
- काय फिटिंग्ज बाजारात आहेत
- कॉम्प्रेशन फिटिंग्ज
- प्रेस फिटिंग्ज
- केशिका
- पाणीपुरवठा आणि हीटिंग सिस्टमसाठी तांबे पाईप्सची स्थापना स्वतः करा
- समर्पक संख्या
- विधानसभा
- तांबे पाईप्ससह काम करण्याच्या बारकावे
- पाईप प्रक्रिया आणि वेल्डिंग आवश्यकता
- इतर धातूंसह तांब्याच्या परस्परसंवादावर
- अवैध त्रुटी
- तांबे बनवलेल्या पाईप्समध्ये सामील होण्यासाठी पर्याय
- वेल्डिंग संयुक्त
- फ्लेअरिंग कनेक्शन
- कनेक्शन पद्धत दाबा
- थ्रेड प्रकार कनेक्शन
- ब्रेक पाईप्सचा उद्देश
- तांबे पाईप्स जोडण्याच्या पद्धती
- गॅस टॉर्चसह सोल्डरिंगचे रहस्य
- कम्प्रेशन फिटिंगसह कनेक्शन
काय फिटिंग्ज बाजारात आहेत
तांबे पाईप्सची स्थापना स्वतःच करा हे एक सोपे कार्य मानले जाते. या पाईपिंग उत्पादनांना जोडताना व्हिएगा सोल्डर फिटिंग्ज वापरणे आवश्यक आहे.
सध्या, 3 प्रकारच्या फिटिंग्ज वापरल्या जातात:
- संक्षेप;
- प्रेस फिटिंग्ज;
- केशिका
प्रेस फिटिंग्ज स्थापित करण्यासाठी, आपल्याला वेगवेगळ्या व्यास आणि भिन्न आकारांसह पक्कडांचा संच वापरण्याची आवश्यकता आहे.
कॉम्प्रेशन फिटिंग्ज
कॉपर पाईप्ससाठी कॉम्प्रेशन फिटिंग्जमध्ये एक अंगठी असते जी क्रिमिंग करताना वापरली जाते. हा भाग तांब्याच्या नळ्यांचे विश्वसनीय सीलिंग राखतो. अशा कॉपर फिटिंग्ज विशिष्ट रिंच आणि नट्स वापरून घट्ट करणे आवश्यक आहे.
तसेच, दाबण्यासाठी तांबे पाईप्सचे फिटिंग 2 प्रकारचे असू शकते:
- A Type A. हे जमिनीच्या पाइपलाइनच्या बांधकामात वापरले जाते, जे अर्ध-घन तांबे बनलेले आहे;
- Type B. तांब्याच्या पाईप्ससाठी अशा क्रिंप फिटिंग्जचा वापर विविध संप्रेषणांच्या बांधकामात केला जातो - भूमिगत आणि जमिनीच्या वर. या प्रकरणात, मऊ नळ्या वापरल्या जातात.
परिणामी, कॉम्प्रेशन फिटिंग्जची स्थापना सोपी आणि सोयीस्कर आहे. या प्रकरणात, आपल्याला हीटिंग वापरण्याची आणि विशेष उपकरणे वापरण्याची आवश्यकता नाही.
प्रेस फिटिंग्ज
प्रेस फिटिंग वापरताना, वस्तुस्थिती खालीलप्रमाणे आहे की तांबे पाईप्सला उच्च लवचिकता देते.
प्रेस फिटिंग्ज विकृतीसाठी संवेदनाक्षम असतात, जी बाह्य प्रभावाखाली पाइपलाइनवर दिसू शकतात. ही उत्पादने, क्रिमिंग ट्यूबमध्ये वापरली जातात, सर्वात विश्वासार्ह मानली जातात.
तांब्याच्या नळ्यांचे डॉकिंग अशा प्रकारे केले जाते: प्रथम, अशी तांबे उत्पादने प्रेस फिटिंगमध्ये घातली जातात आणि नंतर ते विशेष प्रेस चिमटे सह घट्टपणे कुरकुरीत केले जातात.
अशा तंत्रज्ञानाचा वापर केल्याबद्दल धन्यवाद, एक विश्वासार्ह कनेक्शन तयार केले आहे.
केशिका
केशिका तांबे फिटिंग सोल्डर केलेले कनेक्टर आहेत. सोल्डरच्या बांधकामात या भागांमधून नळ्यांचे डॉकिंग केले जाते.
सोल्डर ही एक तार आहे जी तांब्यापासून बनलेली असते आणि केशिका फिटिंगच्या थ्रेड्सखाली ठेवली जाते.
अशा भागाची स्थापना अशा प्रकारे केली जाते:
- ट्यूबवर एक फिटिंग स्थापित केली आहे, जी फ्लक्ससह पूर्व-लेपित आहे;
- नंतर कनेक्टिंग घटक बर्नरसह गरम केला जातो. या प्रकरणात, पाईपचे सर्व भाग चांगले गरम केले पाहिजेत जेणेकरून सोल्डर पूर्णपणे वितळेल आणि अशा उत्पादनांचे सर्व सांधे त्याद्वारे गर्भवती होतील;
- तांबे उत्पादन थंड झाल्यावर, सॅंडपेपर वापरून त्यातून जास्तीचे सोल्डर काढा.
केशिका फिटिंग्जचा मुख्य फायदा म्हणजे हीटर किंवा बर्नरचा वापर न करता त्वरीत स्थापित करण्याची क्षमता. ते वस्तूंवर स्थापित केले जातात जेथे बर्नर वापरला जाऊ शकत नाही, तसेच टाकी किंवा टाकीमध्ये.
अशा फिटिंग्जचे कनेक्शन कॉम्प्रेशन एलिमेंट्स वापरून बनवलेल्या कनेक्शनपेक्षा अधिक विश्वासार्ह मानले जाते.
