग्य रचनेसह लेपित केलेल्या घन रॉडसारखे इलेक्ट्रोड निवडण्याचा सल्ला दिला जातो. नवशिक्या वेल्डरसाठी अशा इलेक्ट्रोडसह समान शिवण बनविणे सोपे होईल. नवशिक्यासाठी रॉड्सचा आकार 3 मिमी आहे.
टिपा: इलेक्ट्रिक वेल्डिंगने स्वतः कसे शिजवायचे ते कसे शिकायचे
किती इलेक्ट्रोड्स आवश्यक आहेत, तुम्हाला कोणते इलेक्ट्रोड वापरायचे आहेत आणि उत्पादन जास्त मोठे नसेल हे जर तुम्हाला माहित असेल तर 1 दिवसात मेटल स्ट्रक्चर स्वतः वेल्ड करणे शक्य आहे.
आणि स्वतः कसे शिजवायचे हे शिकण्यासाठी आपल्याला आणखी काय लक्षात ठेवण्याची आवश्यकता आहे:
वेल्डरसाठी केवळ योग्यरित्या कार्य करणेच नाही तर मूलभूत गोष्टी शिकणे देखील महत्त्वाचे आहे, विशेषतः, विशिष्ट सामग्रीसाठी कोणत्या पद्धतीची ऑपरेशनची आवश्यकता आहे, कारण धातू स्टील, मिश्र धातु किंवा कापड असू शकते जसे की मेटचा रंग. .
आपण विशिष्ट शिवण बनवू शकता अशा पद्धतींचा अभ्यास करण्याचे सुनिश्चित करा.
इलेक्ट्रोड आणि वेल्डिंग वायरच्या निवडीकडे योग्यरित्या संपर्क साधणे आवश्यक आहे.
सुरुवातीला उच्च श्रेणीचे व्यावसायिक बनणे आवश्यक नसल्यास, आपण व्हिडिओ ट्यूटोरियल, शिवण असलेली रेखाचित्रे पाहिल्यास आणि व्यावसायिकांच्या सल्ल्याचा अभ्यास केल्यास आपण स्वत: वेल्डिंग शिकू शकता. प्रशिक्षण लांब असेल, परंतु शक्यतो फलदायी असेल, विशेषत: जर तुम्ही हळूहळू शिवण तयार करण्याचा प्रयत्न करत असाल, तर कामाच्या अनुभवाचे प्रमाण वाढेल.

बरेच लोक रेसेंट वापरण्यास प्राधान्य देतात, कारण हे तंत्र दीर्घकाळापर्यंत भार सहन करू शकते, जे आपल्याला प्रकरण लवकर समाप्त करण्यास अनुमती देते. वेल्डिंगसह काम करण्याच्या पहिल्या प्रयत्नात, वास्तविक इन्व्हर्टर वापरणे चांगले आहे आणि त्यानंतरच, उत्कृष्ट अनुभवासह, इतर कोणत्याही डिव्हाइससह हे शक्य आहे. इलेक्ट्रोड्सच्या संदर्भात, "3" निवडण्याचा सल्ला दिला जातो. ते वापरण्यास सोपे आहेत आणि सर्वात महत्त्वाचे म्हणजे ते वीज नेटवर्क ओव्हरलोड करत नाहीत.
सर्वसाधारणपणे, वेल्डिंग उपकरणे प्रकारांमध्ये विभागली जातात - ट्रान्सफॉर्मर, रेक्टिफायर, इन्व्हर्टर. लोकप्रियता इन्व्हर्टरच्या मागे का राहते? ते कॉम्पॅक्ट, हलके वजन आणि नवशिक्यासाठी हाताळण्यास अतिशय सोपे आहेत. वेल्डिंग शिकण्याच्या पहिल्या टप्प्यावर, कार्य गुंतागुंत होऊ नये म्हणून सोप्या प्रकारचे धातू आणि शक्यतो घटक देखील घेणे फायदेशीर आहे.






वेल्डिंग करण्यापूर्वी, आपण तयार करणे आवश्यक आहे:
- पाण्याने बादली;
- मंथन स्लॅगसाठी हातोडा;
- लोखंडी ब्रश;
- चेहरा आणि मान क्षेत्राचे रक्षण करणारा मुखवटा;
- कॅनव्हासची प्रज्वलन आणि बर्नआउट टाळण्यासाठी रचनासह गर्भवती केलेले विशेष फॅब्रिकचे हातमोजे;
- लांब बाही असलेले विशेष कपडे.
हे विसरू नका की वेल्डेड व्यवसाय आगीचा धोका आहे आणि म्हणूनच गंभीर परिणाम वगळण्यासाठी जवळच्या ज्वलनशील किंवा ज्वलनशील वस्तू ठेवण्यास सक्त मनाई आहे.
