- स्टोव्हवर पास्ता कसा शिजवायचा?
- कामाच्या ठिकाणी तयारी
- इलेक्ट्रिक वेल्डिंग म्हणजे काय आणि ते घरी का आवश्यक आहे?
- 1) मॅन्युअल आर्क वेल्डिंग
- 2) गॅस वातावरणात अर्ध-स्वयंचलित
- 3) स्वयंचलित बुडलेल्या चाप वेल्डिंग
- शिवण तयार करण्याच्या तंत्राबद्दल
- ओव्हरलॅप सीम
- कमाल मर्यादा शिवण
- टी सीम (एकतर्फी कटिंगसह)
- इलेक्ट्रोड सपोर्टसह वेल्डिंग सीम
- इलेक्ट्रिक वेल्डिंग म्हणजे काय?
- वेल्डिंगसाठी इन्व्हर्टरची रचना
- योग्य पास्ता कसा निवडायचा?
- इलेक्ट्रोड फीड रेटचा प्रभाव
- इलेक्ट्रिक वेल्डिंग वापरून पाईप्स जोडणे
- मेटल इलेक्ट्रोफ्यूजन फिटिंग्ज
- इलेक्ट्रिक फिटिंग पॉलिथिलीन
- कपलिंग आणि इलेक्ट्रोपोलिनेशन
- इलेक्ट्रिक पाईप वेल्डिंग कसे तयार करावे
- होम वेल्डरची तांत्रिक उपकरणे
- इलेक्ट्रिक वेल्डिंग तंत्रज्ञान
स्टोव्हवर पास्ता कसा शिजवायचा?
इटालियन लोक म्हणतात की हे उत्पादन तयार करणे सोपे आहे, परंतु ते योग्यरित्या करणे अधिक कठीण आहे. चांगल्या प्रकारे शिजवलेल्या पास्ताच्या जाणकारांना ते शिजवलेले “अल डेंटे” आवडते, ज्याचे भाषांतर इटालियन भाषेतून “दात” असे केले जाते.
लहान उत्पादनांचे उदाहरण वापरून स्टोव्हवर मधुर पास्ता कसा शिजवायचा याचा विचार करा - शेल, सर्पिल, शिंगे, धनुष्य.
यासाठी खालील घटकांची आवश्यकता असेल:
- पाणी - 1 एल;
- मुख्य घटक 100 ग्रॅम आहे;
- मीठ - 10-11 ग्रॅम.
प्रमाण विचारात घेणे फार महत्वाचे आहे, अन्यथा मुख्य घटकामध्ये जागा कमी असेल आणि म्हणून ते खूप चिकट होईल आणि स्वयंपाक करण्याची वेळ वाढेल. पास्ता योग्य प्रकारे कसा शिजवायचा याचा विचार करण्यासाठी आणखी एक मुद्दा म्हणजे पॉटची निवड.
हे वांछनीय आहे की त्यात जाड आणि उंच भिंती आहेत. हे पाणी काठापर्यंत पोहोचण्यास प्रतिबंध करेल.
स्टोव्हवर पास्ता कसा शिजवायचा?
स्वयंपाक करण्याची प्रक्रिया खालीलप्रमाणे आहे:
- स्टोव्हवर पाण्याचा कंटेनर ठेवा, आग जास्तीत जास्त वाढवा, नंतरचे उकळल्यावर त्यात ओतलेले पाणी मीठ करा;
- त्यात मुख्य घटक ठेवा;
- काही काळानंतर, द्रव पुन्हा उकळण्यास सुरवात होईल, ज्यानंतर आपल्याला गॅस कमी करणे आवश्यक आहे. हे होण्याआधी, उत्पादन सतत ढवळत राहा जेणेकरून त्यातून बाहेर पडलेल्या स्टार्चमुळे ते एकत्र चिकटणार नाही. जर हे केले नाही तर, पास्ता, ज्याला हा लेख कसा शिजवायचा ते सांगते, एक ढेकूळ होईल. याव्यतिरिक्त, ते पॅनच्या तळाशी आणि भिंतींना चिकटून राहतील;
- जर तुम्हाला पास्ता धनुष्य कसे शिजवायचे यात स्वारस्य असेल, उदाहरणार्थ, किंवा इतर प्रकारचे मध्यम-आकाराचे उत्पादन (सर्पिल, शिंगे, शेल), तर तुम्हाला किती वेळ लागेल हे माहित असणे आवश्यक आहे. स्वयंपाक कालावधी सुमारे 5 मिनिटे आहे. आपण लहान उत्पादने शिजवल्यास - उदाहरणार्थ, पातळ, लहान नूडल्स, पाणी उकळल्यानंतर स्वयंपाक करण्याची वेळ 3-4 मिनिटे आहे;
- आपण त्यांना पिळून तत्परतेसाठी तपासू शकता आणि जर ते लवचिक झाले तर आपण स्टोव्ह बंद करू शकता;
- द्रव पूर्णपणे काढून टाकण्यासाठी ताबडतोब डिश एका चाळणीत ठेवा;
- अन्न स्वच्छ धुण्यासाठी पूर्ण शक्तीने थंड पाणी चालू करा, ते आणखी कुरकुरीत बनवा.
जेव्हा धनुष्य सारखे पास्ता (किंवा लहान, मध्यम आकाराचे उत्पादने) तयार असतात, तेव्हा ते कोणत्याही पदार्थांसह साइड डिश म्हणून सर्व्ह केले जाऊ शकतात - मांस, मासे, भाज्या इ. काही गृहिणी देखील ते वाढवण्यासाठी बटर वापरण्यापूर्वी ते तळणे पसंत करतात. चव आपण या घटकाचा तुकडा तळल्याशिवाय गरम डिशमध्ये जोडू शकता, परंतु ढवळू नका, परंतु बंद पॅन हलवा जेणेकरून ते डिशवर समान रीतीने वितरित केले जाईल.
घरटे पास्ता कसे शिजवायचे या प्रक्रियेस वेगळे कौशल्य पात्र आहे जेणेकरून ते वेगळे होणार नाहीत. यासाठी आपल्याला खालील घटकांची आवश्यकता असेल:
- मुख्य घटक - 6-8 तुकडे;
- पाणी - 2 एल;
- ऑलिव्ह तेल - 1-2 टीस्पून.
उत्पादन खालीलप्रमाणे तयार केले आहे:
- सॉसपॅनमध्ये योग्य प्रमाणात पाणी उकळवा;
- वेगळ्या कंटेनरमध्ये (आपण रुंद तळाचे तळण्याचे पॅन वापरू शकता), मुख्य घटक घाला जेणेकरून घरट्याच्या आकाराचा पास्ता त्यामध्ये मुक्तपणे स्थित असेल;
- त्यांना उकळत्या पाण्यात, मीठाने भरा;
- डिशला उकळी आणा, 4-5 मिनिटे शिजवा;
- स्लॉटेड चमचा वापरून, ते प्लेटमध्ये स्थानांतरित करून काढून टाका;
- इच्छित असल्यास, आपण चवीनुसार तयार डिशमध्ये मसाले घालू शकता;
- हे नियमित साइड डिश म्हणून दिले जाते - मांस, मासे, भाज्या, चीज, सॉसेज इ.