संपूर्ण घरामध्ये पाइपलाइन टाकताना, अनेक पाईप्स स्थापित केल्या पाहिजेत. या प्रकरणात, तांबे पाईप विस्तारक वापरला पाहिजे, ज्याची किंमत कमी आहे.
तसेच, अशा नळ्या स्थापित करताना, तांबे पाईप्स फ्लॅंग केलेले असल्यास आपण खूप बचत करू शकता - सोल्डरिंगसाठी आपले स्वतःचे कपलिंग आणि फिटिंग्ज बनवा. या प्रकरणात, आपण बीडर आणि पाईप विस्तारक सारख्या साधनांचा वापर करून सोल्डरिंगसाठी तांबे फिटिंग बनवू शकता.
सोल्डर केलेले तांबे फिटिंग्ज स्वतः बनविण्यासाठी, आपण तांबे पाईप विस्तारकांचा एक संच खरेदी करू शकता - मॅन्युअली ऑपरेट केलेले किंवा इलेक्ट्रिक.
तसेच, अशा पाइपलाइन घटक घालताना, तांबे ट्यूब रोलर वापरला जातो. या उपकरणाच्या सहाय्याने विशिष्ट आकाराच्या रोलरभोवती धातू फिरवली जाते. समायोज्य रोलर्सला अनियंत्रितांकडे हलवून, भागाचा आवश्यक व्यास निवडला जातो.









रोलिंग कॉपर ट्यूबमुळे लवचिक धातू किंवा प्लास्टिक सामग्रीपासून आवश्यक आकाराची वर्कपीस तयार करणे शक्य होते.
व्हिडिओ पहा
अशा नळ्यांची किंमत विभाग, भिंतीची जाडी, तांब्याची श्रेणी आणि इतर घटकांवर अवलंबून असते. तांबे पाईप्स आणि फिटिंगची सरासरी किंमत 415 रूबल / किलोपासून सुरू होते. फुटेज द्वारे - 200 rubles / m पासून. पी.
फिटिंगची किंमत 25 - 986 रूबल / तुकडा.
पाणीपुरवठा आणि हीटिंग सिस्टमसाठी तांबे पाईप्सची स्थापना स्वतः करा
- स्थापनेपूर्वी, पाईप्सला आवश्यक लांबीच्या विभागांमध्ये कट करणे आवश्यक आहे.
- पाईप कटर किंवा हॅकसॉसह गरम करण्यासाठी पाईप्स कापणे चांगले.
- पाइपलाइनची आतील पृष्ठभाग बुर आणि मेटल चिप्सपासून मुक्त असणे आवश्यक आहे. हे कार्य पूर्ण करण्यासाठी, तुम्हाला फाइल आणि स्क्रॅपरची आवश्यकता असेल.
- कट पॉइंट समतल करणे आवश्यक आहे, विशेषत: अशा प्रकरणांमध्ये जेथे कटिंग धातूसाठी हॅकसॉने केली गेली होती, ज्यामुळे पाईप किंचित विकृत होते.
- आपण नळीच्या आकाराचे उत्पादन स्वहस्ते किंवा विशेष साधन वापरून वाकवू शकता.
- जर हीटिंग सिस्टममध्ये विशेषतः जटिल आकाराचे वक्र विभाग असतील तर पाईप बेंडर वापरण्याची शिफारस केली जाते. असा वाकणे सामग्रीचे अवांछित क्रीजपासून संरक्षण करेल, जे नंतर गंजण्याची जागा बनू शकते.
- उत्पादने किमान स्वीकार्य त्रिज्यासह वाकलेली असावीत.
- पाईप कटरसह काम करताना वाकण्याची त्रिज्या पाइपलाइनच्या व्यासाच्या किमान 3.5 पट असणे आवश्यक आहे. जर पाईप्स हाताने वाकलेले असतील तर, कमीतकमी 8 व्यासाची वाकलेली त्रिज्या केली पाहिजे.
तांबे पाईप्ससह हीटिंग सिस्टम
कॉपर हीटिंग सिस्टमच्या घटकांचे कनेक्शन दोन आधीच ज्ञात मार्गांनी केले जाते:
- घड्या घालणे फिटिंग्ज;
- सोल्डरिंग पद्धत.
तांबे सहजपणे वाकले जाऊ शकतात या वस्तुस्थितीमुळे, स्थापना सोपी आहे आणि फिटिंगची कमी संख्या आवश्यक आहे. तथापि, हीटिंग सिस्टममध्ये सामग्री एकत्र करण्यासाठी काही नियम लक्षात ठेवणे आवश्यक आहे.
अॅल्युमिनियम रेडिएटर्सचा वापर टाळता येत नसल्यास, संक्रमण स्टील पाईपद्वारे केले जाणे आवश्यक आहे. हे तांबे आणि अॅल्युमिनियममध्ये सामील होताना गंज लागणे टाळण्यास मदत करेल. इतर सामग्रीपासून बनवलेल्या रेडिएटर्ससाठी, उदाहरणार्थ, स्टील किंवा कास्ट लोह, अशा कोणत्याही समस्या नाहीत.
तांबे पाईप्सची स्थापना ही एक प्रक्रिया आहे जी वेगवेगळ्या प्रकारे केली जाऊ शकते. अशा उत्पादनांना जोडण्यासाठी अनेक पर्याय आहेत, ज्यामध्ये असेंब्ली, वेल्डिंग आणि सोल्डरिंग समाविष्ट आहे. इतर उत्पादकांकडून फिटिंग्ज वापरण्याची परवानगी आहे, जे काही विशिष्ट प्रकरणांमध्ये आर्थिक खर्च कमी करू शकतात.