मॅन्युअल आर्क वेल्डिंग तंत्र. वेल्डिंगद्वारे शिजविणे कसे
व्यावहारिक व्यायामाकडे जाण्यापूर्वी, मी तुम्हाला सुरक्षा खबरदारीबद्दल पुन्हा एकदा आठवण करून देऊ इच्छितो. कामाच्या ठिकाणाजवळ लाकडी वर्कबेंच आणि ज्वलनशील साहित्य नाही. कामाच्या ठिकाणी पाण्याचा कंटेनर ठेवण्याची खात्री करा. आगीच्या धोक्याची जाणीव ठेवा.
वेल्डिंगद्वारे योग्यरित्या वेल्ड कसे करावे हे शोधण्यासाठी, आम्ही आपल्या लक्ष वेल्डिंग प्रक्रियेचा तपशीलवार सूचना आणि व्हिडिओ सादर करतो.
प्रथम चाप मारण्याचा प्रयत्न करा आणि आवश्यक वेळेसाठी धरून ठेवा. हे करण्यासाठी, आमच्या सल्ल्याचे अनुसरण करा:
- मेटल ब्रशचा वापर करून, घाण आणि गंजांपासून वेल्डेड करण्यासाठी भागांच्या पृष्ठभागास स्वच्छ करणे आवश्यक आहे. आवश्यक असल्यास, त्यांच्या कडा एकमेकांना समायोजित केल्या जातात.
- डायरेक्ट करंटसह इलेक्ट्रिक वेल्डिंगद्वारे योग्यरित्या कसे शिजवायचे हे शिकणे चांगले आहे, म्हणून "पॉझिटिव्ह" टर्मिनलला त्या भागाशी कनेक्ट करा, क्लॅम्पमध्ये इलेक्ट्रोड स्थापित करा आणि वेल्डिंग मशीनवर आवश्यक वर्तमान शक्ती सेट करा.
- इलेक्ट्रोडला वर्कपीसच्या संदर्भात सुमारे 60° च्या कोनात वाकवा आणि हळूहळू धातूच्या पृष्ठभागावर पास करा. ठिणग्या दिसल्यास, इलेक्ट्रिक आर्क पेटवण्यासाठी रॉडचा शेवट 5 मिमी उचला. इलेक्ट्रोडच्या काठावर कोटिंग किंवा स्लॅगच्या थरामुळे कदाचित तुम्हाला स्पार्क मिळू शकला नाही. या प्रकरणात, इलेक्ट्रिक वेल्डिंगसह योग्यरित्या वेल्डिंग कसे करावे याबद्दल व्हिडिओमध्ये सुचविल्याप्रमाणे, इलेक्ट्रोडच्या टीपसह भाग टॅप करा. संपूर्ण वेल्डिंग प्रक्रियेदरम्यान उदयोन्मुख चाप 5 मिमी वेल्डिंग अंतरासह राखला जातो.
- जर कंस अतिशय अनिच्छेने उजळला, आणि इलेक्ट्रोड नेहमी धातूच्या पृष्ठभागावर चिकटून राहिल्यास, प्रवाह 10-20 A ने वाढवा. इलेक्ट्रोड चिकटल्यास, होल्डरला एका बाजूने हलवा, शक्यतो जबरदस्तीने देखील.
- लक्षात ठेवा की रॉड सर्व वेळ जळत राहील, म्हणून केवळ 3-5 मिमी अंतर राखल्यास आपल्याला स्थिर चाप ठेवता येईल.
चाप कसा मारायचा हे शिकल्यानंतर, इलेक्ट्रोडला हळू हळू स्वतःकडे नेण्याचा प्रयत्न करा, एका बाजूने 3-5 मिमीच्या मोठेपणासह हालचाली करा.वेल्ड पूलच्या मध्यभागी परिघातून वितळण्याचा प्रयत्न करा. सुमारे 5 सेमी लांबीचा शिवण वेल्डिंग केल्यानंतर, इलेक्ट्रोड काढा आणि भाग थंड होऊ द्या, नंतर स्लॅग खाली करण्यासाठी जंक्शनवर हातोड्याने टॅप करा. योग्य सीममध्ये खड्डे आणि विसंगती नसलेली मोनोलिथिक वेव्ही रचना असते.
सीमची शुद्धता थेट कमानीच्या आकारावर आणि वेल्डिंग दरम्यान इलेक्ट्रोडच्या योग्य हालचालीवर अवलंबून असते. संरक्षणात्मक फिल्टर वापरून चित्रित केलेले, वेल्डिंगद्वारे कसे शिजवावे याबद्दल व्हिडिओ पहा. अशा व्हिडिओंमध्ये, आपण उच्च-गुणवत्तेची सीम मिळविण्यासाठी कंस कसे राखायचे आणि इलेक्ट्रोड कसे हलवायचे ते स्पष्टपणे पाहू शकता. आम्ही खालील शिफारसी करू शकतो:
- कंसची आवश्यक लांबी अक्षासह रॉडच्या अनुवादात्मक हालचालीद्वारे राखली जाते. वितळताना, इलेक्ट्रोडची लांबी कमी होते, म्हणून आवश्यक क्लीयरन्सचे निरीक्षण करून, रॉडसह धारकास सतत भागाच्या जवळ आणणे आवश्यक आहे. शिजविणे कसे शिकायचे यावरील असंख्य व्हिडिओंमध्ये यावर जोर देण्यात आला आहे.
