- रेडिएटर स्थापित करण्याची जागा आणि पद्धत निवडणे
- शीतलक अभिसरण पद्धती
- 5 पाणीपुरवठ्यासाठी तांबे पाईप्स बद्दल समज आणि तथ्ये
- मार्किंग आणि खर्च
- पद्धत #2: ग्रूव्हिंग (रोल ग्रूव्ह)
- एक knurled खोबणी कनेक्शन तयार करणे आणि तयार करणे
- पूर्ण नर्ल्ड सिस्टमची चाचणी करत आहे
- आपल्याला आवश्यक असलेली साधने
- तांबे उत्पादनांचे प्रकार
- तांबे बनवलेल्या पाईप्समध्ये सामील होण्यासाठी पर्याय
- वेल्डिंग संयुक्त
- फ्लेअरिंग कनेक्शन
- कनेक्शन पद्धत दाबा
- थ्रेड प्रकार कनेक्शन
- स्वत: विधानसभा
- उत्पादन सामग्रीनुसार वर्गीकरण
- तांबे उत्पादनांचे प्रकार
- नियुक्ती करून
- उत्पादन पद्धतीनुसार
- विभाग आकारानुसार
- कडकपणाच्या डिग्रीनुसार
- वळणाचे प्रकार
रेडिएटर स्थापित करण्याची जागा आणि पद्धत निवडणे
हीटिंग रेडिएटर्सला जोडण्याचे पर्याय घरातील सामान्य हीटिंग स्कीम, हीटर्सची डिझाइन वैशिष्ट्ये आणि पाईप घालण्याच्या पद्धतीवर अवलंबून असतात. हीटिंग रेडिएटर्स कनेक्ट करण्याच्या खालील पद्धती सामान्य आहेत:
- पार्श्व (एकतर्फी). इनलेट आणि आउटलेट पाईप्स एकाच बाजूला जोडलेले आहेत, तर पुरवठा शीर्षस्थानी आहे. बहु-मजली इमारतींसाठी मानक पद्धत, जेव्हा राइजर पाईपमधून पुरवठा होतो. कार्यक्षमतेच्या बाबतीत, ही पद्धत कर्णरेषेपेक्षा कमी दर्जाची नाही.
- खालचा.अशाप्रकारे, तळाशी जोडणी असलेले द्विधातूचे रेडिएटर्स किंवा तळाशी कनेक्शन असलेले स्टील रेडिएटर जोडलेले असतात. पुरवठा आणि रिटर्न पाईप्स डिव्हाइसच्या डाव्या किंवा उजव्या बाजूला खालून जोडलेले आहेत आणि युनियन नट आणि शट-ऑफ वाल्वसह लोअर रेडिएटर कनेक्शन युनिटद्वारे जोडलेले आहेत. युनियन नट खालच्या रेडिएटर पाईपवर स्क्रू केले जाते. या पद्धतीचा फायदा म्हणजे मजल्यामध्ये लपलेल्या मुख्य पाईप्सचे स्थान आणि तळाशी कनेक्शन असलेले हीटिंग रेडिएटर्स सुसंवादीपणे आतील भागात बसतात आणि अरुंद कोनाड्यांमध्ये स्थापित केले जाऊ शकतात.
- कर्णरेषा. शीतलक वरच्या इनलेटमधून प्रवेश करतो आणि रिटर्न उलट बाजूपासून खालच्या आउटलेटशी जोडलेला असतो. कनेक्शनचा इष्टतम प्रकार, बॅटरीच्या संपूर्ण क्षेत्राला एकसमान हीटिंग प्रदान करते. अशा प्रकारे, हीटिंग बॅटरी योग्यरित्या कनेक्ट करा, ज्याची लांबी 1 मीटरपेक्षा जास्त आहे. उष्णतेचे नुकसान 2% पेक्षा जास्त नाही.
- खोगीर. पुरवठा आणि परतावा विरुद्ध बाजूंना असलेल्या तळाच्या छिद्रांशी जोडलेले आहेत. जेव्हा इतर कोणतीही पद्धत शक्य नसते तेव्हा ते प्रामुख्याने सिंगल-पाइप सिस्टममध्ये वापरले जाते. डिव्हाइसच्या वरच्या भागात शीतलकच्या खराब अभिसरणामुळे उष्णतेचे नुकसान 15% पर्यंत पोहोचते.
व्हिडिओ पहा
स्थापनेसाठी जागा निवडताना, अनेक घटक विचारात घेतले जातात जे हीटिंग उपकरणांचे योग्य ऑपरेशन सुनिश्चित करतात. खिडकीच्या उघड्या खाली, थंड हवेच्या प्रवेशापासून कमीतकमी संरक्षित ठिकाणी स्थापना केली जाते. प्रत्येक खिडकीखाली बॅटरी स्थापित करण्याची शिफारस केली जाते. भिंतीपासून किमान अंतर 3-5 सेमी आहे, मजला आणि खिडकीच्या चौकटीपासून - 10-15 सेमी. लहान अंतरांसह, संवहन खराब होते आणि बॅटरीची उर्जा कमी होते.
स्थापना स्थान निवडताना सामान्य चुका:
- नियंत्रण वाल्वच्या स्थापनेसाठी जागा विचारात घेतली जात नाही.
- मजल्यावरील आणि खिडकीच्या चौकटीचे थोडेसे अंतर हवेचे योग्य परिसंचरण प्रतिबंधित करते, परिणामी उष्णता हस्तांतरण कमी होते आणि खोली सेट तापमानापर्यंत उबदार होत नाही.
- प्रत्येक खिडकीच्या खाली असलेल्या अनेक बॅटरीऐवजी आणि थर्मल पडदा तयार करण्याऐवजी, एक लांब रेडिएटर निवडला जातो.
- सजावटीच्या ग्रिल्सची स्थापना, पॅनेल्स जे उष्णतेचा सामान्य प्रसार रोखतात.