नेस्ट पास्ता कसा उकळायचा या प्रक्रियेचा अर्थ असा आहे की त्यांनी त्यांचा आकार कायम ठेवला पाहिजे. प्रथम, हे या वस्तुस्थितीमुळे सुलभ होते की सुरुवातीला ते उकळत्या पाण्याने ओतले जातात, जे आपल्याला आकार निश्चित करण्यास अनुमती देते. दुसरे म्हणजे, मुख्य घटक स्किमरद्वारे काढून टाकला जातो, ज्यामुळे ते ज्या स्वरूपात शिजवले जातात त्या प्लेटमध्ये हस्तांतरित केले जाऊ शकतात.
हा व्हिडिओ YouTube वर पहा
कामाच्या ठिकाणी तयारी
कसे वीज वापरून स्वयंपाक कसा करायचा ते शिका थोड्याच वेळात? तुम्ही हे एका दिवसात करू शकणार नाही, परंतु विविध व्हिडिओंमधून टिपा लागू करून आणि तुम्हाला कामाच्या ठिकाणी आवश्यक असलेली प्रत्येक गोष्ट तयार करून तुम्ही त्वरीत सराव सुरू करू शकता.
वेल्डिंग इन्व्हर्टरसह कसे शिजवायचे हे शिकण्यासाठी, आपल्याला इलेक्ट्रोड प्रज्वलित करण्यासाठी प्लेटची आवश्यकता आहे. उत्पादनास वस्तुमान जोडणे नेहमीच शक्य नसते, म्हणून लहान मेटल टेबल किंवा बेस आवश्यक आहे
धातूच्या भागांचे निराकरण करण्यासाठी वेल्डरकडे हातोडा, स्लॅग विभाजक आणि आग विझवण्याचे साधन (वाळू किंवा अग्निशामक) असणे आवश्यक आहे.
इन्व्हर्टरसह धातूचे वेल्डिंग करणे महत्वाचे आहे, हानिकारक प्रभावांपासून चांगले संरक्षित आहे. कामाचे ठिकाण (घर किंवा उत्पादन परिस्थिती) विचारात न घेता, प्रत्येक वेल्डरकडे हे असणे आवश्यक आहे:
- कामाच्या ठिकाणी लाइटिंगशी संबंधित लाइट फिल्टरसह संरक्षक मुखवटा (फिल्टर क्रमांक 5 मध्ये ते घरामध्ये पाहणे कठीण होईल, क्रमांक 3 मध्ये ते रस्त्यावर डोळ्यांना खूप आंधळे करेल);
- उष्णता आणि स्प्लॅशपासून संरक्षण करण्यासाठी कॅनव्हास मिटन्स;
- जाड, ज्वलनशील नसलेले कपडे बेल्टमध्ये न बांधलेले;
- बूट;
- उडणाऱ्या स्लॅग थेंबांपासून संरक्षण करण्यासाठी हेडगियर.
इलेक्ट्रिक वेल्डिंग म्हणजे काय आणि ते घरी का आवश्यक आहे?
शब्द समजून घेण्यासाठी, तुम्हाला शालेय भौतिकशास्त्राच्या अभ्यासक्रमाला स्पर्श करावा लागेल आणि भाग वेल्डिंग करताना सोबतच्या प्रक्रिया समजून घ्याव्या लागतील. प्राप्त केलेले ज्ञान वेल्डरला अधिक चांगले शिवण बनविण्यात मदत करेल, कारण इलेक्ट्रिक वेल्डिंगची मूलभूत माहिती समजून घेतल्याने जाणीवपूर्वक कार्य करणे शक्य होते आणि इतर तज्ञांच्या नमुना केलेल्या कृतींवर अवलंबून न राहता.





इलेक्ट्रिक वेल्डिंग (आर्क वेल्डिंग) - फिलर आणि बेस मटेरियलच्या क्रिस्टलायझेशनमुळे अविभाज्य प्रकारचे सांधे मिळवणे.

शिवण निर्मिती प्रक्रियेदरम्यान, बेस आणि इलेक्ट्रोडचे तात्पुरते वितळणे उद्भवते, ज्यामुळे वेल्ड पूल तयार होतो. पृष्ठभाग थंड झाल्यानंतर, सामग्री आण्विक स्तरावर जोडली जाते (वितळली जाते), एका शिवणात स्फटिक बनते, जी मुख्य पृष्ठभागाच्या इतर भागांपेक्षा ताकदाने कमी नसते.
| इलेक्ट्रिक वेल्डिंगचे फायदे | इलेक्ट्रिक वेल्डिंगचे तोटे |
|---|---|
| स्ट्रक्चरल साधेपणा. | इलेक्ट्रोमॅग्नेटिक रेडिएशन आणि प्रकाशाची हानी. |
| स्थानिक स्थितीकडे दुर्लक्ष करून अनुप्रयोगाची अष्टपैलुता - अनुलंब, क्षैतिज, 45 अंशांच्या कोनात आणि असेच. | कार्यक्षमता वेल्डरच्या कौशल्यावर आधारित आहे. अशा अनुपस्थितीत, अंतिम परिणाम शोचनीय असेल. |
| इलेक्ट्रिक आर्क वेल्डिंग वापरून मोठ्या प्रमाणात धातू जोडल्या जाऊ शकतात. | मास्टरकडून तुम्हाला युनिट वापरण्यासाठी मूलभूत कौशल्ये आवश्यक आहेत + साध्या परिस्थितीत 30 तासांचा व्यावहारिक अनुभव. |
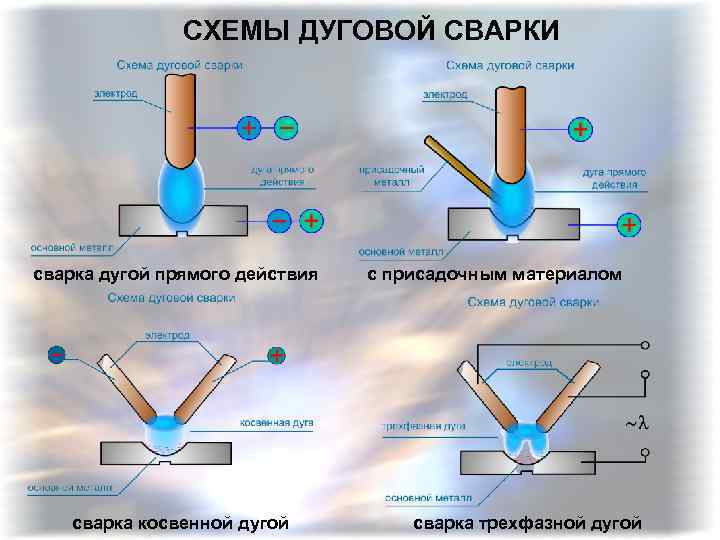
इलेक्ट्रिक वेल्डिंगचे वर्गीकरण अनेक निकषांच्या आधारे केले जाते - वेल्डिंग प्रक्रियेच्या यांत्रिकीकरणाची पातळी, वर्तमान प्रकार + त्याची ध्रुवीयता, चाप, इलेक्ट्रोडची वैशिष्ट्ये, झोनचे संरक्षण करण्याची पद्धत इ. . चला क्लासिक वितरण पाहू - मॅन्युअल आर्क, अर्ध-स्वयंचलित चाप आणि वेल्डिंगचे स्वयंचलित चाप प्रकार.
