- टिपा आणि युक्त्या
- सोल्डरिंग
- नल योग्यरित्या कसे वंगण घालावे
- सीलिंग टेपचे प्रकार
- अॅनारोबिक अॅडेसिव्ह सीलंट
- कपलिंग
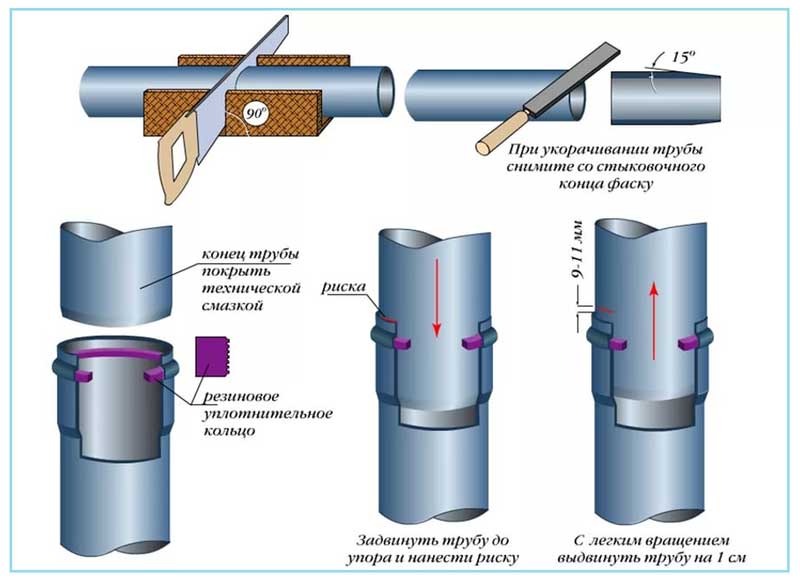
- धातू आणि प्लास्टिकचे बनलेले डॉकिंग पाईप्स
- गॅस पाईप्सचे फ्लॅंज कनेक्शन
- GOI पॉलिशिंग पेस्ट आर्किमिडीज नॉर्मा
- तक्ता 1. अपघर्षक GOST 3647-80
- पॉलिशिंग क्षमता काय आहे
- लॅपिंग ऑर्डर
- लॅपिंगचा क्रम खालीलप्रमाणे आहे:
- तागाचे
- हीटिंग सिस्टम स्थापित करण्यासाठी कोणती सील निवडणे चांगले आहे
- थर्मोसेलंटचा उद्देश आणि विविधता
- सीलिंग टेपचे मुख्य तांत्रिक गुणधर्म
- सोल्डरिंग कॉपरचे नियम
- सोल्डरिंग मोठ्या भाग
- सोल्डरिंग वायर किंवा वायर
- तांब्यामध्ये सोल्डरिंग डिशेस किंवा सोल्डरिंग छिद्र
- कनेक्शनची घट्टपणा तपासण्यासाठी पद्धती
- थ्रेडेड फिटिंग्जच्या स्थापनेची वैशिष्ट्ये
- चरण-दर-चरण स्थापना सूचना
- थ्रेडशिवाय मेटल पाईप कनेक्शन
- तागाचे धागा सह sealing
- पॅकेजिंगचा प्रश्न
टिपा आणि युक्त्या
व्यावसायिक कारागीर थ्रेडेड कनेक्शनची सीलिंग सर्वात सोपी आणि टिकाऊ कशी बनवायची याबद्दल अनेक शिफारसी सामायिक करतात.
- अशी भीती बाळगू नका की पाईपच्या आतील भागातून असुरक्षित सीलंट बाहेर येईल. ते कडक होणार नाही आणि पाणीपुरवठा यंत्रणेच्या ऑपरेशन दरम्यान ते फक्त पाण्याने धुतले जाईल.अॅनारोबिक जेल पूर्णपणे निरुपद्रवी असतात, परंतु तरीही नल थोडावेळ उघडे ठेवणे चांगले आहे जेणेकरून जास्तीचे सीलंट पूर्णपणे काढून टाकले जाईल.
- थ्रेड सीलंटसह स्क्रूइंग कनेक्शनवर उपचार करताना, थ्रेड्स रेंचसह घट्ट करणे आवश्यक नाही. हातांचा जास्तीत जास्त प्रयत्न पुरेसा असेल, परंतु तुम्हाला ते तुमच्या सर्व शक्तीने गुंडाळण्याची गरज आहे.