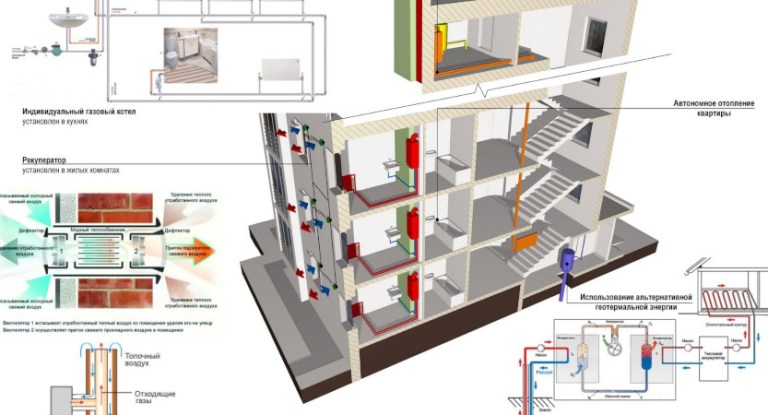
शीतलक अभिसरण पद्धती
पाइपलाइनद्वारे कूलंटचे परिसंचरण नैसर्गिक किंवा सक्तीने होते. नैसर्गिक (गुरुत्वाकर्षण) पद्धतीमध्ये अतिरिक्त उपकरणे वापरणे समाविष्ट नाही. गरम होण्याच्या परिणामी द्रवाच्या वैशिष्ट्यांमध्ये बदल झाल्यामुळे शीतलक हलतो. गरम शीतलक बॅटरीमध्ये प्रवेश करते, थंड होते, अधिक घनता आणि वस्तुमान प्राप्त करते, त्यानंतर ते खाली येते आणि त्याच्या जागी एक गरम शीतलक प्रवेश करतो. रिटर्नमधून थंड पाणी गुरुत्वाकर्षणाने बॉयलरमध्ये वाहते आणि आधीच गरम झालेले द्रव विस्थापित करते. सामान्य ऑपरेशनसाठी, पाइपलाइन किमान 0.5 सेंटीमीटर प्रति रेखीय मीटरच्या उतारावर स्थापित केली जाते.
पंपिंग उपकरणे वापरून सिस्टममध्ये शीतलक अभिसरण योजना
कूलंटच्या सक्तीच्या पुरवठ्यासाठी, एक किंवा अधिक परिसंचरण पंप स्थापित करणे अनिवार्य आहे. बॉयलरच्या समोर रिटर्न पाईपवर पंप स्थापित केला जातो. या प्रकरणात हीटिंगचे ऑपरेशन विद्युत पुरवठ्यावर अवलंबून असते, तथापि, त्याचे महत्त्वपूर्ण फायदे आहेत:
- लहान व्यासाच्या पाईप्सचा वापर करण्यास परवानगी आहे.
- मुख्य कोणत्याही स्थितीत, अनुलंब किंवा क्षैतिजरित्या स्थापित केले आहे.
- कमी शीतलक आवश्यक.
5 पाणीपुरवठ्यासाठी तांबे पाईप्स बद्दल समज आणि तथ्ये
स्पर्धा आणि जागरूकता नसल्यामुळे प्लंबिंग कॉपर पाईप्समध्ये मिथकांच्या श्रेणीतील अनेक कमतरता आहेत.
1. तांबे पाइपलाइनची उच्च किंमत. प्लास्टिक पाईप्सच्या आक्रमक जाहिरातींमुळे ही कल्पना तयार झाली. खरंच, तांबे पाईप्स प्लॅस्टिकच्या तुलनेत 2-3 पट जास्त महाग आहेत, परंतु तांब्यापासून बनवलेल्या फिटिंगची किंमत पॉलिमरच्या तुलनेत 30-50 पट कमी आहे. पाइपलाइनच्या स्थापनेच्या पद्धती समान वापरल्या जाऊ शकतात हे लक्षात घेता, या सामग्रीमधून सिस्टम स्थापित करण्याची किंमत अंदाजे समान आहे. परिणामी, पूर्ण झालेल्या पाइपलाइनची किंमत सिस्टमच्या टोपोलॉजीवर अवलंबून असते.
लांब आणि शाखा नसलेल्या नेटवर्कच्या बाबतीत (मुख्य, उदाहरणार्थ), प्लास्टिक पाइपलाइन खूप स्वस्त आहेत. महागडे, चांगले प्लास्टिक वापरताना, जे उच्च पातळीच्या क्लोरीनेशनसाठी डिझाइन केलेले आहे, परंतु रशियन बाजारपेठेत उपलब्ध नाही, पॉलिमर सिस्टम अधिक महाग असतील. कॉपर पाइपिंग फिटिंगचा वापर न करता स्थापित केले जाऊ शकते, ज्यामुळे ते स्वस्त होते. आणि कॉपर सिस्टमची टिकाऊपणा आणि उच्च विश्वासार्हता लक्षात घेता, त्यांच्या ऑपरेशनची किंमत प्लास्टिकच्या तुलनेत कमी परिमाण आहे. वापरलेल्या तांब्याच्या पाइपलाइनच्या विल्हेवाटीच्या बाबतीत, खर्च केलेला निधी परत केला जातो.
2. तांबे विषारी आहे. पुर्णपणे अप्रमाणित प्रतिपादन. विषारी ही केवळ विशेष तांबे संयुगे आहेत जी उद्योगाद्वारे उत्पादित केली जातात (रंग, ब्लू व्हिट्रिओल, इतर) आणि पाइपलाइनमध्ये नैसर्गिकरित्या तयार होत नाहीत. या धातूचे ऑक्साइड, जे मुख्यतः त्याच्या पृष्ठभागावर एक संरक्षक फिल्म (पॅटिना) आहेत, विषारी नाहीत.उलटपक्षी, ते आणि तांबे स्वतःमध्ये सौम्य जीवाणूनाशक आणि बॅक्टेरियोस्टॅटिक प्रभाव असतो, जे अशा पाइपलाइनमधून पाणी वापरताना, उच्च संक्रामक सुरक्षा सुनिश्चित करते.
3. क्लोरीन. हा पदार्थ त्याच्या शुद्ध स्वरूपात एक अतिशय मजबूत ऑक्सिडायझिंग एजंट आहे, तांबे पाईप्सद्वारे वाहतुकीसाठी प्रतिबंधित आहे. पाणी निर्जंतुकीकरणासाठी वापरल्या जाणार्या क्लोरीन संयुगांचा प्रभाव, तांबे पूर्णपणे वेदनारहितपणे सहन करतो. याउलट, या पदार्थांसह परस्परसंवादामुळे तांब्याच्या पृष्ठभागावर संरक्षणात्मक वेब तयार होण्यास गती मिळते. म्हणून, यूएसएमध्ये, नवीन पाइपलाइनच्या तांत्रिक फ्लशिंग दरम्यान, त्वरीत संरक्षणात्मक स्तर मिळविण्यासाठी हायपरक्लोरीनेशन केले जाते.
प्लंबिंग मार्केटमध्ये प्लॅस्टिक पाईप्सच्या परिचयाने तांबेपासून "क्लोरीन समस्या" सुरू झाली. हे या वस्तुस्थितीमुळे आहे की पाणी निर्जंतुक करण्यासाठी वापरल्या जाणार्या क्लोरीन संयुगे देखील बहुतेक प्लास्टिकवर हानिकारक प्रभाव पाडतात. आणि यशस्वी मार्केटिंगचा सुवर्ण नियम, जसे की तुम्हाला माहिती आहे, म्हणतो: "तुमचा दोष एखाद्या प्रतिस्पर्ध्यावर वळवा - त्याला स्वतःला न्याय देऊ द्या."
4. भटकणारे प्रवाह. हे प्रवाह आहेत जे पृथ्वीवर वाहतात जेव्हा ते प्रवाहकीय माध्यम म्हणून वापरले जाते. या प्रकरणात, ते जमिनीत धातूच्या वस्तूंना गंज देतात. या संदर्भात, भटक्या प्रवाहांचा तांबे पाईप्सशी काहीही संबंध नाही, जे बहुतेक अंतर्गत असतात.