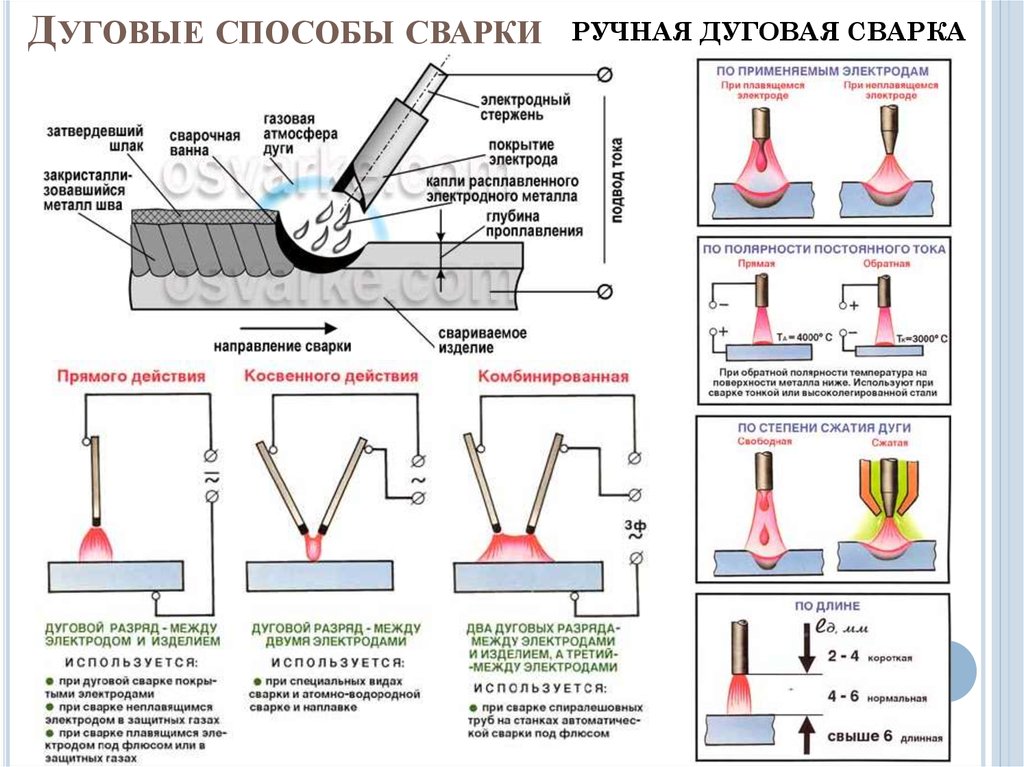
1) मॅन्युअल आर्क वेल्डिंग
अननुभवी वेल्डरसाठी वापरणे सर्वात कठीण पर्याय आहे, कारण बहुतेक काम स्वतःच्या हातांनी करावे लागते. इतर मुद्द्यांसह तंत्रज्ञानाचे नियमन GOST 5264-80 द्वारे केले जाते.जोडणीचा प्रकार, कडांचा आकार, सीमचे स्वरूप, क्रॉस सेक्शन आणि वेल्डेड घटकांची जाडी विचारात घेतली जाते.
मॅन्युअल वेल्डिंगचे तोटे म्हणजे क्षय / प्रकाश उत्पादनांचा मानवी शरीरावर नकारात्मक प्रभाव आणि मोठ्या प्रमाणावर कामाची तुलनेने कमी कार्यक्षमता. मॅन्युअल आर्क वेल्डिंगसह काम करताना कमी-कुशल तज्ञ उच्च गुणवत्तेसह चाप लावू शकणार नाहीत, म्हणून, सिविंग पद्धत नवशिक्यांसाठी नक्कीच नाही.
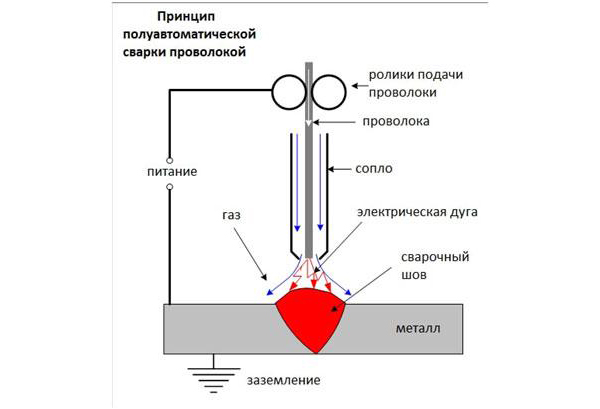
2) गॅस वातावरणात अर्ध-स्वयंचलित
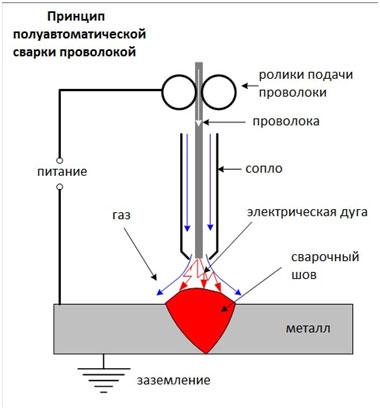
कनेक्शन पद्धती 2 ची विशिष्ट वैशिष्ट्ये म्हणजे जंगम उपभोग्य इलेक्ट्रोडचा वापर + संरक्षणात्मक वायूची उपस्थिती. दुसरा बाह्य वातावरण आणि विद्युत चाप यांच्यातील अडथळा म्हणून कार्य करतो.
संरक्षक वायू म्हणजे आर्गॉन, कार्बन डाय ऑक्साईड, हेलियम किंवा काही विशिष्ट प्रमाणात त्यांचे संयोजन. अर्ध-स्वयंचलित वेल्डिंग तंत्रज्ञान गॅस नोजलमधून वायर पास करून उद्भवते, ज्यामुळे ते वितळते. कंसची लांबी स्वयंचलितपणे नियंत्रित केली जाते, तर हालचालीची दिशा + गती वेल्डरच्या नियंत्रणाखाली राहते. कामाची पद्धत गॅस शेलशिवाय केली जाऊ शकते - सिलिकॉन, मॅंगनीज आणि डीऑक्सिडायझिंग गुणधर्मांसह इतर धातू घटकांसह एक विशेष स्व-संरक्षण वायर वापरली जाते.
3) स्वयंचलित बुडलेल्या चाप वेल्डिंग
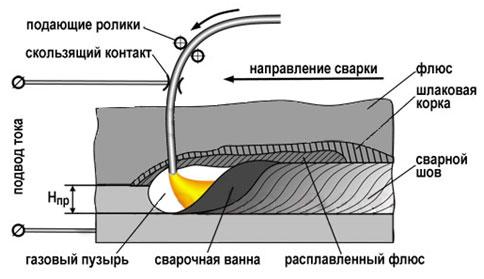
वाढीव उत्पादकता आणि कमीतकमी इलेक्ट्रोड नुकसानासह एक पद्धत. वेल्डर स्प्लॅशपासून घाबरू शकत नाही आणि वेल्डिंग क्षेत्र ऑक्साईड्स आणि सीमसाठी इतर हानिकारक अशुद्धी तयार करण्याच्या दृष्टीने शक्य तितके सुरक्षित आहे.
वेल्डिंग प्रक्रिया अल्गोरिदम:
- विशेष रोलर्सद्वारे वायर फीड.
- स्लाइडिंग प्रकारच्या संपर्काद्वारे, वायरवर विद्युत प्रवाह लागू केला जातो.