- इलेक्ट्रोडची अनुदैर्ध्य हालचाल तथाकथित फिलामेंट रोलरची जमाव तयार करते, ज्याची रुंदी सामान्यत: रॉडच्या व्यासापेक्षा 2-3 मिमी जास्त असते आणि जाडी हालचालीच्या वेगावर आणि वर्तमान शक्तीवर अवलंबून असते. थ्रेड रोलर एक वास्तविक अरुंद वेल्ड आहे.
- सीमची रुंदी वाढवण्यासाठी, इलेक्ट्रोड त्याच्या रेषेवर हलविला जातो, दोलनात्मक परस्पर हालचाली पार पाडतो. वेल्डची रुंदी त्यांच्या मोठेपणाच्या विशालतेवर अवलंबून असेल, म्हणून मोठेपणाचे परिमाण विशिष्ट परिस्थितींच्या आधारे निर्धारित केले जाते.
वेल्डिंग प्रक्रियेमध्ये या तीन हालचालींचा एकत्रित वापर करून एक जटिल मार्ग तयार केला जातो.
इलेक्ट्रिक वेल्डिंगसह वेल्डिंग कसे करावे यावरील व्हिडिओचे पुनरावलोकन केल्यानंतर आणि अशा ट्रॅजेक्टोरीजच्या आकृत्यांचा अभ्यास केल्यावर, त्यापैकी कोणते भाग ओव्हरलॅप किंवा बट वेल्डिंगसाठी वापरले जाऊ शकतात, भागांच्या उभ्या किंवा कमाल मर्यादेची व्यवस्था इ.
ऑपरेशन दरम्यान, इलेक्ट्रोड लवकर किंवा नंतर पूर्णपणे वितळेल. या प्रकरणात, वेल्डिंग थांबविली जाते आणि होल्डरमधील रॉड बदलला जातो. काम सुरू ठेवण्यासाठी, स्लॅग खाली पाडले जाते आणि सीमच्या शेवटी तयार झालेल्या खड्डापासून 12 मिमी अंतरावर एक चाप पेटविला जातो. मग जुन्या सीमचा शेवट नवीन इलेक्ट्रोडसह जोडला जातो आणि काम चालू राहते.
आर्क वेल्डिंग
मॅन्युअल आर्क वेल्डिंगचा वापर राष्ट्रीय अर्थव्यवस्थेच्या सर्व क्षेत्रांमध्ये आणि दैनंदिन जीवनात मेटल स्ट्रक्चर्सच्या घटकांना जोडण्यासाठी मोठ्या प्रमाणावर केला जातो. इतर प्रकारच्या वेल्डेड जोड्यांच्या तुलनेत त्याचे विशिष्ट गुणधर्म आहेत:
- वेल्डिंग मशीन आणि उपभोग्य वस्तूंची तुलनेने कमी किंमत, जे इलेक्ट्रोड आहेत.
- स्टेनलेस मिश्रधातूंसह सामान्य दर्जाच्या धातूंचे उच्च दर्जाचे वेल्डेड सांधे मिळवणे.
- बर्याच हार्ड-टू-पोहोच ठिकाणी वेल्डिंग कार्य करण्याची क्षमता - हे कमी वजन आणि उपकरणांना विजेशी जोडणे सुलभतेने सुलभ होते.

तांदूळ. 7 एक पातळ प्रोफाइल पाईप वेल्डिंग - seams प्रकार
इलेक्ट्रिक आर्क वेल्डिंग वापरून काम पार पाडण्यासाठी खालील चरणांचा समावेश आहे:
- पाईप्सचे टोक वेल्डिंगसाठी तयार केले जातात, यासाठी ते गंजांपासून स्वच्छ केले जातात, त्यानंतर वितळलेल्या इलेक्ट्रोडमधून धातूने शिवण भरण्यासाठी आवश्यक अंतरावर रिक्त जागा सेट केल्या जातात, बहुतेकदा यासाठी विशेष उपकरणे वापरली जातात.
- वेल्डिंग मशीन चालू आहे, अंगभूत निर्देशकानुसार आवश्यक प्रवाह सेट करून, वेल्डिंग मशीनशी जोडलेल्या धारकामध्ये इलेक्ट्रोड घातला जातो, दुसरा टोक पाईपवर निश्चित केला जातो.
- एकमेकांच्या सापेक्ष वेल्डेड केलेल्या भागांची स्थिती स्पॉट वेल्डिंग (टॅक्स) द्वारे निश्चित केली जाते, त्यानंतर संरक्षणात्मक कपडे, मुखवटा आणि वेल्डरचे हातमोजे वापरून इलेक्ट्रिक वेल्डिंग केले जाते.