मुख्य ग्राउंड इलेक्ट्रोड म्हणून तांबे आणि स्टील दोन्ही प्रणाली वापरण्यास मनाई आहे. जर हा नियम काटेकोरपणे पाळला गेला, तर कोणतीही विद्युत समस्या उद्भवणार नाही (भरकटलेल्या प्रवाहांसह). ग्राउंडिंग, आपत्कालीन मोडमध्ये कार्यरत, केवळ अल्पकालीन प्रवाह पास करते, ज्यामुळे पाइपलाइनला हानी पोहोचणार नाही.जेव्हा इलेक्ट्रिकल इंस्टॉलेशन्सच्या डिझाइन आणि ऑपरेशनसाठी मूलभूत नियमांचे उल्लंघन केले जाते तेव्हाच समस्या उद्भवतात.
मार्किंग आणि खर्च
हीटिंगसाठी पाईप्स बनविल्या जातात, जीओएसटीनुसार चिन्हांकित केल्या जातात. उदाहरणार्थ, 0.8-10 मिमीच्या भिंतीची जाडी असलेली उत्पादने GOST 617-90 मानकांनुसार तयार केली जातात. दुसरे पद GOST 859-2001 द्वारे नियंत्रित तांब्याच्या शुद्धतेशी संबंधित आहे. त्याच वेळी, मार्क M1, M1p, M2, M2p, M3, M3 अनुमत आहेत.










मार्किंगनुसार, जे उत्पादित उत्पादनांवर सूचित केले आहे, आपण खालील माहिती शोधू शकता:
- क्रॉस सेक्शन आकार. अक्षरे KR द्वारे नियुक्त.
- लांबी - या निर्देशकाला वेगवेगळ्या खुणा आहेत. बीटी - बे, एमडी - मितीय, केडी - बहुआयामी.
- उत्पादनाची निर्मिती करण्याची पद्धत. जर घटक वेल्डेड असेल, तर त्यावर C अक्षर सूचित केले आहे. अक्षर D काढलेल्या उत्पादनांवर ठेवलेले आहे.
- विशेष ऑपरेटिंग वैशिष्ट्ये. उदाहरणार्थ, वाढलेली तांत्रिक वैशिष्ट्ये पी अक्षराद्वारे दर्शविली जातात. उच्च प्लॅस्टिकिटी इंडेक्स - पीपी, वाढलेली कट अचूकता - पीयू, अचूकता - पीएस, ताकद - पीटी.
- उत्पादन अचूकता. मानक निर्देशक एच अक्षराने दर्शविला जातो, वाढला - पी.
मार्किंग कसे वाचायचे ते दृश्यमानपणे समजून घेण्यासाठी, तुम्हाला एक साधे उदाहरण समजून घेणे आवश्यक आहे - DKRNM50x3.0x3100. डिक्रिप्शन:
- हे शुद्ध तांबे बनलेले आहे, एम 1 ब्रँडने नियुक्त केले आहे.
- उत्पादन ताणलेले आहे.
- आकार गोल आहे.
- मऊ.
- बाह्य व्यास - 50 मिमी.
- भिंतीची जाडी - 3 मिमी.
- उत्पादनाची लांबी 3100 मिमी आहे.
युरोपियन उत्पादक एक विशेष DIN 1412 चिन्हांकन प्रणाली वापरतात. ते पाणी पुरवठा आणि हीटिंग सिस्टमच्या घटकांना EN-1057 पदनाम लागू करतात.त्यात मानकांची संख्या समाविष्ट आहे ज्यानुसार पाईप्स बनविल्या जातात, रचनामध्ये समाविष्ट केलेला अतिरिक्त घटक - फॉस्फरस. गंज प्रतिकार वाढविण्यासाठी हे आवश्यक आहे.
कारखान्यातील कॉपर पाईप्स
पद्धत #2: ग्रूव्हिंग (रोल ग्रूव्ह)
एंड ग्रूव्हज (नर्लिंग ग्रूव्हज) च्या जोडणीद्वारे तयार केलेल्या पाइपलाइनचा बराच काळ स्प्रिंकलर (सिंचन) अग्निशामक यंत्रणेच्या बांधकामाचा सराव केला जातो. 1925 पासून, पाईप्स जोडण्याची ही पूर्णपणे विश्वासार्ह पद्धत स्टील आणि लोखंडी पाइपलाइनवर हीटिंग, वेंटिलेशन, एअर कंडिशनिंग आणि इतर यंत्रणांसाठी वापरली जात आहे.
दरम्यान, 50 मिमी ते 200 मिमी व्यासाच्या तांब्याच्या पाईप्ससाठीही अशीच नर्ल्ड यांत्रिक कनेक्शन पद्धत उपलब्ध आहे. नर्ल्ड मेकॅनिकल कनेक्शन किटमध्ये हे समाविष्ट आहे:
- जोडणी,
- गॅस्केट,
- विविध फिटिंग्ज.
मेकॅनिकल नर्लिंग सिस्टीम मोठ्या व्यासाच्या कॉपर पाईप्स सोल्डरिंगसाठी एक व्यावहारिक पर्याय देते. त्यानुसार, ब्रेझिंग किंवा सॉफ्ट सोल्डरिंगच्या बाबतीत, ग्रूव्ह पद्धतीला अतिरिक्त हीटिंग (ओपन फ्लेम वापरुन) आवश्यक नसते.
तांब्याच्या पाईपच्या शेवटी असलेले नर्लिंग ग्रूव्ह हे “नर्ल्ड ग्रूव्ह” कनेक्शन पद्धतीच्या मुख्य घटकांपैकी एक आहे. रोलिंग नंतर मोजमाप योग्य फिटिंग निर्धारित करते
ग्रूव्ह कनेक्शन तांब्याच्या लवचिकतेच्या गुणधर्मांवर आणि थंड काम करताना या धातूची वाढलेली ताकद यावर आधारित आहे. डिझाइनमध्ये क्लॅम्पिंग सिस्टम सील करणे समाविष्ट आहे, ज्यासाठी सिंथेटिक इलास्टोमर गॅस्केट (ईपीडीएम - इथिलीन प्रोपीलीन डायने मेथिलीन) आणि विशेष डिझाइन केलेले क्लॅम्प वापरले जातात.जगभरातील अनेक उत्पादक तयार करण्यासाठी साधने देतात knurled सांधे - gaskets, clamps, फिटिंग्ज.
विविध आकारांचे फिटिंग्ज आणि गॅस्केटसह वर्क क्लॅम्पचा वापर नर्ल्ड ग्रूव्ह पद्धतीने केलेल्या कनेक्शनच्या डिझाइनमध्ये केला जातो.