- सीमसाठी मार्किंगसह इलेक्ट्रोडची हालचाल सुरू होते.
- युनिटच्या बंकरमधून फ्लक्स ओतला जातो, ज्याच्या बाष्पीभवनामुळे गॅस क्लाउड तयार होतो जो बाह्य वातावरणाच्या प्रभावापासून इलेक्ट्रिक आर्कचे संरक्षण करतो.
- शिवण निर्मिती.
- स्लॅग काढणे.
- पुनर्वापरासाठी अतिरिक्त प्रवाह गोळा करा.
कामासाठी उपकरणे ऑपरेटरला विशेष डोळा संरक्षण वापरण्याची आवश्यकता नाही. प्रक्रियेच्या ऑटोमेशनमुळे, वेल्डरचा व्यक्तिपरक प्रभाव कमी केला जातो आणि म्हणूनच, स्क्रूिंगचा धोका झपाट्याने कमी होतो.
शिवण तयार करण्याच्या तंत्राबद्दल
इलेक्ट्रिक वेल्डिंगद्वारे स्वतः कसे शिजवायचे हे शिकण्यापूर्वी, आपण धातूचे भाग जोडण्यासाठी विविध वेल्डिंग तंत्रांमध्ये प्रभुत्व मिळवले पाहिजे. इलेक्ट्रिक आर्कची योग्य देखभाल आणि हालचाल ही दर्जेदार सीमची गुरुकिल्ली आहे. जर चाप खूप लांब असेल, तर धातूचे ऑक्सिडायझेशन होईल आणि नायट्रोजनसह संतृप्त होईल, थेंबांसह फवारणी होईल आणि सच्छिद्र रचना तयार होईल.
ओव्हरलॅप सीम
वेल्डिंग चाप इलेक्ट्रोड अक्षाच्या बाजूने पुढे सरकते. अशा प्रकारे, इच्छित चाप लांबी राखली जाते, जी इलेक्ट्रोडच्या वितळण्याच्या दराने प्रभावित होते. इलेक्ट्रोडची लांबी हळूहळू कमी होते, ज्याप्रमाणे ते आणि वेल्ड पूलमधील अंतर वाढते. हे टाळण्यासाठी, इलेक्ट्रोडला अक्षाच्या बाजूने हलवले जाणे आवश्यक आहे, त्याच्या शॉर्टनिंग आणि वेल्ड पूलच्या दिशेने हालचालींचे समक्रमण निरीक्षण करणे.
कमाल मर्यादा शिवण
इलेक्ट्रोडचा व्यास वेल्डेड सेटलच्या जाडीवर अवलंबून असतो
रोलरच्या दुसर्या प्रकाराला थ्रेड म्हणतात. असा मणी वेल्डेड केलेल्या वेल्डच्या अक्षाच्या बाजूने इलेक्ट्रोड हलविण्याच्या प्रक्रियेत तयार होतो. रोलरच्या जाडीबद्दल, ते इलेक्ट्रोडच्या व्यासावर आणि ते कोणत्या गतीने फिरते यावर अवलंबून असते.







रोलरच्या रुंदीबद्दल, आम्ही असे म्हणू शकतो की ते सहसा 2-3 असते मिमी इलेक्ट्रोड व्यासापेक्षा जास्त आहे. याचा परिणाम बऱ्यापैकी अरुंद वेल्ड सीममध्ये होतो. मजबूत रचना तयार करण्यासाठी त्याची ताकद जास्त नाही. त्याचे निराकरण कसे करावे? जेव्हा इलेक्ट्रोड वेल्डच्या अक्षाच्या बाजूने फिरतो तेव्हा त्याची अतिरिक्त हालचाल करण्यासाठी पुरेसे असते - अक्षावर.
टी सीम (एकतर्फी कटिंगसह)
ऑपरेशन दरम्यान इलेक्ट्रोडचे ट्रान्सव्हर्स विस्थापन सीमची पुरेशी रुंदी प्राप्त करणे शक्य करते. हे इलेक्ट्रोडच्या परस्पर दोलनांद्वारे केले जाते, ज्याची रुंदी प्रत्येक विशिष्ट केससाठी वैयक्तिकरित्या निर्धारित केली जाते. येथे शिवणची स्थिती, त्याचा आकार, खोबणीचा आकार, सामग्रीची वैशिष्ट्ये तसेच डिझाइनसाठी पुढे ठेवलेल्या आवश्यकतांची यादी विचारात घेणे आवश्यक आहे. 1.5 ते 5.0 इलेक्ट्रोड व्यासापर्यंत सीमची सामान्य रुंदी विचारात घेणे प्रथा आहे.
इलेक्ट्रोड सपोर्टसह वेल्डिंग सीम
हे इलेक्ट्रोडच्या जटिल, तिहेरी हालचालींसह तयार होते. अनेक भिन्नतांमध्ये अस्तित्वात आहे. शास्त्रीय आर्क वेल्डिंगमधील हालचालींचा मार्ग असा असावा की जोडल्या जाणार्या भागांच्या कडा वितळल्या पाहिजेत आणि त्याच वेळी दिलेल्या आकाराचे वेल्ड तयार करण्यासाठी पुरेसे वितळलेले धातू तयार केले पाहिजे.
इलेक्ट्रिक वेल्डिंग म्हणजे काय?
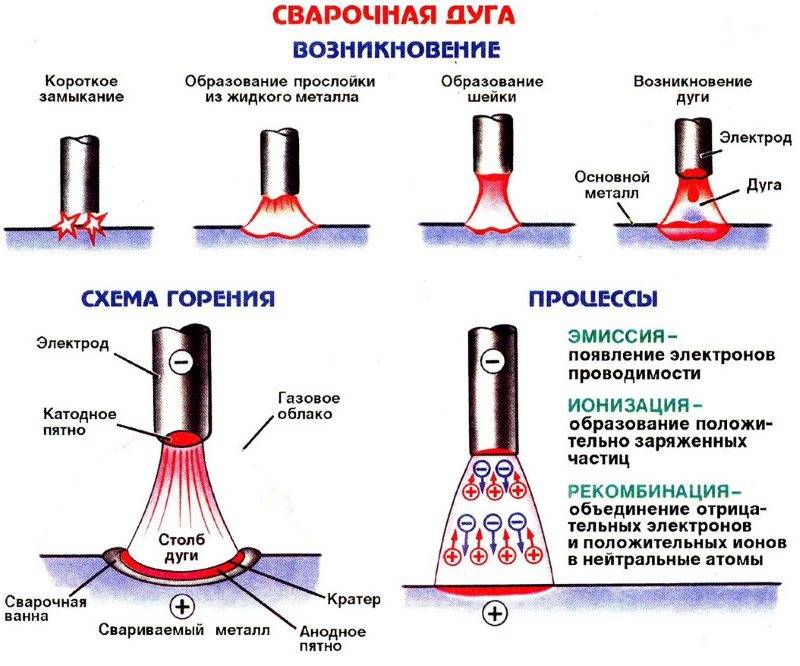
इलेक्ट्रिक वेल्डिंग पद्धतींपैकी एक आहे, जेव्हा विद्युत चाप धातू गरम करण्यासाठी आणि नंतर वितळण्यासाठी वापरला जातो. नंतरचे तापमान 7000°C पर्यंत पोहोचते, जे बहुतेक धातूंच्या वितळण्याच्या बिंदूपेक्षा खूप जास्त आहे.