- कामाच्या शेवटी, स्केल खाली ठोठावले जाते आणि सीम मेटल ब्रशने साफ केला जातो.
सेमी-ऑटोमॅटिक मेटल इनर्ट गॅस वेल्डिंग (MIG)
आधुनिक तंत्रज्ञानाबद्दल धन्यवाद, घरगुती परिस्थितीत प्रोफाइल उत्पादने सर्वात सोप्या पद्धतीने वेल्ड करणे शक्य झाले आहे, ज्यासाठी जास्त अनुभव आणि वेल्डर म्हणून अनेक वर्षांचे प्रशिक्षण आवश्यक नसते.
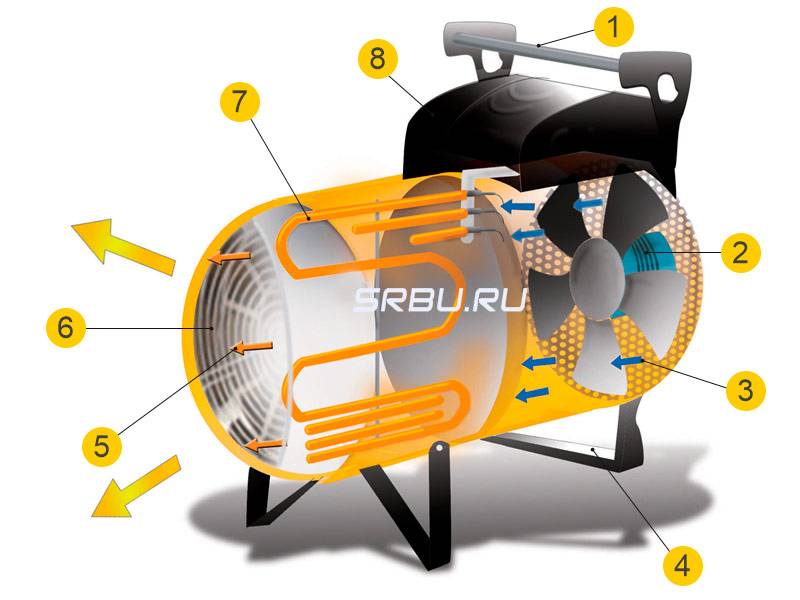
तांदूळ. 8 MIG कसे कार्य करते
सेमी-ऑटोमॅटिक इनर्ट गॅस वेल्डिंग (एमआयजी) हे पारंपारिक आर्क वेल्डिंगच्या विकासातील एक उत्क्रांत पाऊल आहे, ज्याच्या तुलनेत त्याचे खालील फायदे आहेत:
- इलेक्ट्रोडऐवजी, 0.6 ते 1.2 मिमी व्यासासह एक विशेष वायर स्वयंचलितपणे टॉर्चद्वारे वेल्ड पूलमध्ये दिले जाते, रीलमध्ये जखम होते - यामुळे प्रक्रिया स्वयंचलित होते आणि इलेक्ट्रोड बदलण्यासाठी वेळ कमी होतो.
- वायरसह, एक निष्क्रिय वायू (सामान्यत: कार्बन डायऑक्साइड आणि आर्गॉनचे मिश्रण) बर्नरला वेल्डिंग स्लीव्हद्वारे पुरवले जाते - यामुळे स्लॅग तयार होण्यास प्रतिबंध होतो आणि वेल्डची गुणवत्ता सुधारते.
या तंत्रज्ञानाबद्दल धन्यवाद, इलेक्ट्रिक आर्क वेल्डिंग मशीनच्या तुलनेत अर्ध-स्वयंचलित वेल्डिंगचे खालील फायदे आहेत:
- आपल्याला 0.5 मिमीच्या जाडीसह पातळ वर्कपीस वेल्ड करण्याची परवानगी देते.
- स्टील, स्टेनलेस स्टील, कास्ट आयर्न, अॅल्युमिनियम आणि नॉन-फेरस धातू शिजवतात.
- काम करताना, तेथे कोणतेही स्लॅग नसते आणि व्यावहारिकरित्या धूर नसतो - हे आरोग्यासाठी कमी हानिकारक आहे, इलेक्ट्रिक आर्क पद्धतींच्या तुलनेत सीमची गुणवत्ता सुधारते.
एमआयजीच्या तोट्यांमध्ये मोठ्या प्रमाणात (बर्नरला मोठ्या प्रमाणात गॅस सिलेंडर आणि वायर सप्लाय सिस्टीम आवश्यक आहे) आणि वेल्डिंग झोनमधून वायू बाहेर वाहणाऱ्या जोरदार वाऱ्यामध्ये काम करण्याची अशक्यता यांचा समावेश होतो.