एक knurled खोबणी कनेक्शन तयार करणे आणि तयार करणे
इतर सोल्डरलेस कॉपर जोडण्याच्या प्रक्रियेप्रमाणे, मजबूत, गळती-घट्ट वेल्ड तयार करण्यासाठी पाईपच्या टोकाची योग्य तयारी प्राथमिक महत्त्वाची असते. प्रत्येक प्रकारच्या कॉपर पाईपसाठी नुरलिंग टूलची योग्य निवड देखील स्पष्ट आहे. या प्रकारच्या कनेक्शनची सुरक्षित, त्रास-मुक्त तयारी सुनिश्चित करण्यासाठी निर्मात्याच्या शिफारसींचे पालन करणे आवश्यक आहे.
या प्रकारच्या कनेक्शनसाठी परवानगीयोग्य दाब आणि तापमानांची सारणी
| कनेक्शन प्रकार | दाब श्रेणी, kPa | तापमान श्रेणी, ºC |
| ग्रूव्ह, डी = 50.8 - 203.2 मिमी, प्रकार के, एल | 0 — 2065 | K साठी उणे 35 / अधिक 120 L साठी उणे 30 / अधिक 80 |
| रोल ग्रूव्ह, D = 50.8 - 101.2 मिमी, D = 50.8 - 203.2 मिमी प्रकार एम | 0 — 1725 | उणे 35 / अधिक 120 |
| 0 — 1375 | उणे 30 / अधिक 80 |
नर्ल्ड ग्रूव्ह असेंब्ली एकत्र करण्यासाठी चरण-दर-चरण प्रक्रिया:
- तांब्याच्या पाईपचे टोक अक्षाला अगदी लंब आकारात कापून घ्या.
- कटिंग आणि चेंफर नंतर burrs काढा.
- फिटिंग निर्मात्याच्या आवश्यकतेनुसार ग्रूव्हला इच्छित परिमाणांमध्ये रोल करा.
- नुकसानासाठी फिटिंग्ज, गॅस्केट, क्लॅम्पची तपासणी करा.
- निर्मात्याच्या शिफारशींनुसार गॅस्केट वंगण घालणे.
अंतिम असेंब्लीपूर्वी, स्वच्छता आणि मोडतोडसाठी क्लॅम्पिंग पृष्ठभागांची तपासणी करा. निर्मात्याच्या शिफारशींनुसार कंपाऊंड एकत्र करा.
"नर्लिंग ग्रूव्ह" पद्धतीचा वापर करून नोडचा व्यावहारिकरित्या एकत्र केलेला तुकडा.तांबे पाईप्सच्या अंतिम बसण्याआधी क्लॅम्पिंग ब्रॅकेटच्या लवचिक गॅस्केटवर थोड्या प्रमाणात स्नेहक वापरून उपचार केले जातात.
निर्मात्याच्या शिफारशींनुसार क्लॅम्प नट्स शेवटी आवश्यक टॉर्कवर घट्ट केले पाहिजेत. स्क्रू घट्ट केल्यानंतर, असेंबली योग्यरित्या एकत्र केली गेली आहे याची खात्री करण्यासाठी क्लॅम्पिंग क्षेत्राची पुन्हा तपासणी केली पाहिजे.
पूर्ण नर्ल्ड सिस्टमची चाचणी करत आहे
सिस्टीमवर हवा किंवा पाण्याचा दाब लावून संपूर्ण पाइपिंग सिस्टमची चाचणी केली जाऊ शकते. जेव्हा तुलनेने उच्च चाचणी दाब लागू केला जातो तेव्हा हायड्रोन्युमॅटिक पद्धत देखील नाकारली जात नाही.
तथापि, हे लक्षात घेतले पाहिजे की चाचणी दाबाचे मूल्य नर्ल्ड ग्रूव्ह सिस्टमच्या निर्मात्याने निर्दिष्ट केलेल्या कमाल स्वीकार्य कामकाजाच्या दाबापेक्षा जास्त नसावे.
आपल्याला आवश्यक असलेली साधने
सक्षम स्थापना करण्यासाठी, आपल्याकडे खालील साधने असणे आवश्यक आहे:
- पाईप कटर - विशिष्ट प्रकारच्या पाईप क्रॉस-सेक्शनवर आधारित निवडणे आवश्यक आहे. यांत्रिक किंवा मॅन्युअल असू शकते;
- सँडर - सँडपेपरने चांगले बदलले जाऊ शकते;
- सोल्डरिंग कॉपर पाईप्स किंवा फ्लक्स आणि सोल्डरसह सोल्डरिंग लोहासाठी गॅस टॉर्च.
जेथे बॅटरी बसवण्याची योजना आहे अशा ठिकाणांच्या अनिवार्य पदनामासह हीटिंग सिस्टमची योजना तयार करण्यापासून काम सुरू होते. पुढील पायरी कट लांबी मध्ये पाईप कट आहे. हे लक्षात घेतले पाहिजे की टोके काटेकोरपणे लंब असणे आवश्यक आहे. कापलेले नमुने burrs मुक्त असणे आवश्यक आहे. बारीक दाणेदार सॅंडपेपरने सांधे स्वच्छ करणे आवश्यक आहे.










पाईपच्या साफ केलेल्या टोकाला फ्लक्स लावला जातो, त्यानंतर तो (शेवट) रेडिएटरमध्ये किंवा तो थांबेपर्यंत फिटिंगमध्ये घातला जातो.त्यानंतर, सोल्डरिंग कॉपर हीटिंग पाईप्ससाठी संयुक्त वर सोल्डर लागू केले जाते. जंक्शनवरील वीण भाग गॅस बर्नरने गरम केले जातात. ज्वाला सोल्डरला स्पर्श करणार नाही याची काळजी घेणे आवश्यक आहे. परंतु, त्याच वेळी, फिटिंग आणि पाईपमधील अंतर भरण्यासाठी ते वितळले पाहिजे.
तांबे उत्पादनांचे प्रकार
तांबे पाईप्सचे अनेक वर्गीकरण आहेत. चला त्यापैकी काहींचा विचार करूया. उत्पादनाच्या पद्धतीनुसार, उत्पादने ओळखली जातात:
- विरहित. ते मुद्रांकन किंवा रोलिंगद्वारे शुद्ध धातूपासून बनवले जातात. ते उच्च तन्य शक्ती द्वारे दर्शविले जातात, जे सुमारे 450 MPa आहे. या प्रकरणात, धातूची लवचिकता कमी होते, ज्यामुळे भागांच्या वापरावर काही निर्बंध निर्माण होतात.
- ऍनील केलेले. ते विशेष प्रक्रिया तंत्रज्ञानामध्ये भिन्न आहेत. पाईप 700C पर्यंत गरम केले जातात आणि नंतर हळूहळू थंड केले जातात. परिणामी, उत्पादने काही प्रमाणात त्यांची शक्ती गमावतात, परंतु अधिक लवचिक बनतात. अशा पाईप्स उत्तम प्रकारे ताणतात, ब्रेकच्या आधी, घटकाची लांबी दीड पट वाढू शकते. एनील्ड उत्पादने मऊ असतात, जी त्यांची स्थापना सुलभ करते.