- जर पाईप नाजूक असेल, तर तुम्हाला सीलंटने उपचार केलेले सांधे मोकळे करण्याचा प्रयत्न करण्याची गरज नाही. उष्णता त्वरित लागू करणे आवश्यक आहे. 170 अंश पुरेसे असेल.
- शक्य असल्यास, तात्पुरत्या स्थापनेसाठी सीलंट वापरण्यापासून परावृत्त करणे चांगले. कनेक्शन काढून टाकण्यासाठी खूप वेळ आणि प्रयत्न करावे लागतील, जे पूर्णपणे भरलेले नाही. तात्पुरत्या वापरासाठी सीलंट थ्रेड्स किंवा लिनेनचा वापर करणे चांगले आहे.
थ्रेड सीलंटच्या वैशिष्ट्यांसाठी, खालील व्हिडिओ पहा.
सोल्डरिंग
 सोल्डरिंग पॉलिथिलीन पाईप्ससाठी उपकरणे
सोल्डरिंग पॉलिथिलीन पाईप्ससाठी उपकरणे
बट सोल्डरिंग म्हणणे अधिक योग्य होईल. हे पॉलिथिलीन पाईप्ससाठी देखील वापरले जाते. त्याच्या अंमलबजावणीची अट दोन स्पष्ट भागांची गतिशीलता असेल. अन्यथा, प्रक्रिया खंडित होईल. कार्यक्षमतेच्या बाबतीत, ते इलेक्ट्रोफ्यूजनपेक्षा निकृष्ट नाही. काम करण्यासाठी आपल्याला मॉड्यूलर युनिटची आवश्यकता असेल. त्याचे घटक हायड्रॉलिक युनिट, कटर, सोल्डरिंग लोह आणि सेंट्रलायझर आहेत. ते योग्यरित्या वापरण्यासाठी, पुढीलप्रमाणे पुढे जा:
- प्रक्रिया केल्या जाणार्या पाईपच्या आकारानुसार इन्सर्ट्स एका विशेष व्हाईसमध्ये माउंट केले जातात.
- पाईप्स क्लॅम्प केलेले आहेत. उत्साही होऊ नका, जर तुम्ही बोल्ट अधिक घट्ट केले तर शेवट वर्तुळाचा आकार गमावेल, ज्यामुळे समस्या निर्माण होतील.
- सोल्डर केलेले क्षेत्र घाण आणि धूळ स्वच्छ केले जातात.
- बांधकाम चाकू किंवा इतर उपकरण, जर असेल तर, चेम्फरवरील चिप्स काढून टाकते.
- हायड्रॉलिक ब्लॉकवर, सेंट्रलायझरवरील घटकांची हालचाल सुरू होण्यापूर्वी झडप हळूहळू उघडते. दबाव मूल्य कार्यरत म्हणून चिन्हांकित केले आहे.
- भाग प्रजनन केले जातात, त्यांच्या दरम्यान एक ट्रिमर घातला जातो. ते सुरू होते आणि शिफ्टिंग पुन्हा केले जाते. चाकूच्या काही वळणानंतर, डिव्हाइस उचलले जाऊ शकते.
- जॉइंटची शुद्धता आणि समानता तपासण्यासाठी, नोझल पुन्हा हलवले जातात आणि चांगले तपासले जातात.
- सांधे एक दिवाळखोर नसलेला किंवा अल्कोहोल पुसणे सह degreased आहेत.
- सोल्डरिंग लोह गरम केले जाते.
- सेट तापमानापर्यंत पोहोचल्यानंतर, ते भागांमध्ये स्थापित केले जाते.
- सोल्डरिंगसाठी दबाव टेबलनुसार सेट केला जातो आणि सेंट्रलायझर मॉड्यूल्स पुन्हा शिफ्ट केले जातात. 1 मिमीच्या प्रवाहाची निर्मिती होईपर्यंत ते तणावात असतात.
- त्यानंतर, दबाव सोडला जातो आणि ते आणखी काही सेकंदांसाठी उबदार होतात.
- भाग वेगळे होतात आणि हीटर काढला जातो. 5 सेकंदांच्या आत, ते आणखी 5 सेकंदांसाठी पॉवर अंतर्गत पुन्हा कनेक्ट केले जाणे आवश्यक आहे. त्यानंतर, शक्ती काढून टाकली जाते आणि थंड होण्याची वेळ प्रतीक्षा केली जाते.