तांदूळ. 9 अक्रिय वायू वातावरणात पातळ-भिंतीच्या प्रोफाइल पाईप्सचे वेल्डिंग
साधने आणि उपकरणे
मॅन्युअल आर्क वेल्डिंगचे तंत्र तुलनेने सोपे आहे आणि विशेष उपकरणे आणि इलेक्ट्रोड वापरून केले जाते. आपल्याला सहाय्यक साधने आणि संरक्षणात्मक उपकरणे देखील आवश्यक असतील.





उपकरणांचे प्रकार
तीन प्रकारची उपकरणे आहेत जी स्वत: चाप वेल्डिंगसाठी वापरली जाऊ शकतात:
- ट्रान्सफॉर्मर अशा उपकरणांच्या ऑपरेशनचे सिद्धांत वैकल्पिक प्रवाहावर आधारित आहे. हे लक्षात घ्यावे की ते जोरदार जड आहेत, सामान्य विद्युत नेटवर्कमधील व्होल्टेजमध्ये अचानक बदल घडवून आणण्यास सक्षम आहेत आणि खूप गोंगाट करणारे आहेत. ट्रान्सफॉर्मरवर एकसमान शिवण बनवणे खूप अवघड आहे; केवळ अनुभवी वेल्डर हे करू शकतात. परंतु जर नवशिक्या कारागिरांना ट्रान्सफॉर्मरच्या वापरासह आर्क वेल्डिंगचे प्रशिक्षण दिले असेल तर इतर उपकरणांसह काम करणे खूप सोपे होईल;
- रेक्टिफायर्स डिव्हाइसेसचे ऑपरेशन सेमीकंडक्टर डायोडद्वारे प्रदान केले जाते. या प्रकारची एकके वैकल्पिक प्रवाह थेट प्रवाहात बदलतात. ही बहुमुखी उपकरणे आहेत. जवळजवळ सर्व इलेक्ट्रोड त्यांच्यासाठी योग्य आहेत आणि वेगवेगळ्या धातूंवर वेल्डिंग करता येते. ट्रान्सफॉर्मरच्या तुलनेत, वेल्डिंग प्रक्रिया खूप सोपी आहे आणि चाप स्थिरता राखली जाते;
- इन्व्हर्टर ते जवळजवळ शांतपणे काम करतात. कॉम्पॅक्टनेस आणि स्वयंचलित समायोजन प्रणालीमुळे वापरण्यास सुलभ.ऑपरेशन दरम्यान, उपकरण पर्यायी प्रवाह रूपांतरित करून उच्च पॉवर डायरेक्ट करंट तयार करते.
सर्व उपकरणांमध्ये, इनव्हर्टर सर्वोत्तम मानले जातात. ते पॉवर सर्ज दरम्यान देखील एक स्थिर चाप तयार करतात आणि बहु-कार्यक्षम असतात.
साधने आणि उपकरणे
इलेक्ट्रिक आर्क वेल्डिंगसह वेल्डिंग करण्यापूर्वी, आपण प्रथम वैयक्तिक संरक्षणात्मक उपकरणे आणि साधने तयार करणे आवश्यक आहे:
- वेल्डिंगसाठी उपकरणे आणि इलेक्ट्रोड्स. जे फक्त वेल्डिंग कौशल्य शिकत आहेत त्यांनी अधिक इलेक्ट्रोड तयार करावे;
- सहाय्यक साधने. आर्क वेल्डिंग तंत्रामध्ये वेल्डिंग दरम्यान उद्भवलेल्या स्लॅग काढून टाकणे समाविष्ट आहे आणि यासाठी आपल्याला धातूसाठी हातोडा आणि ब्रश आवश्यक आहे;
- संरक्षणात्मक पोशाख. विशेष मास्क, हातमोजे आणि दाट सामग्रीपासून बनविलेले संरक्षणात्मक कपडे न घालता वेल्डिंग सुरू करू नका. अशा साधनांकडे दुर्लक्ष करणे योग्य नाही, कारण मानवी सुरक्षा त्यांच्यावर अवलंबून असते.
आपण प्रथमच डिव्हाइससह कार्य करत असल्यास आणि मॅन्युअल आर्क वेल्डिंगद्वारे योग्यरित्या वेल्ड कसे करावे हे शिकू इच्छित असल्यास, प्रशिक्षण मेटल घटकांची पूर्व-तयार करण्याची शिफारस केली जाते.
सामान्य धोकेबाज चुका
आर्क वेल्डिंगची योजना.
नवशिक्या वेल्डरसाठी वेल्डिंग उपकरणांच्या वापरासंबंधी मूलभूत गोष्टींच्या अज्ञानाशी संबंधित चुका करणे सामान्य आहे. उदाहरणार्थ, नवशिक्यांना कदाचित इन्व्हर्टरसह वेल्डिंगसाठी योग्य ध्रुवीयता कशी निवडावी हे माहित नसेल, ज्यामुळे खराब कनेक्शन तयार होईल किंवा भाग बर्न-थ्रू देखील होईल.