विभागाचा आकार गोल आणि आयताकृती घटकांमध्ये फरक करतो. नंतरचे उच्च किंमतीद्वारे ओळखले जातात, जे त्यांच्या उत्पादनाच्या जटिलतेमुळे होते. ते द्रव पद्धतीने थंड केलेल्या इलेक्ट्रिकल उपकरणांच्या स्टेटर विंडिंगमध्ये कंडक्टरच्या उत्पादनासाठी वापरले जातात. बाह्य व्यासाच्या बाबतीत नॉन-इन्सुलेटेड कॉपर उत्पादनांचे मानक आकार 12 ते 267 मिमी पर्यंत बदलतात. शिवाय, प्रत्येक मानक आकारात भिन्न भिंतीची जाडी असू शकते, जी 0.6 ते 3 मिमी पर्यंत असते. गॅस पुरवठ्यासाठी, 1 मिमीच्या किमान जाडीसह उत्पादने वापरली जातात.प्लंबिंगमध्ये, 22, 18, 15, 12 बाय 1 मिमी, 52 बाय 2 मिमी आणि 42, 35, 28 बाय 1.5 मिमी हे सर्वात सामान्यपणे वापरले जाणारे आकार आहेत.
एनील्ड कॉपर पाईप्स थोडी ताकद गमावतात, परंतु विशेष प्लास्टिसिटी आणि मऊपणा प्राप्त करतात, ज्यामुळे त्यांच्या स्थापनेची प्रक्रिया सुलभ होते.
GOST 52318-2005 तांबे भागांचे उत्पादन तीन प्रकारांमध्ये नियंत्रित करते, कठोरता, ऑपरेशनल आणि यांत्रिक गुणधर्मांमध्ये भिन्न आहे:
- मऊ. नियुक्त M किंवा W, अप्रचलित r किंवा F22. बाह्य व्यास 25% ने वाढविण्याच्या प्रक्रियेत क्रॅक आणि ब्रेकशिवाय विस्ताराचा सामना करा. वाकणे आणि फिटिंग-मुक्त कोल्ड कनेक्शनच्या अधीन केले जाऊ शकते. हीटिंग आणि प्लंबिंग फिक्स्चरसाठी पाईपिंगच्या बीम वितरणासह हीटिंग आणि पाणी पुरवठा प्रणाली व्यवस्था करण्यासाठी तसेच उष्णता पंप, मजला आणि पॅनेल गरम करण्यासाठी उत्पादने वापरली जातात.
- अर्ध-घन. P किंवा HH चिन्हांकित करणे, अप्रचलित आवृत्ती z. पाईपचा व्यास 15% ने वाढविण्याच्या प्रक्रियेत भाग विस्ताराचा सामना करतात. मऊ उत्पादनांपेक्षा कमी लवचिकतेसाठी फिटिंगलेस कनेक्शनसाठी उष्णता वापरणे आवश्यक आहे. वाकण्यासाठी आपल्याला पाईप बेंडरची आवश्यकता असेल.
- घन. पदनाम T किंवा H, अप्रचलित z6 किंवा F30. स्थापनेदरम्यान, पाईपचा विस्तार केवळ हीटिंग प्रक्रियेदरम्यान होतो. भाग वाकण्यासाठी पाईप बेंडर वापरला जातो. घन, तसेच अर्ध-घन, घटकांचा वापर हालचाल आणि वळणांच्या दिशेने वारंवार बदल न करता महामार्ग व्यवस्थित करण्यासाठी केला जातो. याव्यतिरिक्त, अशा उत्पादनांचा वापर पाइपलाइनसाठी केला जातो ज्यांना वाढीव यांत्रिक शक्ती आवश्यक असते.
काही उत्पादक अतिरिक्त पर्यायांसह विशेष पाईप्स तयार करतात ज्यांना गरम आणि पाणीपुरवठा प्रणालीची मागणी आहे:
- पॉलिथिलीन पातळ-भिंतीच्या आवरणाने इन्सुलेटेड, ज्याची जाडी 2-2.5 मिमी आहे. सामग्री रासायनिक आणि यांत्रिक तणावासाठी प्रतिरोधक आहे, 12 ते 54 मिमी व्यासासह पाईप्सवर लागू केली जाते. म्यान हीटिंग सिस्टममध्ये उष्णतेचे नुकसान कमी करते आणि थंड पाण्याच्या पाईप्सवर कंडेन्सेट तयार होण्यास प्रतिबंध करते.
- 2.5 ते 3 मिमी जाड संरक्षणात्मक इन्सुलेशनसह. पॉलीथिलीन शेलची आतील बाजू लहान रेखांशाच्या दातांनी सुसज्ज आहे जी वायु वाहिन्या बनवतात. अशा प्रकारे, थर्मल इन्सुलेशन वैशिष्ट्ये सुधारली जातात आणि तापमान चढउतारांसह मोनोलिथिक पाईपचा थर्मल विस्तार करणे शक्य होते.
- फोम केलेल्या पदार्थांपासून बनवलेल्या थर्मल इन्सुलेशन शेलसह: सिंथेटिक रबर, पॉलीथिलीन फोम, सॉफ्ट पॉलीयुरेथेन फोम इ. इन्सुलेशन लेयरची रुंदी 30 मिमी पेक्षा जास्त असू शकते. गरम पाणी आणि हीटिंग सिस्टममध्ये उच्च उष्णता हस्तांतरण कमी करण्यासाठी शेलचा वापर केला जातो.
आवश्यक असल्यास, आपण स्थापित पाइपलाइनच्या आश्रय आणि थर्मल इन्सुलेशनसाठी विशेष भाग खरेदी करू शकता.
तांबे भाग जोडण्यासाठी फिटिंगचा वापर केला जातो. त्यांची श्रेणी खूप विस्तृत आहे. ते आकारात भिन्न आहेत आणि विविध प्रकारचे कनेक्शन करण्यासाठी डिझाइन केलेले आहेत.
तांबे बनवलेल्या पाईप्समध्ये सामील होण्यासाठी पर्याय
हीटिंग एकत्र करताना, विविध स्थापना पद्धती वापरल्या जातात. तर, कॉपर पाईप्सचे डॉकिंग कोलॅप्सिबल आणि नॉन-कॉलेप्सिबल पद्धतीने केले जाते. पहिल्या प्रकरणात, फ्लॅंज, थ्रेडेड फास्टनर्स, फिटिंग्ज वापरली जातात, जी स्वयंचलितपणे निश्चित केली जातात.विभक्त नसलेल्या हीटिंग सिस्टमची रचना करताना, दाबणे, सोल्डरिंग आणि वेल्डिंग वापरली जाते.