कूलिंगसाठी दर्शविलेल्या कालावधीच्या समाप्तीपर्यंत, कोणत्याही परिस्थितीत व्हिसे काढू नये किंवा पाईप कोणत्याही प्रकारे वाकवू नयेत. यामुळे नैराश्य येऊ शकते.
नल योग्यरित्या कसे वंगण घालावे
कोणत्याही गॅस वाल्वच्या दुरुस्तीसाठी सामान्य अल्गोरिदम खालील चरणांवर येतो:
- गॅस पुरवठा बंद करा.
- स्विचबोर्डमधील मेन डी-एनर्जीझ करा. काही कारणास्तव तेथे प्रवेश अवरोधित असल्यास, सॉकेटमधून सर्व विद्युत उपकरणे आणि दिवे बंद करा.
- सर्व ज्वलनशील पदार्थ आणि भांडी (माचेस, सॉल्व्हेंट्स इत्यादीसह) काढून टाका.
- स्वयंपाकघराचा दरवाजा बंद करा आणि खिडकी उघडा.
- तोटी विस्कळीत करा.
- ओल्या कापडाने राइजर पाईप लावा.
- वंगण लावा.
- चिंध्या काढा आणि नल एकत्र करा.
- खोलीला हवेशीर करा.
क्रेन नष्ट करण्यासाठी अनुभव आणि अत्यंत अचूकता आवश्यक आहे. जर तुम्हाला स्टोव्हवर गॅस लाइन वंगण घालण्याची आवश्यकता असेल, तर तुम्हाला टर्नटेबल्स (ध्वज) आणि त्यांच्या खाली पुढील किंवा वरचे पॅनेल काढावे लागेल. नळ यंत्र उघडेल.

हेफेस्टस प्रकारच्या स्टोव्हसाठी, बर्नरसह पॅनेल वाढवणे आवश्यक नाही - समोरचे आवरण स्वतःच काढून टाकले जाते, परंतु ते अगदी सोपे आहे, कारण ते स्व-टॅपिंग स्क्रूशी जोडलेले आहे. वाल्व दोन स्क्रूसह फ्लॅंजसह निश्चित केले आहेत - त्यांना काढण्यासाठी, आपल्याला फिलिप्स स्क्रू ड्रायव्हरची आवश्यकता असेल.
सीलिंग टेपचे प्रकार
ही सामग्री 10 मीटर लांब कॉइलवर वळणाच्या स्वरूपात तयार केली जाते. प्लंबिंग, गॅस आणि हीटिंगसह प्रेशर सिस्टममध्ये पाईप थ्रेड्सवर वळण लावण्यासाठी हे यशस्वीरित्या वापरले जाते.
सांध्यातील त्याचा उद्देश एक विकृत फिलर आहे जो थ्रेड वंगण म्हणून कार्य करतो, घट्टपणा वाढविण्यास हातभार लावतो. हे सील 3 प्रकारांमध्ये उपलब्ध आहे:
- प्रकार 1 - शुद्ध पेट्रोलियम जेली वापरून आक्रमक द्रव्यांच्या वाहतुकीसाठी पाइपलाइन सिस्टममध्ये वापरण्यासाठी;
- प्रकार 2 - मजबूत ऑक्सिडायझिंग एजंट पंप करण्यासाठी, जे तेलांच्या स्वरूपात अतिरिक्त सीलेंट वापरण्यास प्रतिबंधित करते;
- प्रकार 3 - तुलनेने शुद्ध द्रव आणि वायू वाहतूक करण्यासाठी वापरला जातो, स्नेहन वापर वगळण्यात आला आहे.