खालील मुख्य चुका ओळखल्या जाऊ शकतात:
- सुरक्षा खबरदारीकडे दुर्लक्ष;
- वेल्डिंग मशीनची चुकीची निवड;
- कमी-गुणवत्तेचा किंवा अप्रस्तुत इलेक्ट्रोडचा वापर;
- चाचणी सीमशिवाय काम करा.
नवशिक्यांसाठी, आपण वेल्डिंगद्वारे रेसेंट शिजवल्यास एक वैशिष्ट्य स्वतंत्रपणे लक्षात घ्यावे. हे उपकरण खूप लोकप्रिय आहे, परंतु त्यात लहान कनेक्शन केबल्स आहेत, जे वापरण्यास गैरसोयीचे असू शकतात.
वेल्डिंग मशीनचे प्रकार
बाजारात विविध प्रकारच्या वेल्डिंग मशीनचे मॉडेल मोठ्या संख्येने आहेत.
त्यांच्या सर्व विविधतांपैकी:
- ट्रान्सफॉर्मर;
- रेक्टिफायर्स;
- इन्व्हर्टर;
- अर्ध-स्वयंचलित;
- स्वयंचलित मशीन;
- प्लाझ्मा;
होम वर्कशॉपमध्ये, ट्रान्सफॉर्मर बहुतेकदा त्यांच्या स्वस्ततेमुळे आणि इन्व्हर्टर्स त्यांच्या साधेपणामुळे आणि वापरण्यास सुलभतेमुळे वापरले जातात. बाकीच्यांना एकतर कामासाठी विशेष अटी आवश्यक असतात, जे केवळ उत्पादनात साध्य करता येतात किंवा विशेष प्रशिक्षण आणि दीर्घकालीन कौशल्ये संपादन करतात.
रोहीत्र
अशा उपकरणांचे डिव्हाइस अत्यंत सोपे आहे - हे एक शक्तिशाली स्टेप-डाउन ट्रान्सफॉर्मर आहे, ज्याच्या दुय्यम विंडिंगमध्ये कार्यरत इलेक्ट्रिकल सर्किट समाविष्ट आहे.

ट्रान्सफॉर्मर वेल्डिंग मशीन
ट्रान्सफॉर्मरचे फायदे:
- नम्रता;
- जगण्याची क्षमता;
- साधेपणा
- स्वस्तपणा
दोष
- खूप मोठे वजन आणि परिमाण;
- कमी चाप स्थिरता;
- वैकल्पिक प्रवाहासह कार्य करा;
- शक्ती वाढण्यास कारणीभूत ठरते.
अशा उपकरणासाठी वेल्डरकडून कौशल्य आणि विस्तृत अनुभव आवश्यक आहे. नवशिक्या वेल्डरला योग्यरित्या वेल्ड कसे करावे हे शिकवण्यासाठी, ते योग्य नाही.
इन्व्हर्टर
इन्व्हर्टर उपकरणाची रचना अधिक जटिल आहे. इन्व्हर्टर युनिट वारंवार इनपुट मेन व्होल्टेजमध्ये रूपांतरित करते, त्याचे मापदंड आवश्यकतेनुसार आणते. उच्च-फ्रिक्वेंसी करंटच्या परिवर्तनामुळे, ट्रान्सफॉर्मरची परिमाणे आणि वजन अनेक पटींनी लहान आहेत.

इन्व्हर्टर
इन्व्हर्टरचे फायदे:
- कमी वजन आणि परिमाण;
- सर्किटमध्ये स्थिर व्होल्टेज आणि वर्तमान;
- अँटी-स्टिकिंग आणि हॉट स्टार्टची अतिरिक्त कार्ये;
- वर्तमान आणि चाप पॅरामीटर्स फाइन-ट्यून करण्याची क्षमता;
- पुरवठा नेटवर्कमध्ये व्होल्टेज वाढू देत नाही.
इन्व्हर्टरचे तोटे देखील आहेत:
- उच्च किंमत;
- कमी दंव प्रतिकार.
योग्य प्रकारे शिजविणे शिकणे इन्व्हर्टरसह प्रारंभ करणे चांगले आहे. आर्क पॅरामीटर्सची स्थिरता आणि अतिरिक्त वैशिष्ट्ये ज्यामुळे "स्टिकिंग" सुरू करणे आणि प्रतिबंध करणे सोपे होते ज्यामुळे नवशिक्याला सीमवर लक्ष केंद्रित करता येईल आणि तंत्रज्ञानावर त्वरीत प्रभुत्व मिळेल.