वेल्डिंग संयुक्त
चला तांबे पाईप्स वेल्डिंगच्या प्रक्रियेवर एक नजर टाकूया. हे डॉकिंग तंत्र 108 मिमी किंवा त्याहून अधिक व्यासासह पाईप्सवर लागू केले जाते. हीटिंग सामग्रीची भिंत जाडी किमान 1.5 मिमी असणे आवश्यक आहे. वेल्डिंग कार्य पार पाडण्यासाठी, या प्रकरणात, फक्त बट करणे आवश्यक आहे, तर योग्य तापमान 1084 अंश असावे. हे जोडण्यासारखे आहे की हीटिंग स्थापित करण्यासाठी हा पर्याय हाताने करण्याची शिफारस केलेली नाही.
आज, बांधकाम व्यावसायिक अनेक प्रकारचे वेल्डिंग वापरतात:
- ऑक्सि-एसिटिलीन प्रकारचे बर्नर वापरून गॅस वेल्डिंग.
- उपभोग्य इलेक्ट्रोडसह वेल्डिंग, अक्रिय वायू वातावरणात केले जाते - आर्गॉन किंवा हीलियम.
- वेल्डिंग ज्यामध्ये गैर-उपभोग्य इलेक्ट्रोड वापरले जातात.
बर्याच बाबतीत, तांबे घटकांमध्ये सामील होण्यासाठी आर्क वेल्डिंग पद्धत वापरली जाते. पाईपलाईन एकत्र करण्यासाठी ज्या पाईप्सचा वापर करण्याचे नियोजित आहे ते शुद्ध तांबे बनलेले असल्यास, आर्गॉन, नायट्रोजन किंवा हीलियम वातावरणात नॉन-फ्यूसिबल टंगस्टन इलेक्ट्रोड वापरणे आवश्यक आहे. तांबे घटक वेल्डिंग करताना, प्रक्रिया जलद असणे आवश्यक आहे. हे पाईपच्या मेटल बेसवर विविध ऑक्सिडेशन तयार होण्यास प्रतिबंध करेल.
तांबे पाईप्सचे वेल्डिंग संयुक्त
अशा कनेक्शनला सामर्थ्य देण्यासाठी, डॉकिंगचे काम पूर्ण झाल्यानंतर, परिणामी जोडांचे अतिरिक्त फोर्जिंग करण्याची शिफारस केली जाते.
फ्लेअरिंग कनेक्शन
असे होते की हीटिंग सिस्टमच्या स्थापनेदरम्यान वेल्डिंग टॉर्चचा वापर केल्याने काही गैरसोय होते. या प्रकरणात, तांबे पाईप सांधे भडकण्याचा अवलंब करण्याची शिफारस केली जाते.ही स्थापना पद्धत विलग करण्यायोग्य असेल, जी सक्तीने हीटिंग असेंब्ली झाल्यास सकारात्मक भूमिका बजावेल.
या प्रकारच्या ऑपरेशनसाठी फ्लेअरिंग डिव्हाइसची अनिवार्य उपस्थिती आवश्यक असेल. फ्लेअरिंगद्वारे हीटिंग पाईप्स कसे जोडायचे याबद्दल आम्ही तपशीलवार वर्णन करण्याचा प्रयत्न करू:
- सुरवातीला, पाईपची टीप साफ केली जाते जेणेकरून सामग्रीच्या सॉईंग दरम्यान तयार झालेले स्कफ्स आणि बर्र्स त्याच्या पृष्ठभागावरून काढून टाकावेत;
- पाईपवर एक कपलिंग निश्चित केले आहे;
- नंतर पाईप क्लॅम्पिंग डिव्हाइसमध्ये घातला जातो, ज्याच्या मदतीने पुढील विस्तार केला जातो;
- नंतर पाईपच्या टोकाचा कोन 45 अंशांपर्यंत पोहोचेपर्यंत आपण टूलचा स्क्रू घट्ट करणे सुरू केले पाहिजे;
- पाईप क्षेत्र जोडणीसाठी तयार झाल्यानंतर, त्यावर एक कपलिंग आणले पाहिजे आणि काजू घट्ट केले पाहिजेत.
आपण खालील व्हिडिओमध्ये प्रक्रियेबद्दल अधिक जाणून घेऊ शकता.










कनेक्शन पद्धत दाबा
हीटिंग पाईप्स स्थापित करण्यासाठी वरील सर्व पद्धतींव्यतिरिक्त, दाबण्याचे तंत्र देखील आहे. या प्रकरणात तांबे घटकांमध्ये सामील होण्यासाठी, पाईपचे पूर्वी तयार केलेले टोक कपलिंगमध्ये घालणे आवश्यक आहे जोपर्यंत ते थांबत नाही. यानंतर, हायड्रॉलिक किंवा मॅन्युअल प्रेसचा वापर आवश्यक असेल, ज्याद्वारे पाईप्स निश्चित केले जातील.
जर गरम जाड-भिंतींच्या पाईप्समधून एकत्र करण्याची योजना आखली असेल तर, विशेष कॉम्प्रेशन स्लीव्हसह प्रेस फिटिंग्ज आवश्यक असतील. हे घटक आतून गरम करण्यासाठी पाईप्स आणि फिटिंग्ज कॉम्प्रेस करणे शक्य करतात, तर बाह्य सील संरचनेची उत्कृष्ट घट्टपणा प्रदान करतात.
थ्रेड प्रकार कनेक्शन
दुर्दैवाने, बाजारात थ्रेडेड कनेक्शनसह तांबे पाईप्स शोधणे अशक्य आहे आणि म्हणूनच हीटिंग सिस्टमच्या भागांमध्ये सामील होण्यासाठी युनियन नट असलेल्या फिटिंग्ज वापरण्याची प्रथा आहे.
इतर सामग्रीच्या पाईप्ससह तांबे पाईप्स जोडण्यासाठी, कांस्य किंवा पितळ थ्रेडेड फिटिंग्ज वापरली जातात. त्यांचा वापर गॅल्व्हॅनिक गंज होण्याची शक्यता काढून टाकतो. पाईप्सचा व्यास भिन्न असल्यास, विशेष विस्तारकांच्या मदतीचा अवलंब करा.
कॉपर हीटिंग सिस्टमसाठी आज वापरल्या जाणार्या सीलचे प्रकार लक्षात घेता, दोन प्रकारचे थ्रेडेड कनेक्शन आहेत:
- कोनिक प्रकाराचे एकत्रीकरण ("अमेरिकन"). उच्च तापमान निर्देशकांच्या परिस्थितीत हीटिंग इन्स्टॉलेशनसाठी या घटकांची शिफारस केली जाते.
- फ्लॅट प्रकार कनेक्शन. अशा सामग्रीमध्ये त्यांच्या डिझाइन सीलमध्ये विविध रंगांच्या पॉलिमरिक सामग्रीचा समावेश आहे. आपण अशा घटकांसह कार्य करू शकता असे तापमान दर्शविण्यासाठी गॅस्केट वेगवेगळ्या रंगात रंगवले जातात.