समर्पक संख्या
तांबे पाइपलाइनची स्थापना करण्यासाठी, फिटिंग्ज आवश्यक आहेत. ते एकतर क्रिम केलेले किंवा सोल्डर केले जाऊ शकतात. पहिल्या प्रकरणात, कनेक्शन वेगळे करण्यायोग्य असेल, दुसऱ्यामध्ये - एक-तुकडा.
फिटिंग्जची निवड सर्व घटकांच्या फास्टनिंगवर देखील परिणाम करेल.
विधानसभा
फिटिंगची आवश्यक संख्या मोजल्यानंतर, पाईप असेंब्ली सुरू होते. सुरुवातीला, उत्पादनांच्या कडा फ्लक्सच्या पातळ थराने झाकल्या जातात. ऑक्सिडेशन प्रक्रियेस प्रतिबंध करण्यासाठी प्रक्रिया आवश्यक आहे, जे घटक गरम झाल्यावर आवश्यक आहे. ही प्रक्रिया पद्धत परकीय पदार्थांना सांध्यावर जमा होण्यापासून प्रतिबंधित करते ज्यामुळे ताकदीवर विपरित परिणाम होतो.
फिटिंग्जने क्रिम केलेल्या पाईप्सच्या टोकांना विशेष चिमट्याच्या मदतीने क्लॅम्प केले जाते. या दबावामुळे फिक्सेशन होते.
तांबे पाईप्ससह काम करण्याच्या बारकावे
घरामध्ये अंतर्गत पाइपलाइनची स्थापना करण्यासाठी, आपण प्लास्टिक, धातू-प्लास्टिक किंवा स्टेनलेस स्टीलचे बनलेले पाईप निवडू शकता. परंतु केवळ तांबेपासून बनविलेले एनालॉग अर्ध्या शतकाहून अधिक काळ समस्यांशिवाय आणि दुरुस्ती करण्यास सक्षम आहे.
प्रॅक्टिसमध्ये योग्यरित्या स्थापित केलेल्या तांबे पाईपिंग सिस्टम संपूर्ण ऑपरेशनच्या संपूर्ण कालावधीत योग्यरित्या कार्य करतात, जे कॉटेज किंवा अपार्टमेंट इमारतीसाठी नियुक्त केले जातात.
कॉपर पाईप्स दीर्घकालीन थर्मल भार, क्लोरीन आणि अल्ट्राव्हायलेटपासून घाबरत नाहीत.जेव्हा अतिशीत होते तेव्हा ते क्रॅक होत नाहीत आणि जेव्हा अंतर्गत वातावरणाचे तापमान (पाणी, सांडपाणी, वायू) बदलते तेव्हा ते त्यांची भूमिती बदलत नाहीत. प्लॅस्टिकच्या समकक्षांप्रमाणे, तांबे पाइपलाइन खाली पडत नाहीत. हे प्लास्टिक उच्च तापमानात विस्ताराच्या अधीन आहे, तांबेसह हे व्याख्येनुसार होत नाही.
पाईप तांबे उत्पादनांमध्ये दोन कमतरता आहेत - उच्च किंमत आणि धातूची मऊपणा. तथापि, सामग्रीची उच्च किंमत दीर्घ सेवा आयुष्यासह देते. आणि जेणेकरून पाईप्सच्या भिंती आतून इरोशनमुळे खराब होणार नाहीत, सिस्टममध्ये फिल्टर स्थापित करणे आवश्यक आहे. जर पाण्यात घन कणांच्या स्वरूपात प्रदूषण नसेल तर पाइपलाइन नष्ट होण्यास कोणतीही समस्या येणार नाही.










पाईप प्रक्रिया आणि वेल्डिंग आवश्यकता
तांबे पाईप्ससह काम करताना, खालील नियम पाळले पाहिजेत:
- सोल्डरिंगद्वारे थंड पाणी किंवा गरम पाण्याचे पाईप्स बसवताना, लीड सोल्डरचा वापर वगळला पाहिजे - शिसे खूप विषारी आहे.
- पाण्याचा प्रवाह दर 2 m/s पेक्षा जास्त नसावा, अन्यथा वाळू किंवा इतर घन पदार्थांचे लहान कण हळूहळू पाईपच्या भिंती नष्ट करण्यास सुरवात करतील.
- फ्लक्स वापरताना, स्थापना पूर्ण झाल्यानंतर, पाइपलाइन सिस्टम अयशस्वी झाल्याशिवाय फ्लश करणे आवश्यक आहे - फ्लक्स हा एक आक्रमक पदार्थ आहे आणि तांब्याच्या पाईपच्या भिंतींच्या गंजण्यास हातभार लावेल.
- सोल्डरिंग करताना, जंक्शनला जास्त गरम करण्याची परवानगी दिली जाऊ नये - यामुळे केवळ गळतीचे सांधे तयार होऊ शकत नाहीत तर तांबे उत्पादनाची ताकद देखील कमी होऊ शकते.
- तांब्यापासून इतर धातूंमध्ये (स्टील आणि अॅल्युमिनियम) पाईपचे संक्रमण पितळ किंवा कांस्य अडॅप्टर फिटिंग्ज वापरून करण्याची शिफारस केली जाते - अन्यथा स्टील आणि अॅल्युमिनियम पाईप्स त्वरीत गंजणे सुरू होतील.
- कटिंग पॉईंट्सवरील बर्र्स (धातूचे साठे) आणि बुर काढून टाकणे आवश्यक आहे - त्यांच्या उपस्थितीमुळे पाण्याच्या प्रवाहात अशांत एडीज तयार होतात, ज्यामुळे धूप आणि तांबे पाइपलाइनच्या ऑपरेशनल लाइफमध्ये घट होण्यास हातभार लागतो.
- जोडणीसाठी तांबे पाईप्स तयार करताना, अपघर्षक वापरण्यास सक्तीने मनाई आहे - आतमध्ये स्थापनेनंतर त्यांचे कण सोडल्यास धातूचे नुकसान होईल आणि फिस्टुला तयार होईल.