इलेक्ट्रिक वेल्डिंग तंत्रज्ञान
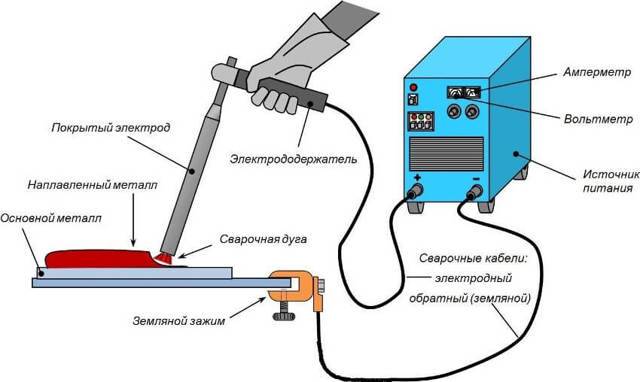
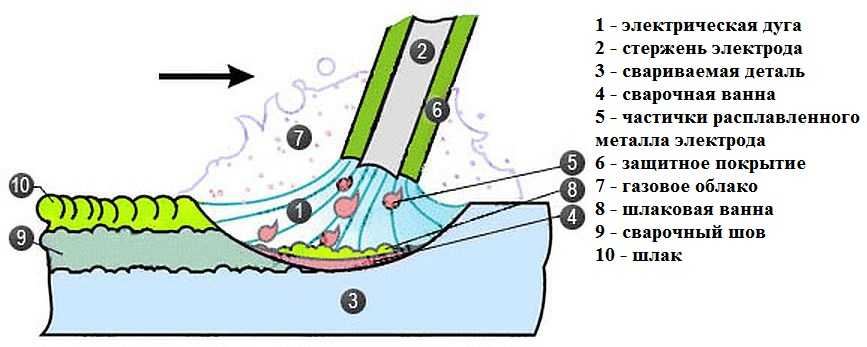
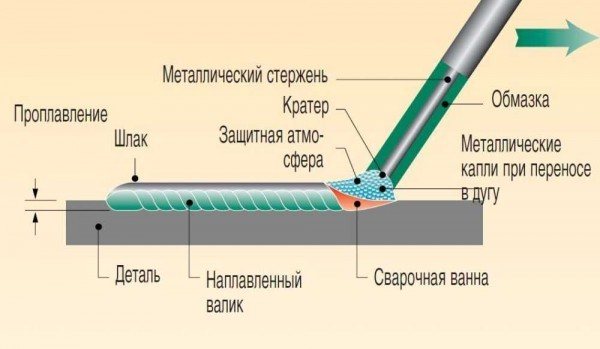
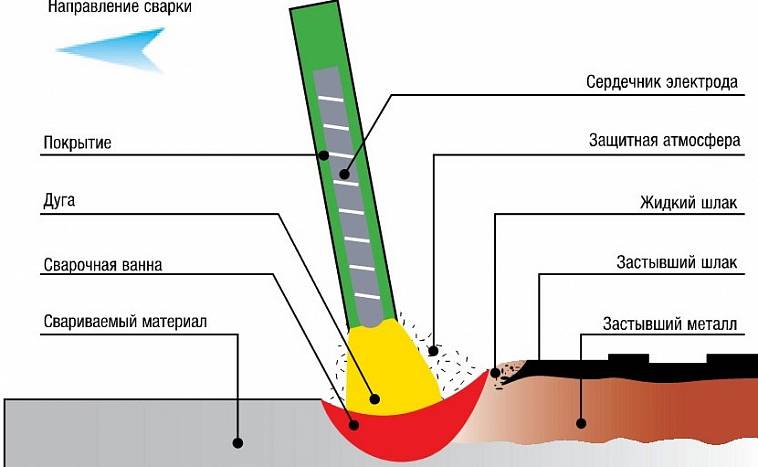
इलेक्ट्रिक वेल्डिंग ही एक प्रक्रिया आहे जी उच्च तापमानाच्या प्रभावाखाली, धातूच्या वितळण्यापेक्षा वर येते. वेल्डिंगच्या परिणामी, धातूच्या पृष्ठभागावर तथाकथित वेल्ड पूल तयार होतो, जो वितळलेल्या इलेक्ट्रोडने भरलेला असतो, अशा प्रकारे वेल्डिंग सीम तयार होतो.
म्हणून, इलेक्ट्रिक वेल्डिंगच्या अंमलबजावणीसाठी मुख्य अटी म्हणजे इलेक्ट्रोड चाप प्रज्वलित करणे, वेल्डेड करण्यासाठी वर्कपीसवरील धातू वितळणे आणि त्यात वेल्ड पूल भरणे. असे दिसते की, सर्व साधेपणात, अप्रस्तुत व्यक्तीसाठी हे करणे खूप कठीण आहे. प्रथम, आपल्याला इलेक्ट्रोड किती लवकर जळतो हे समजून घेणे आवश्यक आहे आणि हे त्याच्या व्यास आणि वर्तमान सामर्थ्यावर अवलंबून असते आणि मेटल वेल्डिंग दरम्यान स्लॅगमध्ये फरक करण्यास सक्षम देखील असते.
याव्यतिरिक्त, वेल्डिंग दरम्यान एकसमान वेग आणि इलेक्ट्रोडची योग्य हालचाल (बाजूपासून बाजूला) राखणे आवश्यक आहे, जेणेकरून वेल्ड गुळगुळीत आणि विश्वासार्ह असेल, फाटलेल्या भारांना तोंड देण्यास सक्षम असेल.