अॅनारोबिक अॅडेसिव्ह सीलंट
या सामग्रीमध्ये चांगली चिकटपणा आणि द्रव सुसंगतता आहे. ते त्यांचे गुणधर्म न बदलता खुल्या हवेत बराच वेळ शोधू शकतात. जेव्हा ते थ्रेडेड जोड्यांमध्ये प्रवेश करतात जेथे हवा नसते, तेव्हा ते संकुचित न होता पॉलिमराइज करतात. परिणाम म्हणजे एक अतिशय मजबूत आणि घन पदार्थ, गुणधर्मांमध्ये प्लास्टिकसारखेच. हे उत्कृष्ट सीलिंग प्रदान करते आणि पाईप्समधील द्रव किंवा वायूच्या दाबाकडे दुर्लक्ष करून थ्रेडमधील अंतर पूर्णपणे भरते.अॅनारोबिक अॅडेसिव्हचा एक महत्त्वाचा फायदा असा आहे की ते केवळ थ्रेडेड कनेक्शनमध्ये घन पदार्थात बदलतात आणि खुल्या हवेत ते द्रव राहतात आणि उपकरणे आणि वाल्व्ह अडकत नाहीत. ते पृष्ठभागावरून सहजपणे काढले जाऊ शकतात. ही सामग्री उद्योगात मोठ्या प्रमाणावर वापरली जाते.
अॅनारोबिक अॅडेसिव्ह थेट पॅकेजिंगमधून सहजपणे लागू केले जाऊ शकतात. मोठ्या प्रमाणात काम करताना, डिस्पेंसर वापरणे फायदेशीर आहे. वेगवेगळ्या प्रकारच्या चिकट्यांमध्ये पदार्थाच्या पॉलिमरायझेशनच्या वेळा वेगवेगळ्या असतात, 3 मिनिटांपासून ते अनेक तासांपर्यंत. विशिष्ट चिकटपणाची निवड तांत्रिक कार्यावर अवलंबून असते. जर तुम्हाला त्वरीत इन्स्टॉलेशनची आवश्यकता असेल, तर तुम्ही कमी वेळेसह चिकटवता वापरावा. अशा परिस्थितीत जिथे कनेक्शन समायोजित करणे आवश्यक आहे, नंतर आपण एक चिकटवता निवडू शकता जो काही काळानंतर अंतिम आकार घेतो.
अॅनारोबिक अॅडेसिव्हसह सील केलेले संयुक्त पारंपारिक साधनांचा वापर करून वेगळे केले जाऊ शकते. कडक झाल्यानंतर, चिकटविरहित आहे, जे अन्न उद्योगासाठी योग्य बनवते. अॅनारोबिक सीलंटचे ऑपरेटिंग तापमान -55 ते +150 अंश सेल्सिअस असते. काही प्रकारचे गोंद +200 अंशांपर्यंत टिकू शकतात. उच्च तापमानाच्या संपर्कात आल्यावर, ते गुणधर्म न बदलता त्यांचे कार्य करणे सुरू ठेवू शकतात.
अॅनारोबिक अॅडेसिव्हची किंमत इतर प्रकारच्या सीलंटपेक्षा जास्त आहे. तथापि, ते घोषित किंमत पूर्ण करतात. अॅनारोबिक अॅडेसिव्ह वापरून कनेक्शनची विश्वासार्हता इतर कोणत्याही सामग्रीपेक्षा खूप जास्त आहे. प्रत्येक मालक स्वत: साठी निवडतो की त्याच्यासाठी काय अधिक महत्वाचे आहे: आत्मविश्वास आणि विश्वसनीयता किंवा सिस्टम ब्रेकडाउन झाल्यास मोठ्या नुकसानाची शक्यता.
अॅनारोबिक अॅडेसिव्ह-सीलंटच्या निःसंशय फायद्यांमध्ये वापरण्यास सुलभता, बळाचा विचार न करता धागे सील करणे, वंगणामुळे सिस्टीमची सुलभ स्थापना, अधिक वायू किंवा द्रव दाब सहन करण्याची क्षमता, पैशासाठी चांगले मूल्य, उघड्यावर द्रव स्वरूपाचे संरक्षण यांचा समावेश होतो. हवा
या पदार्थाच्या तोट्यांमध्ये ऑक्सिडायझिंग आणि ऑक्सिजन वातावरणात आणि पॉलिमरायझेशन वेळेत वाढ झाल्यामुळे कमी तापमानात वापरण्याची अशक्यता समाविष्ट आहे. ही रचना केवळ कोरड्या धाग्यांवर वापरली जाऊ शकते आणि M80 पेक्षा जास्त व्यास असलेल्या पाईप्सच्या स्थापनेसाठी शिफारस केलेली नाही.
कपलिंग
गॅस आणि वॉटर सिस्टम दुरुस्त करताना किंवा नवीन टाकताना, प्रश्न उद्भवतो: राइसर कनेक्ट करण्याचा आणि दिसलेले सांधे सील करण्याचा सर्वोत्तम मार्ग कोणता आहे.