जर घरातील प्लंबिंग किंवा हीटिंग सिस्टममध्ये, तांब्याव्यतिरिक्त, इतर धातूंचे बनलेले पाईप्स किंवा घटक देखील असतील तर पाण्याचा प्रवाह त्यांच्याकडून तांब्याकडे गेला पाहिजे, उलट नाही. तांब्यापासून स्टील, जस्त किंवा अॅल्युमिनियमकडे पाण्याच्या प्रवाहामुळे पाइपलाइन विभागांना जलद इलेक्ट्रोकेमिकल गंज होईल.
धातूच्या लवचिकता आणि ताकदीमुळे, तांबे पाईप्स सहजपणे कापतात आणि वाकतात. पाइपलाइन एकतर पाईप बेंडर वापरून किंवा फिटिंग्ज वापरून फिरवता येते. आणि विविध उपकरणांसह शाखा आणि कनेक्ट करण्यासाठी, उष्णता-प्रतिरोधक प्लास्टिक, पितळ, स्टेनलेस स्टील आणि कांस्य बनलेले अनेक भाग आहेत.
इतर धातूंसह तांब्याच्या परस्परसंवादावर
बहुतेक खाजगी घरांमध्ये, घरगुती पाण्याचे पाईप्स स्टील आणि अॅल्युमिनियम पाईप्समधून एकत्र केले जातात. हीटिंग सिस्टममध्ये, स्टील किंवा अॅल्युमिनियमचे बनलेले रेडिएटर्स देखील आहेत. तांबे पाईप्सच्या अशा वायरिंगमध्ये चुकीचा समावेश केल्याने बर्याच समस्या आहेत.
सर्वात इष्टतम स्थापना पर्याय म्हणजे केवळ तांबे आणि त्याच्या मिश्र धातुंपासून पाईप्स आणि उपकरणांचा वापर. आता तुम्हाला बायमेटेलिक अॅल्युमिनियम-कॉपर रेडिएटर्स, तसेच संबंधित फिटिंग्ज आणि वाल्व्ह सहज सापडतील. भिन्न धातू एकत्र करणे केवळ अत्यंत प्रकरणांमध्ये आहे.
जर संयोजन अपरिहार्य असेल तर तांबे पाइपलाइन घटकांच्या साखळीतील शेवटचे असावे. विद्युत प्रवाह चालविण्याच्या क्षमतेपासून मुक्त होणे अशक्य आहे. आणि अगदी कमकुवत प्रवाहाच्या उपस्थितीत, हे धातू स्टील, अॅल्युमिनियम आणि झिंकसह गॅल्व्हॅनिक जोडे तयार करते, ज्यामुळे अपरिहार्यपणे त्यांचे अकाली गंज होते. पाणीपुरवठा यंत्रणा स्थापित करताना, त्यांच्यामध्ये कांस्य अडॅप्टर घालणे अत्यावश्यक आहे.
दुसरी संभाव्य समस्या म्हणजे पाण्यातील ऑक्सिजन. त्याची सामग्री जितकी जास्त असेल तितक्या वेगाने पाईप्स खराब होतात. हे एकाच धातूपासून बनवलेल्या आणि वेगवेगळ्या धातूपासून बनवलेल्या पाइपलाइनवर लागू होते.
बर्याचदा, कॉटेज मालक हीटिंग सिस्टममध्ये शीतलक बदलून एक गंभीर चूक करतात. यामुळे केवळ ऑक्सिजनचे पूर्णपणे अनावश्यक भाग जोडले जातात. पाणी पूर्णपणे न बदलणे चांगले आहे, परंतु जेव्हा गरज असेल तेव्हा ते जोडणे चांगले आहे.
अवैध त्रुटी
दोन भागांच्या खराब-गुणवत्तेच्या कनेक्शनचे कारण बहुतेक वेळा घाई असते, म्हणून आपल्याला कापल्यानंतर तयार होणार्या परदेशी लहान वस्तूंच्या अनुपस्थितीसाठी उत्पादनाच्या कडांवर नियंत्रण ठेवणे आवश्यक आहे.
फ्लक्स लागू करताना, अगदी कमी पृष्ठभागाचे क्षेत्र देखील न चुकवण्याचा प्रयत्न करणे महत्वाचे आहे, कारण कोणत्याही दोषामुळे खराब संपर्क होऊ शकतो. जर पृष्ठभागाचा कोणताही भाग किंचित गरम असेल तर, यामुळे दोन धातूंचे कमकुवत संलयन होईल. ओव्हरहाटिंगमुळे फ्लक्स बर्न होऊ शकतो आणि सोल्डरिंग साइटवर स्केल किंवा ऑक्साईड तयार होतो, ज्यामुळे त्याची विश्वासार्हता प्रभावित होते.
ओव्हरहाटिंगमुळे फ्लक्स बर्न होऊ शकतो आणि सोल्डरिंग साइटवर स्केल किंवा ऑक्साईड तयार होतो, ज्यामुळे त्याची विश्वासार्हता प्रभावित होते.
जर पृष्ठभागाचा कोणताही भाग किंचित गरम असेल तर, यामुळे दोन धातूंचे कमकुवत संलयन होईल. ओव्हरहाटिंगमुळे फ्लक्स बर्न होऊ शकतो आणि सोल्डरिंग साइटवर स्केल किंवा ऑक्साईड तयार होतो, ज्यामुळे त्याची विश्वासार्हता प्रभावित होते.