तांबे पाईप्ससाठी कनेक्शन आकृती
स्वत: विधानसभा
आपल्या स्वत: च्या हातांनी तांबे पाईप्स वापरुन पाइपलाइनची स्थापना करणे शक्य आहे. हे करण्यासाठी, गॅस बर्नर आणि सोल्डर वापरा, जे दोन प्रकारचे आहे - कठोर आणि मऊ. पाणीपुरवठा, गॅस आणि हीटिंगसाठी संप्रेषणांमध्ये उच्च-तापमान सोल्डरिंगसाठी हार्ड सोल्डरचा वापर केला जातो. मऊ - घरगुती परिस्थितीत कमी तापमानात सोल्डरिंगसाठी.

- सांध्याच्या आतील बाजूस घासणे आणि सँडिंग करणे;
- आत आणि बाहेर फ्लक्स पेस्टचा वापर;
- गॅस बर्नरसह कनेक्शन बिंदू गरम करणे.
या टिप्सचा लाभ घ्या. सँडपेपरने पाईप्सच्या कडा ट्रिम केल्यानंतर बुर काढू नका. पाईप्सचे एक टोक पाईप विस्तारकाने वाढवले पाहिजे जेणेकरून ते एकमेकांमध्ये बसतील
फ्लक्स पेस्ट लावताना, त्यात जास्त नसल्याची खात्री करा आणि सोल्डरिंग करताना ते पाईपच्या लुमेनमध्ये जाणार नाही.
जंक्शन जास्त गरम न करणे महत्वाचे आहे, प्रभाव मिळविण्यासाठी 15-20 सेकंद पुरेसे आहेत. जेव्हा फ्लक्स चांदीचा रंग प्राप्त करतो तेव्हा गरम करणे थांबवले जाते.
तयार प्रणाली सुरू करण्यापूर्वी, स्थापना प्रक्रियेतून सर्व कण काढून टाकण्यासाठी मोठ्या दाबाने पाण्याने स्वच्छ धुवावे.
खुल्या ज्वालांसह काम करताना सुरक्षिततेची खबरदारी घेणे आवश्यक आहे. या कामांदरम्यान जीवन आणि आरोग्याची काळजी घेणे योग्य आहे.
तांबे पाइपलाइन, त्यांच्या उत्कृष्ट गुणधर्मांमुळे, गरम आणि थंड पाणी पुरवठ्याच्या शक्यतेसह, स्वतःला हीटिंग सिस्टमसाठी एक विश्वासार्ह पर्याय असल्याचे दर्शविले आहे.
उत्पादन सामग्रीनुसार वर्गीकरण
सामग्रीची निवड ऑपरेशनल भारांवर अवलंबून असते - दबाव, द्रव प्रवाह, (कधीकधी त्याच्या घनतेवर देखील), तसेच हायड्रॉलिक प्रतिरोधनाच्या पातळीवर. शेवटी, फिटिंग हा अतिरिक्त प्रवाह अडथळा आहे जो विविध समीप घटकांमुळे होतो - गॅस्केट आणि उत्पादनाची स्वतःची डिझाइन वैशिष्ट्ये - भरती, किनारी, वक्रता त्रिज्या, संक्रमण विभाग इ.
प्रश्नातील भागांच्या निर्मितीसाठी शिफारस केलेली सामग्री देखील त्यांच्या उत्पादनाची निर्मितीक्षमता लक्षात घेऊन निवडली जाते:
- ओतीव लोखंड. नोड्युलर ग्रेफाइट (VCh100 ग्रेड) असलेले कास्ट इस्त्री जास्त वेळा वापरले जातात, ज्यात पुरेशी ताकद आणि समाधानकारक लवचिकता असते. बर्याचदा निंदनीय कास्ट आयर्न ग्रेड SCH30 किंवा SCH35, तसेच डक्टाइल लोह ग्रेड KCh35-10 किंवा KCh 37-12 पासून बनविलेले अडॅप्टर असतात. काही प्रकरणांमध्ये, तयार उत्पादनांचे सादरीकरण सुधारण्यासाठी गॅल्वनाइज्ड केले जाते.
- पोलाद.मुख्यतः स्टेनलेस स्टील ग्रेड 08X18H10 वापरला जातो, तसेच त्याचे परदेशी समकक्ष वापरले जातात. इतर ब्रँडचा वापर भारदस्त तापमानात संक्षारक माध्यम पंप करण्यासाठी डिझाइन केलेल्या प्रणालींमध्ये केला जातो, जे अपघर्षक कणांनी दूषित असतात. येथे स्टील प्रकार 45X वापरला जातो. 40HN. 40HNM आणि सारखे.
- पितळ. प्लास्टिक विकृतीकरण तंत्रज्ञान वापरताना, ते विकृत ब्रासच्या ब्रँडद्वारे मार्गदर्शन केले जातात: एल 70 पासून सामान्य, मल्टीकम्पोनेंट - एलए-77-2, एलएन 65-5. कास्टिंग ब्रास पासून - LTs40S, LTs25S2, इ.
- विकृत अॅल्युमिनियम आणि पॉलिथिलीन ग्रेड पीई-एक्स किंवा पीई-आरटीवर आधारित धातू-प्लास्टिक.
- कमी दाब पॉलीथिलीन (HDPE). कमी ऑपरेशनल लोडवर, पॉलिमर वापरले जातात जे GOST 16338-85 च्या तांत्रिक आवश्यकतांनुसार तयार केले जातात.

एचडीपीई पाईप्ससाठी फिटिंग्ज: फिटिंग्जचे प्रकार आणि पाइपलाइन जोडण्यासाठी पर्याय बांधकामामध्ये, एचडीपीईच्या पाईपलाईनचा वापर वाढत्या प्रमाणात केला जातो. म्हणूनच मजबुतीकरण घटकांची मागणी देखील वाढत आहे. त्यांच्या मदतीने, पाईप स्थापित करणे सोपे आणि जलद होते ...










तांबे उत्पादनांचे प्रकार
याक्षणी, तांब्याच्या नळ्यांचे अनेक प्रकार आहेत. खाली मुख्य आहेत.
नियुक्ती करून
खालील नळ्या त्यांच्या हेतूसाठी वापरल्या जातात:
- फर्निचरसाठी - क्रोमचे बनलेले - 25 मिमी;
- व्यावसायिक उपकरणांसाठी - एक अंडाकृती उत्पादन - 25 मिमी;
- फर्निचर सपोर्टच्या निर्मितीमध्ये - 50 मिमी (बार);
- स्वयंपाकघर खोलीसाठी - 50 आणि 26 मिमी (रेलिंग आणि बार).