इलेक्ट्रिक वेल्डिंगची प्रक्रिया खालीलप्रमाणे पुढे जाते. इलेक्ट्रिक आर्क तयार करण्यासाठी आणि त्याची देखभाल करण्यासाठी, वेल्डिंग टूलमधून इलेक्ट्रोडला करंट पुरवला जातो.
वेल्डिंग प्रक्रियेदरम्यान, इलेक्ट्रोडचा बेस मेटल आणि मेटल कोर वितळला जातो आणि मिसळला जातो, ज्यामुळे एक मजबूत आणि अविभाज्य शिवण बनते (+)
जेव्हा इलेक्ट्रोड रॉड वेल्डेड करण्यासाठी पृष्ठभागाला स्पर्श करते तेव्हा वेल्डिंग करंट वाहते. त्याच्या प्रभावाखाली आणि इलेक्ट्रिक आर्कच्या प्रभावाखाली, इलेक्ट्रोड आणि वेल्डेड घटकांच्या धातूच्या कडा वितळू लागतात. वितळण्यापासून, वेल्डर म्हणतात त्याप्रमाणे, एक वेल्ड पूल तयार होतो, ज्यामध्ये वितळलेले इलेक्ट्रोड बेस मेटलमध्ये मिसळले जाते.
वितळलेले स्लॅग बाथच्या पृष्ठभागावर तरंगते आणि एक संरक्षक फिल्म बनवते. चाप बंद केल्यानंतर, धातू हळूहळू थंड होते, स्केलने झाकलेले शिवण तयार करते. सामग्री पूर्णपणे थंड झाल्यानंतर, ते साफ केले जाते.
वेल्डिंगसाठी गैर-उपभोग्य आणि उपभोग्य इलेक्ट्रोडचा वापर केला जाऊ शकतो. पहिल्या प्रकरणात, वेल्ड तयार करण्यासाठी वितळण्यामध्ये फिलर वायर आणली जाते, दुसऱ्यामध्ये त्याची आवश्यकता नसते. इलेक्ट्रिक आर्कच्या निर्मितीसाठी आणि त्यानंतरच्या देखभालीसाठी, विशेष उपकरणे वापरली जातात.
विस्तृत कार्य करण्यासाठी घरगुती वातावरणात वेल्डरच्या क्षेत्रातील कौशल्ये आवश्यक आहेत:
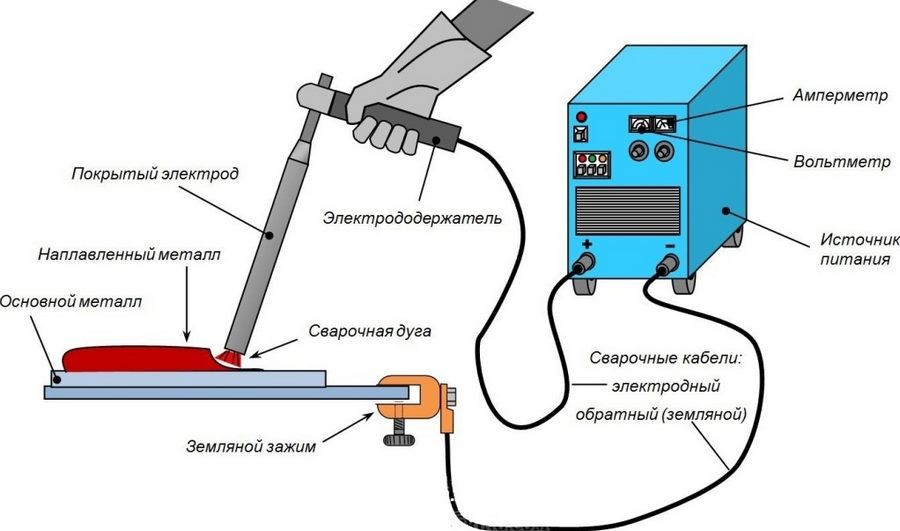
वेल्डिंगसाठी इन्व्हर्टरची रचना
वेल्डिंग मशीन योग्यरित्या कसे वापरावे हे समजून घेण्यासाठी, नवशिक्या मास्टरने स्वतःला इन्व्हर्टरच्या डिझाइनसह परिचित केले पाहिजे.
वेल्डिंग इन्व्हर्टर एक धातूचा बॉक्स आहे ज्यामध्ये अंतर्गत घटक आहे, ज्याचे एकूण वजन सुमारे 7 किलो आहे, जे सहजपणे वाहून नेण्यासाठी हँडल आणि खांद्याच्या पट्ट्यासह सुसज्ज आहे. वेल्डिंग इन्व्हर्टरच्या घरामध्ये वेंटिलेशन छिद्र असू शकतात जे युनिट थंड झाल्यावर हवेच्या चांगल्या प्रवाहात योगदान देतात.पुढील पॅनेलमध्ये कार्यरत स्थिती बदलण्यासाठी बटणे, आवश्यक व्होल्टेज आणि करंट निवडण्यासाठी नॉब्स, कार्यरत केबल्स कनेक्ट करण्यासाठी आउटपुट तसेच वेल्डिंग दरम्यान इन्व्हर्टरच्या पॉवर आणि ओव्हरहाटिंगचे संकेत देणारे संकेतक आहेत. मशीनला मेनशी जोडण्यासाठी केबल सहसा इन्व्हर्टरच्या मागील बाजूस असलेल्या कनेक्टरशी जोडलेली असते.

वेल्डिंग इन्व्हर्टरची रचना
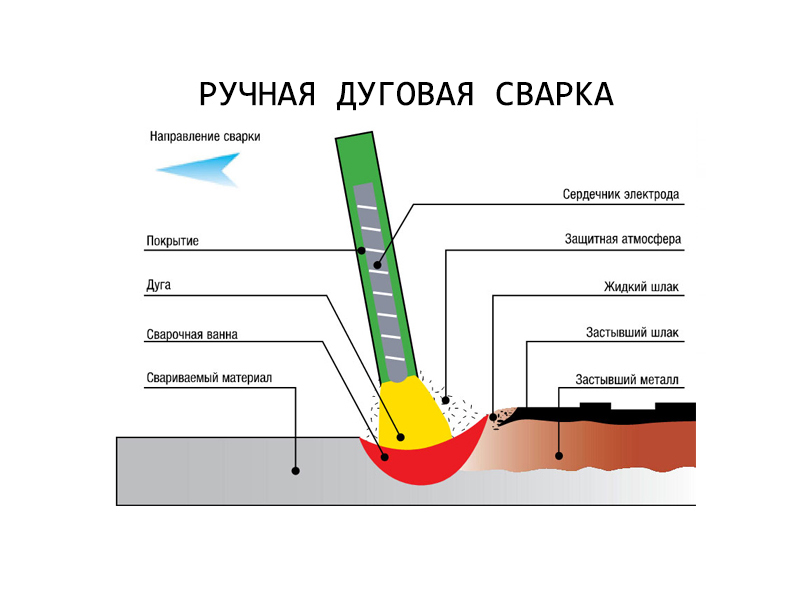
जेव्हा इलेक्ट्रोड वेल्डिंग दरम्यान वेल्डेड केल्या जाणार्या मेटल प्लेट्सशी संपर्क साधतो, तेव्हा एक उच्च-तापमान चाप तयार होतो, परिणामी वेल्डेड रॉडचे दोन्ही घटक आणि वेल्डेड जॉइंटचे धातू वितळले जातात. प्लेट्स आणि इलेक्ट्रोडच्या वितळलेल्या धातूंनी कंसच्या क्षेत्रामध्ये तयार केलेला पूल इलेक्ट्रोडच्या द्रवीभूत कोटिंगद्वारे ऑक्सिडेशनपासून संरक्षित आहे. धातू पूर्णपणे थंड झाल्यानंतर, वेल्डिंग दरम्यान इलेक्ट्रोड कोटिंगद्वारे संरक्षित वेल्डची वरची पृष्ठभाग कठोर स्लॅगमध्ये बदलेल, जी हलक्या यांत्रिक क्रियेद्वारे सहजपणे काढली जाऊ शकते (उदाहरणार्थ, टॅप करून)
वेल्डेड संयुक्त आणि इलेक्ट्रोड (चाप लांबी) च्या धातूमधील समान अंतर-अंतर पाळणे महत्वाचे आहे, जे त्याचे विलोपन टाळेल. हे करण्यासाठी, इलेक्ट्रोडला स्थिर वेगाने फ्यूजन क्षेत्रामध्ये दिले पाहिजे आणि वेल्ड रॉडला वेल्ड जॉइंटसह समान रीतीने मार्गदर्शन केले पाहिजे.