तांबे बनवलेल्या पाईप्समध्ये सामील होण्यासाठी पर्याय
हीटिंग एकत्र करताना, विविध स्थापना पद्धती वापरल्या जातात. तर, कॉपर पाईप्सचे डॉकिंग कोलॅप्सिबल आणि नॉन-कॉलेप्सिबल पद्धतीने केले जाते. पहिल्या प्रकरणात, फ्लॅंज, थ्रेडेड फास्टनर्स, फिटिंग्ज वापरली जातात, जी स्वयंचलितपणे निश्चित केली जातात. विभक्त नसलेल्या हीटिंग सिस्टमची रचना करताना, दाबणे, सोल्डरिंग आणि वेल्डिंग वापरली जाते.
वेल्डिंग संयुक्त
चला तांबे पाईप्स वेल्डिंगच्या प्रक्रियेवर एक नजर टाकूया. हे डॉकिंग तंत्र 108 मिमी किंवा त्याहून अधिक व्यासासह पाईप्सवर लागू केले जाते. हीटिंग सामग्रीची भिंत जाडी किमान 1.5 मिमी असणे आवश्यक आहे. वेल्डिंग कार्य पार पाडण्यासाठी, या प्रकरणात, फक्त बट करणे आवश्यक आहे, तर योग्य तापमान 1084 अंश असावे. हे जोडण्यासारखे आहे की हीटिंग स्थापित करण्यासाठी हा पर्याय हाताने करण्याची शिफारस केलेली नाही.
आज, बांधकाम व्यावसायिक अनेक प्रकारचे वेल्डिंग वापरतात:
- ऑक्सि-एसिटिलीन प्रकारचे बर्नर वापरून गॅस वेल्डिंग.
- उपभोग्य इलेक्ट्रोडसह वेल्डिंग, अक्रिय वायू वातावरणात केले जाते - आर्गॉन किंवा हीलियम.
- वेल्डिंग ज्यामध्ये गैर-उपभोग्य इलेक्ट्रोड वापरले जातात.
बर्याच बाबतीत, तांबे घटकांमध्ये सामील होण्यासाठी आर्क वेल्डिंग पद्धत वापरली जाते. पाईपलाईन एकत्र करण्यासाठी ज्या पाईप्सचा वापर करण्याचे नियोजित आहे ते शुद्ध तांबे बनलेले असल्यास, आर्गॉन, नायट्रोजन किंवा हीलियम वातावरणात नॉन-फ्यूसिबल टंगस्टन इलेक्ट्रोड वापरणे आवश्यक आहे. तांबे घटक वेल्डिंग करताना, प्रक्रिया जलद असणे आवश्यक आहे.हे पाईपच्या मेटल बेसवर विविध ऑक्सिडेशन तयार होण्यास प्रतिबंध करेल.











तांबे पाईप्सचे वेल्डिंग संयुक्त
अशा कनेक्शनला सामर्थ्य देण्यासाठी, डॉकिंगचे काम पूर्ण झाल्यानंतर, परिणामी जोडांचे अतिरिक्त फोर्जिंग करण्याची शिफारस केली जाते.
फ्लेअरिंग कनेक्शन
असे होते की हीटिंग सिस्टमच्या स्थापनेदरम्यान वेल्डिंग टॉर्चचा वापर केल्याने काही गैरसोय होते. या प्रकरणात, तांबे पाईप सांधे भडकण्याचा अवलंब करण्याची शिफारस केली जाते. ही स्थापना पद्धत विलग करण्यायोग्य असेल, जी सक्तीने हीटिंग असेंब्ली झाल्यास सकारात्मक भूमिका बजावेल.
या प्रकारच्या ऑपरेशनसाठी फ्लेअरिंग डिव्हाइसची अनिवार्य उपस्थिती आवश्यक असेल. फ्लेअरिंगद्वारे हीटिंग पाईप्स कसे जोडायचे याबद्दल आम्ही तपशीलवार वर्णन करण्याचा प्रयत्न करू:
- सुरवातीला, पाईपची टीप साफ केली जाते जेणेकरून सामग्रीच्या सॉईंग दरम्यान तयार झालेले स्कफ्स आणि बर्र्स त्याच्या पृष्ठभागावरून काढून टाकावेत;
- पाईपवर एक कपलिंग निश्चित केले आहे;
- नंतर पाईप क्लॅम्पिंग डिव्हाइसमध्ये घातला जातो, ज्याच्या मदतीने पुढील विस्तार केला जातो;
- नंतर पाईपच्या टोकाचा कोन 45 अंशांपर्यंत पोहोचेपर्यंत आपण टूलचा स्क्रू घट्ट करणे सुरू केले पाहिजे;
- पाईप क्षेत्र जोडणीसाठी तयार झाल्यानंतर, त्यावर एक कपलिंग आणले पाहिजे आणि काजू घट्ट केले पाहिजेत.
आपण खालील व्हिडिओमध्ये प्रक्रियेबद्दल अधिक जाणून घेऊ शकता.
कनेक्शन पद्धत दाबा
हीटिंग पाईप्स स्थापित करण्यासाठी वरील सर्व पद्धतींव्यतिरिक्त, दाबण्याचे तंत्र देखील आहे. या प्रकरणात तांबे घटकांमध्ये सामील होण्यासाठी, पाईपचे पूर्वी तयार केलेले टोक कपलिंगमध्ये घालणे आवश्यक आहे जोपर्यंत ते थांबत नाही. यानंतर, हायड्रॉलिक किंवा मॅन्युअल प्रेसचा वापर आवश्यक असेल, ज्याद्वारे पाईप्स निश्चित केले जातील.
जर गरम जाड-भिंतींच्या पाईप्समधून एकत्र करण्याची योजना आखली असेल तर, विशेष कॉम्प्रेशन स्लीव्हसह प्रेस फिटिंग्ज आवश्यक असतील. हे घटक आतून गरम करण्यासाठी पाईप्स आणि फिटिंग्ज कॉम्प्रेस करणे शक्य करतात, तर बाह्य सील संरचनेची उत्कृष्ट घट्टपणा प्रदान करतात.