फर्निचरच्या निर्मितीमध्ये, फर्निचर क्रोम-प्लेटेड पाईप वापरला जातो. हे मुख्य फर्निचर स्ट्रक्चरमध्ये वापरले जाते - मेटल बार म्हणून. गोल विपरीत, त्यात आयताकृती क्रॉस सेक्शन आहे. सर्वात सामान्यपणे वापरलेली प्रोफाइल 40*100, 40*80, 50*50 आहे.
हे केवळ सपाट पृष्ठभागावर स्थापित केले जाते आणि दुरुस्ती आणि कार कारखान्यांमध्ये देखील वापरले जाते - मजबूत फ्रेम तयार करताना.
उत्पादन पद्धतीनुसार
उत्पादन पद्धतीवर अवलंबून, अशा तांब्याच्या नळ्यांचा वापर केला जातो:
विरहित तांबे पाईपिंग. हे मुद्रांकन वापरून शुद्ध धातूपासून बनविलेले आहे.
यात उच्च तन्य शक्ती आहे. या प्रकरणात, धातू कमी लवचिक बनते, ज्यानंतर अशा ट्यूबच्या वापरावर काही निर्बंध आहेत.
एनील्ड कॉपर पाईप्स प्लास्टिक आहेत, ही गुणवत्ता स्थापना प्रक्रिया सुलभ करते
एनील्ड कॉपर पाईप. हे विशेष प्रक्रिया तंत्रज्ञानाद्वारे जाते. ते 700 डिग्री सेल्सिअस पर्यंत गरम केले जाते आणि नंतर थंड केले जाते. या प्रकरणात, पाइपलाइन घटक कमी मजबूत, परंतु अधिक लवचिक बनतात.
याव्यतिरिक्त, ते चांगले ताणतात - तोडण्यापूर्वी, त्यांची लांबी 1.5 पट वाढते.
एनील्ड पाईपिंग उत्पादने मऊ असतात, त्यामुळे त्यांची स्थापना जलद आणि सुलभ होते.
विभाग आकारानुसार
विभागाच्या आकारानुसार, ते वेगळे करतात:
- गोल पाण्याचे पाईप्स;
- आयताचा आकार असलेले पाइपलाइन घटक. ते इलेक्ट्रिकल उपकरणांच्या स्टेटर विंडिंगमध्ये कंडक्टर तयार करण्यासाठी वापरले जातात, जे द्रव पद्धतीने थंड केले जातात.
तांबे पाईप्सचे परिमाण बाह्य व्यासाद्वारे निर्धारित केले जाऊ शकतात, जे 12-267 मिमी आहे. या प्रकरणात, कोणत्याही पाईपच्या आकाराची विशिष्ट भिंतीची जाडी 0.6-3 मिमी इतकी असते.
घरांमध्ये गॅस प्रवाहित करताना, पाईप्स वापरल्या जातात ज्यांची जाडी किमान 1 मिमी असते.
प्लंबिंग स्थापित करताना, बर्याच बाबतीत तांबे प्लंबिंग पाईप वापरला जातो, ज्याचे आकार 12, 15, 18, 22 बाय 1 मिमी, 28, 35, 42 बाय 1.5 मिमी आणि 52 बाय 2 मिमी असतात.
कडकपणाच्या डिग्रीनुसार
कडकपणाच्या डिग्रीनुसार तांब्याच्या नळ्या वापरल्या जातात, जसे की:
मऊ. पदनाम एम किंवा डब्ल्यू आहे. जेव्हा बाह्य व्यास 25% ने वाढतो तेव्हा ते क्रॅक आणि फाटल्याशिवाय विस्ताराचा सामना करण्यास सक्षम असतात.
जेव्हा हीटिंग सिस्टम तयार केली जात असेल किंवा ग्राहकांच्या पाणी पुरवठ्यासाठी पाइपलाइन टाकली जात असेल तेव्हा अशा पाइपलाइन उत्पादनांचा वापर केला जातो. त्याच वेळी, प्लंबिंग आणि हीटिंग डिव्हाइसेससाठी पाईपिंगचे बीम वितरण केले जाते.
बहुतेक प्रकरणांमध्ये मऊ पाइपलाइन घटक पाण्याच्या पाईप्सच्या बांधकाम आणि दुरुस्तीमध्ये वापरले जातात. त्यांचे कनेक्शन सर्वात सोपा मानले जाते - अतिरिक्त उपकरणे न वापरता डॉकिंग करता येते.








कॉपर पाईप्स त्यांच्याद्वारे वाहून नेल्या जाणार्या द्रवांचे उच्च तापमान सहन करू शकतात
अर्ध-घन. त्यांच्याकडे खालील पदनाम आहेत - पी किंवा एनएन. अशी पाइपलाइन उत्पादने 15% च्या व्यास वाढीसह विस्ताराचा सामना करण्यास सक्षम आहेत.
जेव्हा ते स्थापित केले जातात, तेव्हा फिटिंगचा वापर न करता नळ्या जोडण्यासाठी हीटिंगचा वापर केला जातो. अर्ध-घन उत्पादनांना वाकण्यासाठी किंवा न झुकण्यासाठी, तांबे पाईप्ससाठी पाईप बेंडर वापरला जातो.
घन. ते खालील अक्षरांद्वारे नियुक्त केले जातात - टी किंवा एच. जेव्हा ते स्थापित केले जातात तेव्हा वितरण केवळ गरम करताना केले जाते. पाईप वाकण्यासाठी, पाईप बेंडर वापरा.
शेवटच्या 2 प्रकारच्या तांबे उत्पादनांचा वापर विविध महामार्गांच्या बांधकामात केला जातो.
तसेच, असे भाग पाइपलाइनच्या बांधकामात वापरले जातात, ज्याची यांत्रिक शक्ती वाढली पाहिजे.
अशा नळ्या सील करणे ही एक महत्त्वाची प्रक्रिया मानली जाते. अखेर, त्यांचे अनडॉकिंग कधीही होऊ शकते - उदाहरणार्थ, जेव्हा सीलंट कमी होते. अशी परिस्थिती उद्भवल्यास, सांधे पूर्णपणे पुन्हा करणे आवश्यक असेल.
वळणाचे प्रकार
कॉपर पाईप्ससाठी उत्पादक विविध प्रकारचे विंडिंग वापरतात:
- FUM टेप. ही टेप सर्व प्रकारच्या थ्रेडेड कनेक्शनमध्ये वापरली जाते;
- प्लंबिंगसाठी सीलंट क्युरिंग. अशी सामग्री विविध उपक्रमांमध्ये आणि दैनंदिन जीवनात वापरली जाते;
- प्लंबिंगसाठी होममेड सीलेंट. 1940 च्या घरात बसवलेले पाईप गळत नाहीत.
तसेच, तांबे पाईप्समधून गरम करणे आवश्यक असल्यास ही पद्धत लागू केली जाऊ शकते.
लाल शिसे उपलब्ध नसल्यास, सामान्य पीएफ पेंट वापरावे.
द्रव-संवाहक प्रणालीसह काम करताना सील करणे अनिवार्य आहे