वेल्डिंग चाप
योग्य पास्ता कसा निवडायचा?
योग्य पास्ता कसा निवडायचा?
योग्य पौष्टिकतेचे बहुतेक अनुयायी हे अन्न नाकारतात, ते अस्वस्थ आणि अस्वस्थ मानतात. परंतु योग्य उत्पादनाचा शरीराला फायदा होऊ शकतो आणि म्हणूनच, ते खरेदी करताना, आपण खालील शिफारसींचा विचार केला पाहिजे:
दर्जेदार उत्पादनांच्या रचनेत दोन घटक समाविष्ट आहेत - पीठ आणि पाणी. चव, फायदे आणि हानी, त्यांचे पोषण आणि ऊर्जा मूल्य मुख्यत्वे मुख्य घटकांच्या गुणवत्तेवर अवलंबून असते. त्यामध्ये नैसर्गिक रंग देखील असू शकतात - पालक रस, गाजर रस, कटलफिश शाई, मसाले, ज्याची उपस्थिती पॅकेजवर दर्शविली पाहिजे;
उत्पादन कोणत्या प्रकारचे पिठाचे बनलेले आहे ते विशेष लक्ष देण्यास पात्र आहे. हे डुरम गव्हाच्या वाणांचे असावे, कारण हा पर्याय त्याच्या रचनामध्ये चरबी नसतो, तो शरीराद्वारे पूर्णपणे शोषला जातो.




जर मऊ जातींचा मुख्य घटक पास्ता बनवण्यासाठी वापरला गेला तर त्यामध्ये भरपूर स्टार्च असेल, म्हणूनच ते खूप उच्च-कॅलरी बनतात आणि हे अतिरिक्त वजन वाढण्याचे कारण आहे;
दर्जेदार डुरम बेस स्टॉक वापरला जात आहे याची खात्री करण्यासाठी, उत्पादनाच्या स्वरूपाकडे लक्ष द्या. त्याची पृष्ठभाग गुळगुळीत असावी, रंग एम्बर असावा, सोनेरी छटासह पिवळा असावा.
त्याला गुळगुळीत कडा आहेत आणि उत्पादनांवर लहान डाग आहेत. पॅकेजमध्ये कोणतीही मोडतोड नसावी. जर ते मऊ पिठापासून बनविलेले असतील तर त्यांचा रंग हलका असेल किंवा त्यांच्यात फिकट गुलाबी, अनैसर्गिक रंग, असमान कडा, खडबडीत पृष्ठभाग, हलके लहान ठिपके असतील, हे शक्य आहे की पॅकेजमध्ये तुकडे, तुकडे असतील;
प्रथिने पीठ उत्पादनांचा एक महत्त्वाचा घटक आहे. जर ते उच्च गुणवत्तेचे असतील तर, डुरम गव्हापासून बनविलेले, त्यात सुमारे 12-15 ग्रॅम / 100 ग्रॅम असते. उत्पादनाच्या कमी गुणवत्तेचे सूचक म्हणजे जास्तीत जास्त 10 ग्रॅम / 100 ग्रॅम प्रथिने सामग्री;
खर्चाकडे लक्ष द्या - प्रीमियम वर्गाचा संदर्भ देऊन चांगला पास्ता अधिक महाग आहे;
स्पॅगेटी सारख्या पास्ताची चाचणी दुसर्या प्रकारे केली जाते - ते कसे तोडतात याचे विश्लेषण करा, परंतु हे स्वयंपाक प्रक्रियेच्या आधी लगेच केले जाऊ शकते. जर ते उच्च दर्जाचे असतील तर ते चांगले वाकतात, परंतु ते मजबूत आहेत, म्हणून त्यांना तोडणे इतके सोपे नाही, जे कच्च्या मालाच्या मऊ ग्रेडपासून बनवलेल्या उत्पादनांबद्दल सांगितले जाऊ शकत नाही;
स्वयंपाक केल्यानंतर एक दर्जेदार उत्पादन त्याचा आकार, पिवळसर-सोनेरी रंग टिकवून ठेवतो, जरी बराच वेळ पाण्यात सोडला तरीही;
चांगला पास्ता कमीत कमी उकळतो आणि त्यामुळे एकत्र चिकटत नाही या वस्तुस्थितीचे वैशिष्ट्य आहे.
हा व्हिडिओ YouTube वर पहा
इलेक्ट्रोड फीड रेटचा प्रभाव
पुरवठा दर वेल्डिंगसाठी इलेक्ट्रोड पुरवठा केलेल्या वितळलेल्या सामग्रीची आवश्यक रक्कम प्रदान केली पाहिजे. त्याची अपुरी रक्कम अंडरकटिंग होऊ शकते. डायरेक्ट आणि रिव्हर्स पोलॅरिटी वेल्डिंगमध्ये हा घटक खूप महत्त्वाचा आहे.
आर्क वेल्डिंग दरम्यान, संयुक्त बाजूने रॉडच्या जलद हालचालीमुळे, चाप शक्ती मेटल गरम करण्यासाठी पुरेसे असू शकत नाही. परिणामी, एक उथळ शिवण तयार होतो, जो धातूच्या वर पडलेला असतो. कडा अपूर्ण राहतात.
इलेक्ट्रोडच्या धीमे आगाऊपणामुळे ओव्हरहाटिंग होते. या प्रकरणात, पृष्ठभाग बर्न करणे आणि पातळ धातू विकृत करणे शक्य आहे.
आधुनिक वेल्डिंग मशीनमध्ये विविध कार्ये आणि क्षमतांची विस्तृत श्रेणी आहे. तरीसुद्धा, या क्षणी, आतापर्यंत केलेले बहुतेक दर्जेदार काम एखाद्या व्यक्तीच्या कौशल्याने निश्चितपणे निर्धारित केले जाते.