थ्रेड प्रकार कनेक्शन
दुर्दैवाने, बाजारात थ्रेडेड कनेक्शनसह तांबे पाईप्स शोधणे अशक्य आहे आणि म्हणूनच हीटिंग सिस्टमच्या भागांमध्ये सामील होण्यासाठी युनियन नट असलेल्या फिटिंग्ज वापरण्याची प्रथा आहे.
इतर सामग्रीच्या पाईप्ससह तांबे पाईप्स जोडण्यासाठी, कांस्य किंवा पितळ थ्रेडेड फिटिंग्ज वापरली जातात. त्यांचा वापर गॅल्व्हॅनिक गंज होण्याची शक्यता काढून टाकतो. पाईप्सचा व्यास भिन्न असल्यास, विशेष विस्तारकांच्या मदतीचा अवलंब करा.
कॉपर हीटिंग सिस्टमसाठी आज वापरल्या जाणार्या सीलचे प्रकार लक्षात घेता, दोन प्रकारचे थ्रेडेड कनेक्शन आहेत:
- कोनिक प्रकाराचे एकत्रीकरण ("अमेरिकन"). उच्च तापमान निर्देशकांच्या परिस्थितीत हीटिंग इन्स्टॉलेशनसाठी या घटकांची शिफारस केली जाते.
- फ्लॅट प्रकार कनेक्शन. अशा सामग्रीमध्ये त्यांच्या डिझाइन सीलमध्ये विविध रंगांच्या पॉलिमरिक सामग्रीचा समावेश आहे. आपण अशा घटकांसह कार्य करू शकता असे तापमान दर्शविण्यासाठी गॅस्केट वेगवेगळ्या रंगात रंगवले जातात.
तांबे पाईप्ससाठी कनेक्शन आकृती
ब्रेक पाईप्सचा उद्देश
कोणत्याही हायड्रॉलिक सिस्टमला ओळींची आवश्यकता असते ज्याद्वारे कार्यरत यंत्रणांना द्रव पुरवला जातो. कारची ब्रेकिंग सिस्टम अपवाद नाही, परंतु त्याची स्वतःची वैशिष्ट्ये आहेत.ते ब्रेकच्या डिझाइनसह आणि वापरलेल्या कार्यरत द्रवपदार्थाच्या तांत्रिक वैशिष्ट्यांसह जोडलेले आहेत, ज्यासाठी अतिशय कठोर आवश्यकता लागू केल्या आहेत:
- ते 200 अंशांपेक्षा जास्त तापमानात उकळू नये;
- चाळीस-डिग्री फ्रॉस्टमध्ये तरलता गमावू नका;
- ब्रेक सिस्टमच्या रबर भागांवर आक्रमक होऊ नका;
- गंज होऊ नका.
शेवटचा मुद्दा ब्रेक पाईप्ससाठी विशेषतः महत्वाचा आहे, जो आधुनिक कारच्या वाहनाचा अविभाज्य भाग आहे. ठराविक ब्रेकिंग सिस्टमच्या ऑपरेशनच्या तत्त्वाचा विचार करा.
वाहन स्टॉप अल्गोरिदम खालील क्रियांशी संबंधित आहे:
- ड्रायव्हर, आवश्यक असल्यास, कारचा वेग पूर्णपणे थांबेपर्यंत कमी करण्यासाठी, योग्य शक्तीने ब्रेक पेडल दाबा;
- पेडल रॉड थेट ब्रेक मास्टर सिलिंडरच्या पिस्टनवर कार्य करते, त्यास कृतीत आणते;
- पिस्टन, सिलेंडरमध्ये फिरतो, ब्रेक फ्लुइडवर कार्य करतो, एक विशिष्ट घटना तयार करतो;
- द्रव, ज्याची संकुचितता शून्याच्या जवळ आहे, महामार्गाच्या बाजूने फिरते आणि प्रत्येक चाकावर असलेल्या ब्रेक सिलेंडरवर कार्य करते;
- पिस्टन ब्रेक पॅडवर गती प्रसारित करतात, जे डिस्कच्या विरूद्ध दाबून, ब्रेकिंग फोर्स तयार करतात, चाकांचे फिरणे कमी करतात.
या साखळीमध्ये, ब्रेक पाईप्स हायड्रॉलिक लाइनचा अविभाज्य भाग आहेत ज्याद्वारे कार्यरत द्रव हलतो. त्यांचे कार्य टीजेची गळती रोखणे आहे, म्हणून ब्रेक सिस्टमच्या इतर घटकांसह त्यांच्या कनेक्शनची गुणवत्ता विशेष महत्त्वाची आहे. यासाठी, फ्लेअरिंग नावाचे तांत्रिक ऑपरेशन वापरले जाते.









त्याचे सार ट्यूबच्या शेवटच्या भागाच्या विकृतीमध्ये आहे जेणेकरून त्याचा व्यास समान रीतीने वाढेल (विरुद्ध ऑपरेशन, ज्यामध्ये ट्यूबच्या टीपचा व्यास कमी करणे समाविष्ट असते, त्याला रोलिंग म्हणतात). ट्यूब्सचे एकमेकांशी किंवा ट्यूबचे मॅनिफोल्डशी सर्वात घट्ट कनेक्शन सुनिश्चित करण्यासाठी फ्लेअरिंग आवश्यक आहे.
आम्ही आधीच नमूद केल्याप्रमाणे, ब्रेक पाईप्स यांत्रिक तणावाच्या अधीन आहेत, ते खराब होऊ शकतात, ज्यामुळे सिस्टमला उदासीनता येते - या प्रकरणात, त्यांना पुनर्स्थित करण्यासाठी त्वरित ऑपरेशन आवश्यक आहे. हा ब्रेक सिस्टम घटक बदलण्याचे सामान्य कारण म्हणजे सामान्य झीज आणि झीज.