चाप कसा लावायचा
इलेक्ट्रिक वेल्डिंगच्या विकासाची सुरुवात चापच्या योग्य प्रज्वलनासह असावी.धातूच्या अनावश्यक तुकड्यावर प्रशिक्षण उत्तम प्रकारे केले जाते, परंतु ते गंजलेले नसावे, कारण यामुळे कार्य गंभीरपणे गुंतागुंतीचे होईल आणि नवशिक्या वेल्डरला गोंधळात टाकू शकते.
चाप सुरू करण्याचे दोन सोपे मार्ग आहेत:
- वर्कपीसच्या पृष्ठभागावर इलेक्ट्रोडला पटकन स्पर्श करून आणि नंतर 2-3 मिमीच्या अंतरापर्यंत खेचून. आपण वरील धातूपासून इलेक्ट्रोड उचलल्यास, चाप अदृश्य होऊ शकते किंवा खूप अस्थिर होऊ शकते;
- वेल्डेड करण्यासाठी वर्कपीसच्या पृष्ठभागावर इलेक्ट्रोड मारणे, जसे की तुम्ही मॅच पेटवत आहात. इलेक्ट्रोडच्या टोकासह धातूला स्पर्श करणे आवश्यक आहे आणि चाप प्रज्वलित होईपर्यंत पृष्ठभागावर (वेल्डिंग साइटच्या दिशेने) 2-3 सेमी काढा.
आर्क इग्निशनची दुसरी पद्धत नवशिक्या इलेक्ट्रिक वेल्डरसाठी सर्वात योग्य आहे, कारण ती सर्वात सोपी आहे. तसेच, धातूवरील अल्प-मुदतीचे मार्गदर्शन इलेक्ट्रोडला गरम करते आणि नंतर त्याच्यासह शिजवणे खूप सोपे होते.
चाप प्रज्वलित केल्यानंतर, ते वर्कपीसच्या पृष्ठभागाच्या शक्य तितक्या जवळ ठेवावे, 0.5 सेमीपेक्षा जास्त अंतरावर नाही. याव्यतिरिक्त, हे अंतर सर्व वेळ अंदाजे समान ठेवले पाहिजे, अन्यथा वेल्ड कुरुप आणि असमान असणे.
वेल्डिंग गती
इलेक्ट्रोडचा वेग वेल्डेड केलेल्या धातूच्या जाडीवर अवलंबून असतो. त्यानुसार, ते जितके पातळ असेल तितके वेल्डिंग वेगवान असेल आणि त्याउलट. याचा अनुभव वेळोवेळी येईल, जेव्हा तुम्ही चाप कसा पेटवायचा आणि कमी-अधिक प्रमाणात शिजवायला सुरुवात कराल. खालील चित्रे उदाहरणे दाखवतात ज्याद्वारे तुम्ही समजू शकता की वेल्डिंग कोणत्या वेगाने चालते.
जर हळूहळू, तर वेल्डिंग शिवण जाड होते आणि त्याच्या कडा जोरदार वितळतात.जर, त्याउलट, इलेक्ट्रोड खूप वेगाने चालविला गेला असेल, तर शिवण कमकुवत आणि पातळ आहे, तसेच असमान आहे. योग्य वेल्डिंग वेगाने, धातू पूर्णपणे वेल्ड पूल भरते.
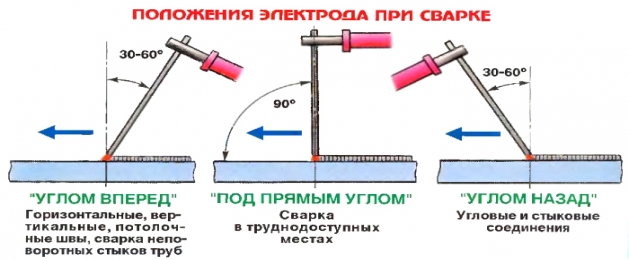
याव्यतिरिक्त, वेल्डिंगचा सराव करताना, आपल्याला धातूच्या पृष्ठभागाच्या संबंधात इलेक्ट्रोडच्या योग्य कोनाचे निरीक्षण करणे आवश्यक आहे. कोन अंदाजे 70 अंश असावा आणि आवश्यक असल्यास बदलला जाऊ शकतो. वेल्डच्या निर्मिती दरम्यान, इलेक्ट्रोडची हालचाल अनुदैर्ध्य, अनुवादात्मक आणि दोलनात्मक असू शकते, बाजूपासून बाजूला.
यापैकी प्रत्येक इलेक्ट्रोड अग्रगण्य तंत्र आपल्याला इच्छित शिवण प्राप्त करण्यास, त्याची रुंदी कमी किंवा वाढविण्यास आणि काही इतर पॅरामीटर्स बदलण्यास अनुमती देते.