इलेक्ट्रिक वेल्डिंग वापरून पाईप्स जोडणे
मेटल इलेक्ट्रोफ्यूजन फिटिंग्ज
इलेक्ट्रोफ्यूजन फिटिंग ही उपकरणे आहेत जी वर्कपीसचे दोन भाग जोडण्यास मदत करतात.दोन स्वरूप आहेत: थ्रेडेड आणि वेल्डेड. थ्रेडेड फिटिंग एंड्स - फिटिंगच्या आत आणि बाहेर थ्रेडेड. आणि फिटिंगमध्ये चेम्फर देखील आहे, जे इलेक्ट्रिक वेल्डची अंमलबजावणी सुलभ करते.
यापैकी बरीच उपकरणे दोन घटकांचा वापर करून भागाशी संलग्न आहेत: एक गुडघा आणि एक बट. पहिल्या प्रकारात, व्यास दुसऱ्यापेक्षा मोठा आहे आणि दुसरा, एक नियम म्हणून, वेल्डेड करण्याच्या भागाशी जुळतो.
इलेक्ट्रिक फिटिंग पॉलिथिलीन
हे भाग आपल्याला जोडलेल्या भागांचे इलेक्ट्रोफ्यूजन वाढविण्याची परवानगी देतात. सामान्यतः, पॉलीथिलीन सहाय्यक फिटिंगचा वापर पॉलिथिलीन वॉटर पाईप्ससाठी केला जातो, जे कमी दाब प्रणालीसाठी डिझाइन केलेले असतात.
 एचडीपीई फिटिंग पाईप्सवर बट किंवा ओव्हरलॅपसह स्थापित केले जातात. घटक एका विशेष धारकाद्वारे आयोजित केले जातात. कनेक्शन आणि ट्यूबिंग स्थापित केले जातात, नंतर फिटिंगमध्ये घालून गरम केले जातात.
एचडीपीई फिटिंग पाईप्सवर बट किंवा ओव्हरलॅपसह स्थापित केले जातात. घटक एका विशेष धारकाद्वारे आयोजित केले जातात. कनेक्शन आणि ट्यूबिंग स्थापित केले जातात, नंतर फिटिंगमध्ये घालून गरम केले जातात.
हे लक्षात घेण्यासारखे आहे की इलेक्ट्रिक वेल्डिंगचे दोन्ही पर्याय रासायनिक क्रियेवर आधारित आहेत - 170 अंश सेल्सिअस तापमानात पॉलिमरच्या आण्विक साखळ्यांचा नाश आणि प्लास्टिक कडक करण्याच्या प्रक्रियेत नवीन तयार करणे.
कपलिंग आणि इलेक्ट्रोपोलिनेशन
आधुनिक विद्युत तंत्रज्ञान अशा पातळीवर पोहोचले आहे जिथे ते अवजड, वापरण्यास कठीण आणि अप्रचलित उपकरणांशिवाय करणे सोपे आहे.
बाहेरील आवरण आणि त्याचे फिटिंग वितळते आणि तापमान कमी झाल्यावर एक नवीन पॉलिमर साखळी तयार होते. परिणामी, पॉलिथिलीन पाईप्सच्या उच्च-गुणवत्तेच्या इलेक्ट्रिक वेल्डिंगची हमी दिली जाते, जी घरगुती प्रणाली आणि औद्योगिक पाइपलाइन दोन्हीसाठी सुरक्षितपणे वापरली जाऊ शकते.
हे फिटिंग खालील फायद्यांद्वारे दर्शविले जाते:
- ते 20 ते 400 मिमी व्यासासह पाईप्स जोडतात;
- कनेक्शन आंतरिकरित्या स्थापित केले आहे आणि उच्च दाब ऑपरेशनला तोंड देण्यास सक्षम आहे;
- ते सर्व रसायनांसाठी जड असतात आणि त्यामुळे पाण्यासाठीही सुरक्षित असतात;
- कोणत्याही दबाव वाढीचा सामना करा.
फिटिंग्जमध्ये विस्तृत श्रेणी असते - लहान ते मोठ्या व्यासापर्यंत. ते मोठ्या रासायनिक वनस्पतींमध्ये देखील वापरले जाऊ शकतात.
फिटिंग्ज स्थापित करण्यासाठी आपण ट्रान्सफॉर्मर वापरू शकता.
इलेक्ट्रिक पाईप वेल्डिंग कसे तयार करावे
तयारी: वेल्डर, वर्कपीस, कनेक्टिंग एलिमेंट, ट्रान्सफॉर्मर पूर्ण तयारी आणि अखंडतेमध्ये.
काटकोनात पाईप.
तंतोतंत कटिंगसाठी, भागाच्या काठाच्या चेंफरसह.
पाईप फिटिंगमध्ये जातो आणि त्या ठिकाणाचे निराकरण करते जेथे ते पूर्वी नोंदवले गेले होते.
भाग कमी करणे.
वेल्डिंग ट्रान्सफॉर्मरला उर्जा स्त्रोताशी जोडल्यानंतर, वेल्डिंग जॉइंट तयार करा.
वेल्डिंग मशीन बंद आहे आणि वॉर्म-अप मोड 30 मिनिटांसाठी चालू आहे.
कोणतेही कनेक्शन किंवा धारक हलवू नये हे महत्वाचे आहे! बंद केल्यानंतर, पूर्ण थंड होण्याची प्रतीक्षा करा.
डिव्हाइस वापरासाठी आणि पुढील कनेक्शनसाठी तयार आहे!
होम वेल्डरची तांत्रिक उपकरणे
मॅन्युअल ES चा चाप तयार करण्यासाठी, विद्युत प्रवाह स्त्रोत आवश्यक आहे जो ED ला शक्ती देण्यासाठी विद्युत उर्जेचा स्थिर पुरवठा प्रदान करतो. मॅन्युअल ES साठी तितकेच लागू पर्यायी वर्तमान स्रोत, आणि डायरेक्ट करंटवर चालणारी उपकरणे. वेल्डिंग उपकरणांच्या घरगुती वापराच्या परिस्थितीत, इलेक्ट्रिकल वायरिंगची स्थिती ज्यामध्ये खरेदी केलेले वेल्डिंग युनिट जोडले जाईल ती महत्त्वाची भूमिका बजावते. नवशिक्या "वेल्डेड" कोणत्या प्रकारची उपकरणे वापरू शकतात हे हे निर्धारित करेल.






महत्वाचे! वेल्डिंग मशीन त्याच्या संरक्षणात्मक आणि नियमन उपकरणांच्या पॅरामीटर्समध्ये घरगुती वीज पुरवठ्यापासून ऑपरेट करण्यास सक्षम आहे - प्लग आणि फ्यूज, स्वयंचलित मशीन इ. जर "वेल्डर" ची कार्यप्रदर्शन वैशिष्ट्ये इलेक्ट्रिकल नेटवर्कच्या संरक्षक प्रणालीच्या आवश्यकतांची पूर्तता करत नाहीत, तर फ्लॅशिंग दिवे, मशीन बंद करणे, अचानक व्होल्टेज चढउतारांमुळे संपूर्ण घरामध्ये घरगुती उपकरणे बिघडणे शक्य आहे.
होम वेल्डर खालील सुसज्ज असणे आवश्यक आहे:
- वर्तमान स्रोत.