ट्यूबचा विस्तार करण्याच्या प्रक्रियेमध्ये तीन टप्पे असतात:
- ट्यूब शीट आणि ट्यूबच्या टीपमधील आवश्यक अंतराचे निर्धारण;
- दोन्ही नळ्या आणि ट्यूब शीट्सचे भडकणे;
- ट्यूबच्या आतील भिंतींमधून ओलसर भार काढून टाकणे.
विकृती तंत्रज्ञानासाठी आवश्यक आहे की ब्रेक ट्यूबची धातू तथाकथित प्लास्टिक विकृतीच्या अधीन आहे आणि लोखंडी जाळीची धातू लवचिक विकृतीच्या अधीन आहे. ही स्थिती सुनिश्चित करण्यासाठी, जाळी कडक धातूपासून बनविली जाते, ज्यामुळे, विस्ताराची अवस्था पूर्ण झाल्यानंतर, ट्यूब शेगडी ट्यूबला पूर्णपणे "पकडणे" देते.
अशा कनेक्शनची आवश्यक घट्टपणा सुनिश्चित करणे संपर्काच्या भागांच्या बाह्य पृष्ठभागांदरम्यान तयार केलेल्या संपर्क दाब पद्धतीचा वापर करून केले जाते. काही प्रकरणांमध्ये, फ्लेर्ड पाईपच्या टोकांना जोडण्याच्या तंत्रज्ञानामध्ये वेल्डिंगचा वापर समाविष्ट असतो - या पद्धतीला एकत्रित म्हणतात.
फॅक्टरीमध्ये, हायड्रॉलिक, वायवीय किंवा इलेक्ट्रिक ड्राईव्हसह सुसज्ज असलेल्या विशेष मशीनचा वापर करून फ्लेअरिंग केले जाते, जे रोटेशन गती नियंत्रित करण्याची शक्यता प्रदान करते. कनेक्शनची आवश्यक विश्वसनीयता सुनिश्चित करण्यासाठी हे ड्राइव्हवर अवलंबून आहे.
ब्रेक पाईप्स बदलताना, फ्लेअरिंग एका विशेष साधनाचा वापर करून चालते जे ऑटो शॉपमध्ये खरेदी केले जाऊ शकते.
तांबे पाईप्स जोडण्याच्या पद्धती
सराव मध्ये, तांबे पाइपलाइन एकत्र करण्यासाठी दोन पद्धतींपैकी एक वापरली जाते - सोल्डरिंग किंवा यांत्रिक क्रिमिंगद्वारे.
गॅस टॉर्चसह सोल्डरिंगचे रहस्य
सिस्टम माउंट करण्यासाठी सोल्डरिंग पद्धत निवडताना, खालील गोष्टी विचारात घेतल्या पाहिजेत: अशा प्रकारे केलेले सर्व कनेक्शन एक-तुकडा आहेत. सोल्डरिंग घट्टपणाची उच्च टक्केवारी प्रदान करते, परंतु काही देखभाल प्रतिबंध लादते. अतिरिक्त जटिलतेशिवाय सिस्टम अपग्रेड करणे अनेकदा अशक्य आहे.
म्हणून, जर पाणी पुरवठा (हीटिंग सिस्टम) चा काही भाग बदलणे आवश्यक असेल, उदाहरणार्थ, नवीन उपकरणांच्या परिचयामुळे, अडचणी उद्भवू शकतात. सिस्टीममध्ये कपलिंग, टी किंवा इतर भाग समाविष्ट करण्यासाठी तुम्हाला पुन्हा गॅस बर्नर आणि सोल्डरिंग तंत्र वापरावे लागेल.
म्हणून, भिंतींवर किंवा मजल्याखाली लपलेल्या प्लंबिंग प्रकल्पांमध्ये सोल्डर जॉइंट्सचा वापर केला जातो.
सोल्डरिंग प्रक्रिया गॅस बर्नर (ओपन फायर आणि दहन उत्पादने) च्या ऑपरेशनशी अविभाज्यपणे जोडलेली आहे. म्हणूनच, हे तंत्र स्थापनेसाठी नेहमीच योग्य नसते, विशेषत: ज्या खोल्यांमध्ये पूर्वी उत्कृष्ट फिनिश केले गेले होते.
चरणबद्ध स्थापना प्रक्रिया सोल्डरिंग:
- दोन पाईप आकारात कापले जातात.शेवटचा भाग burrs पासून साफ केला जातो.
- पाईप्सपैकी एकाचा शेवटचा भाग कॅलिब्रेटरने वाढविला जातो - एक घंटा बनविली जाते.
- मेटल ब्रश आणि सॅंडपेपरसह, सोल्डरिंग पॉइंट्स चमकण्यासाठी स्वच्छ करा.
- स्वच्छ केलेल्या पृष्ठभागावर फ्लक्स सोल्यूशनने उपचार केले जातात.
- प्रक्रिया केलेले भाग एकमेकांमध्ये घातले जातात.
- जंक्शन बर्नरने सोल्डरच्या वितळण्याच्या बिंदूपर्यंत (350-500ºС) गरम केले जाते.
- सोल्डर रॉडचा शेवट सॉकेटच्या खालच्या काठाला स्पर्श करतो.
उच्च तापमानाच्या प्रभावाखाली, सोल्डर वितळते आणि नोजलच्या भिंती आणि सॉकेटमधील अंतरामध्ये फ्लक्सच्या धुकेद्वारे तयार केलेल्या केशिका प्रभावामुळे घसरते. याचा परिणाम एक व्यवस्थित आणि उच्च दर्जाचा सोल्डर जॉइंट बनतो. पाईप-इन-पाइप सोल्डरिंगचे हे फक्त एक उदाहरण आहे.
फिटिंग्ज आणि इतर घटकांसह सोल्डरिंग त्याच प्रकारे केले जाते.
सोल्डरिंग कॉपर पाईप्ससाठी चरण-दर-चरण सूचना तसेच कामाच्या तांत्रिक बारकावे या लेखात दिल्या आहेत.
कम्प्रेशन फिटिंगसह कनेक्शन
जर आपण दुसरे व्यापक तंत्रज्ञान - यांत्रिक क्रिमिंग वापरत असाल तर आपल्या स्वत: च्या हातांनी तांबे पाईप्सची स्थापना करणे खूप सोपे आणि सोपे आहे. या प्रकरणात तांबे पाईप्सचे कनेक्शन तयार करण्यासाठी, विशेष फिटिंग्ज वापरली जातात.










पॉलीप्रोपीलीन पाईप्ससह काम करताना अंदाजे समान घटक वापरले जातात. पण तांब्यासाठी, ते क्रिंप रिंगची थोडी वेगळी रचना करतात - एक-तुकडा, कट न करता.
कॉम्प्रेशन फिटिंग पितळ बनलेले आहेत. सामग्रीच्या प्लॅस्टिकिटीच्या प्रमाणानुसार, तांबे आणि पितळासाठी ही मूल्ये जवळजवळ समान आहेत.
पितळ-तांब्याच्या जोडीच्या बंधनाचे एक महत्त्वाचे वैशिष्ट्य म्हणजे सामग्रीमधील गॅल्व्हॅनिक जोडणीची जवळजवळ पूर्ण अनुपस्थिती.
हा घटक ऑपरेशन दरम्यान कनेक्शनच्या शुद्धतेची हमी देतो - ऑक्साईडची अनुपस्थिती, गंज इ.
अॅल्युमिनियमची परिस्थिती अगदी वेगळी आहे. ही धातू, पितळेच्या विपरीत, तांब्याशी गॅल्व्हॅनिकली जोडलेली असते. अशा परिस्थितीत जेव्हा नळाचे पाणी क्षारांनी भरलेले असते, म्हणजेच ते सक्रिय इलेक्ट्रोलाइट असते, तेव्हा इलेक्ट्रोकेमिकल प्रतिक्रिया घडण्यासाठी अनुकूल वातावरण तयार होते.
अशा प्रतिक्रियेच्या प्रभावाखाली, अॅल्युमिनियम नष्ट होते. म्हणून, तांबे पाईप्स आणि अॅल्युमिनियम रेडिएटर्स (किंवा इतर अॅल्युमिनियम उपकरणे) चे थेट कनेक्शन अवांछित आहे. उदाहरणार्थ, स्टील संक्रमणे वापरली पाहिजेत.
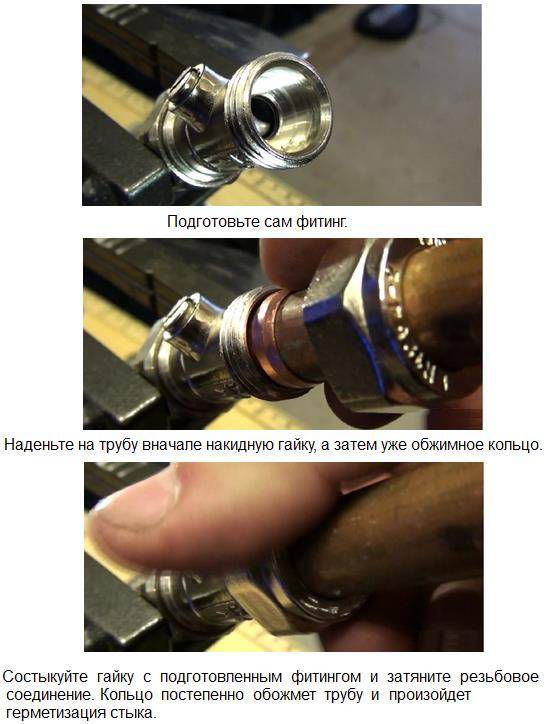
क्रिमिंग करून फिटिंग माउंट करणे:
- पाईपचे शेवटचे क्षेत्र डीब्युर केलेले आहे.
- पाईपच्या शेवटी एक कोळशाचे गोळे, फेरूल, फिटिंग ठेवले जाते.
- इच्छित आकारासाठी रेंचसह, फिटिंग एकाच स्थितीत ठेवली जाते.
- दुसऱ्या रेंचसह, नट फिटिंगच्या धाग्यावर खराब केले जाते.
तांब्याच्या पाईपच्या व्यासासह क्रिंप रिंग एकसमान दाबल्यामुळे कनेक्शनची घट्टता प्राप्त होते. नट घट्ट करताना अत्यंत शक्ती वापरण्याची शिफारस केलेली नाही. प्रारंभिक स्टॉपच्या ठिकाणापासून, नट 1-2 वळणे ताणणे पुरेसे आहे.
प्रेस कनेक्टर वापरण्याचे फायदे म्हणजे ते वेगळे केले जाऊ शकतात आणि आवश्यक असल्यास ते पुन्हा एकत्र केले जाऊ शकतात. परंतु त्याच वेळी, अशा सांधे सील करण्याच्या गुणवत्तेवर बाह्य आणि अंतर्गत वातावरणाच्या तापमानातील बदलांचा प्रभाव पडतो.
बर्याचदा, तापमानातील बदलांमुळे, क्रिंप कनेक्शन लीक होतात. असा दोष सहजपणे आणि द्रुतपणे काढून टाकला जातो - युनियन नट घट्ट करून.
तथापि, पाणीपुरवठा यंत्रणेच्या छुप्या स्थापनेसाठी, तांबे पाईप्सच्या कोलेट जोडांना क्रिमिंग करण्याची पद्धत स्पष्टपणे योग्य नाही.