सध्या, घरगुती वापरासाठी वेल्डिंग उपकरणे बहुतेकदा एमएमएसाठी उपकरणे म्हणून ओळखली जातात (इंग्रजीतून. मेटल मॅन्युअल आर्क - पीस लेपित इलेक्ट्रोडसह मॅन्युअल ईएस). इलेक्ट्रिकल इक्विपमेंट मार्केट घरगुती वापरासाठी तीन प्रकारचे वर्तमान स्त्रोत ऑफर करते:
- वेल्डिंग ट्रान्सफॉर्मर जे पर्यायी विद्युत् प्रवाहावर चालतात,
- वेल्डिंग रेक्टिफायर्स जे पर्यायी मेन व्होल्टेजला डायरेक्ट करंटमध्ये रूपांतरित करतात,
- इनव्हर्टर जे होम आउटलेटमधून काम करू शकतात.
- कॅरींगसह पॉवर केबल्स आणि लीड वायर्सचा संच.
- इलेक्ट्रोड धारक (स्प्रिंग किंवा लीव्हर), सामान्यतः "धारक" असे म्हणतात.
- वेल्डरची वैयक्तिक संरक्षक उपकरणे:
- उष्णता-प्रतिरोधक कपडे, शूज, हातमोजे किंवा मिटन्स,
- संरक्षणात्मक मुखवटा.
इलेक्ट्रिक वेल्डिंग तंत्रज्ञान
अनुभवी वेल्डरच्या मार्गदर्शनाखाली इलेक्ट्रिक वेल्डिंगद्वारे योग्यरित्या भाग कसे वेल्ड करावे हे शिकणे चांगले आहे. काही कारणास्तव हे कार्य करत नसल्यास, आपण स्वतः प्रयत्न करू शकता. प्रथम आपण कार्यस्थळ योग्यरित्या आयोजित करणे आवश्यक आहे
हे खूप महत्वाचे आहे, कारण वेल्डिंग एक उच्च-तापमान आहे आणि म्हणूनच आग धोकादायक प्रक्रिया आहे.
कार्य करण्यासाठी, आपल्याला वर्कबेंच किंवा नॉन-दहनशील सामग्रीपासून बनविलेले इतर कोणतेही बेस निवडण्याची आवश्यकता आहे.लाकडी टेबल आणि तत्सम उत्पादने कठोरपणे प्रतिबंधित आहेत. हे वांछनीय आहे की ज्या ठिकाणी वेल्डिंग केले जाईल त्या ठिकाणी कोणत्याही ज्वलनशील वस्तू नसतील.
इग्निशनचे संभाव्य स्त्रोत दूर करण्यासाठी आपल्या जवळ पाण्याची बादली ठेवण्याची खात्री करा. याव्यतिरिक्त, वापरलेल्या इलेक्ट्रोडचे अवशेष संग्रहित केले जातील अशी सुरक्षित जागा निश्चित करणे आवश्यक आहे. त्यापैकी सर्वात लहान देखील आग लावू शकतात.
विक्रीवर आपण वेगवेगळ्या व्यासांचे वेल्डिंग इलेक्ट्रोड शोधू शकता. वेल्डेड करण्यासाठी धातूच्या जाडीच्या आधारावर आवश्यक रॉडचा आकार निवडला जातो.
पहिल्या स्वतंत्र शिवणांसाठी, आपल्याला धातूचा अनावश्यक तुकडा तयार करणे आणि त्यासाठी इलेक्ट्रोड्स निवडणे आवश्यक आहे. तज्ञ अशा प्रकरणांमध्ये 3 मिमी रॉड वापरण्याची शिफारस करतात. लहान व्यासाचा वापर पातळ पत्रके वेल्डिंगसाठी केला जातो, ज्यापासून शिकणे गैरसोयीचे आहे. मोठ्या व्यासाच्या इलेक्ट्रोडला उच्च उपकरणाची शक्ती आवश्यक असते.
आम्ही धातूचे क्षेत्र साफ करून प्रारंभ करतो ज्यावर शिवण स्थित असेल. गंज किंवा कोणतीही दूषितता नसावी.
भाग तयार झाल्यानंतर, इलेक्ट्रोड घ्या आणि वेल्डिंग मशीनच्या क्लॅम्पमध्ये घाला. मग आम्ही "ग्राउंडिंग" क्लॅम्प घेतो आणि त्यास भागांवर घट्टपणे बांधतो. केबल पुन्हा तपासा. ते होल्डरमध्ये अडकले पाहिजे आणि चांगले इन्सुलेट केले पाहिजे.
आता आपल्याला वेल्डिंग मशीनसाठी ऑपरेटिंग वर्तमान शक्ती निवडण्याची आवश्यकता आहे. हे इलेक्ट्रोडच्या व्यासानुसार निवडले जाते. आम्ही वेल्डिंग उपकरणाच्या पॅनेलवर निवडलेली शक्ती सेट करतो.
पुढची पायरी म्हणजे चाप प्रज्वलित करणे. हे करण्यासाठी, इलेक्ट्रोडला वर्कपीसवर सुमारे 60 ° च्या कोनात आणले पाहिजे आणि अगदी हळू हळू बेसवर पास केले पाहिजे. ठिणग्या पडल्या पाहिजेत.असे होताच, इलेक्ट्रोडला त्या भागाला हलके स्पर्श करा आणि ताबडतोब त्याला 5 मिमी पेक्षा जास्त उंचीवर वाढवा.
वेल्डिंग इन्व्हर्टर ऑपरेशनसाठी तयार आहे. त्यास दोन केबल जोडल्या आहेत: एक इलेक्ट्रोडसाठी क्लॅम्पसह, दुसरा ग्राउंडिंग माउंटसह
या क्षणी, चाप चमकते, जी संपूर्ण ऑपरेशन वेळेत राखली जाणे आवश्यक आहे. त्याची लांबी 3-5 मिमी असावी. हे इलेक्ट्रोडच्या टीप आणि वर्कपीसमधील अंतर आहे.




कार्यरत स्थितीत चाप राखताना, हे लक्षात ठेवले पाहिजे की ऑपरेशन दरम्यान इलेक्ट्रोड जळतो आणि लहान होतो. जर इलेक्ट्रोड वर्कपीसच्या खूप जवळ असेल तर स्टिकिंग होऊ शकते. या प्रकरणात, आपण त्यांना किंचित बाजूला स्विंग करणे आवश्यक आहे. कंस प्रथमच प्रज्वलित होऊ शकत नाही. कदाचित पुरेसा प्रवाह नसेल, तर तो वाढवण्याची गरज आहे.
नवशिक्या वेल्डरने कंस प्रज्वलित करणे आणि ते कार्यरत स्थितीत ठेवणे शिकल्यानंतर, आपण मणी वेल्डिंग सुरू करू शकता. हे सर्व ऑपरेशन्सपैकी सर्वात सोपे आहे. आम्ही कमानीला आग लावतो आणि भविष्यातील शिवण बाजूने इलेक्ट्रोड अगदी सहजतेने आणि काळजीपूर्वक हलविण्यास सुरवात करतो.
त्याच वेळी, आम्ही एका लहान मोठेपणासह चंद्रकोर चंद्रासारखे दोलन हालचाली करतो. आम्ही वितळलेल्या धातूला कंसाच्या मध्यभागी "रेक" करतो. अशा प्रकारे, आपल्याला रोलर प्रमाणेच एक समान शिवण मिळणे आवश्यक आहे. त्यात धातूच्या लहान लहरीसारख्या प्रवाहांचा समावेश असेल. सीम थंड झाल्यानंतर, त्यात स्केल ठोकणे आवश्यक आहे.