जर आपण विलग करण्यायोग्य कनेक्शनबद्दल बोलत असाल, तर कपलिंगच्या मदतीने राइझर्स कनेक्ट करणे चांगले. थ्रेडेड पाईप कनेक्शनच्या व्यासासह रेखीय परिमाणे भिन्न असल्यास, ते फिटिंग्जच्या स्वरूपात आणि अडॅप्टर म्हणून दोन्ही वापरले जाऊ शकतात.
- विश्वसनीयता;
- वर्गीकरणाची उपलब्धता आणि रुंदी;
- वेग, असेंब्ली आणि पृथक्करण सुलभता;
- कमी खर्च.
राइसरच्या प्रकारांवर अवलंबून, समान कनेक्टिंग फिटिंग्ज तयार केल्या जातात. सीलंट त्याच प्रकारे निवडले आहे. जर मेटल फिटिंग्ज बहुतेक वेळा ऑइल पेंटसह टोने सीलबंद केल्या जातात, तर FUM टेप आणि सिंथेटिक सीलंट, विशेषतः अॅनारोबिक सीलंट, प्लास्टिकच्या भागांसाठी सर्वोत्तम अनुकूल आहेत.
धातू आणि प्लास्टिकचे बनलेले डॉकिंग पाईप्स
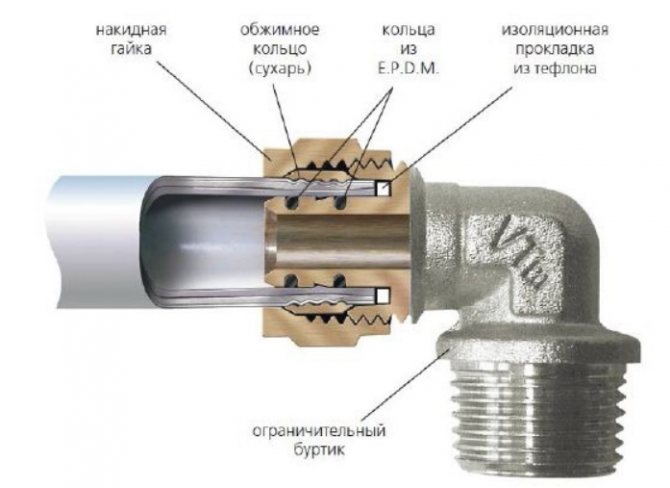
घरगुती साधनांमध्ये पॉलिमर पाईप्सच्या लोकप्रियतेसाठी अनेकदा विद्यमान मेटल पाईप्सशी त्यांचे कनेक्शन आवश्यक असते. यासाठी, विशेष अडॅप्टर वापरले जातात. यापैकी सर्वात सामान्य "अमेरिकन" किंवा "निप्पल" नावाच्या फिटिंग्ज आहेत.







अमेरिकन अडॅप्टरमध्ये दोन भाग असतात. धातूच्या भागाच्या एका टोकाला, जोडल्या जाणार्या पाईपच्या कटिंगच्या प्रकारानुसार, बाह्य किंवा अंतर्गत धागा लागू केला जातो. दुसऱ्या टोकाला एक बाह्य धागा आहे. दुसरा भाग प्लास्टिकचा बनलेला आहे, ज्याचा शेवट अंतर्गत धागा असलेल्या युनियन नटने केला आहे. धातूच्या घटकाच्या धाग्यावर नट स्क्रू करून दोन्ही भाग एकमेकांशी जोडलेले आहेत. संयुक्त सीलिंग - युनियन नटच्या आत सीलिंग गॅस्केटद्वारे.
धातू आणि प्लास्टिकला जोडणारे अमेरिकन अडॅप्टर
अॅडॉप्टरचा पहिला भाग जोडण्यासाठी मेटल पाईपमध्ये स्क्रू केला जातो आणि आउटलेट पाईपला पॉलिमर वेल्डिंगद्वारे प्लास्टिक पाइपलाइनला वेल्ड केले जाते.
निप्पल फिटिंग म्हणजे पॉलिमर स्लीव्ह, ज्याच्या आत थ्रेडेड धातूचा भाग सोल्डर केलेला असतो. हे स्टील पाईपसह संयुक्त प्रदान करते आणि स्लीव्ह स्वतः प्लास्टिकच्या पाइपलाइनवर वेल्डेड केले जाते.
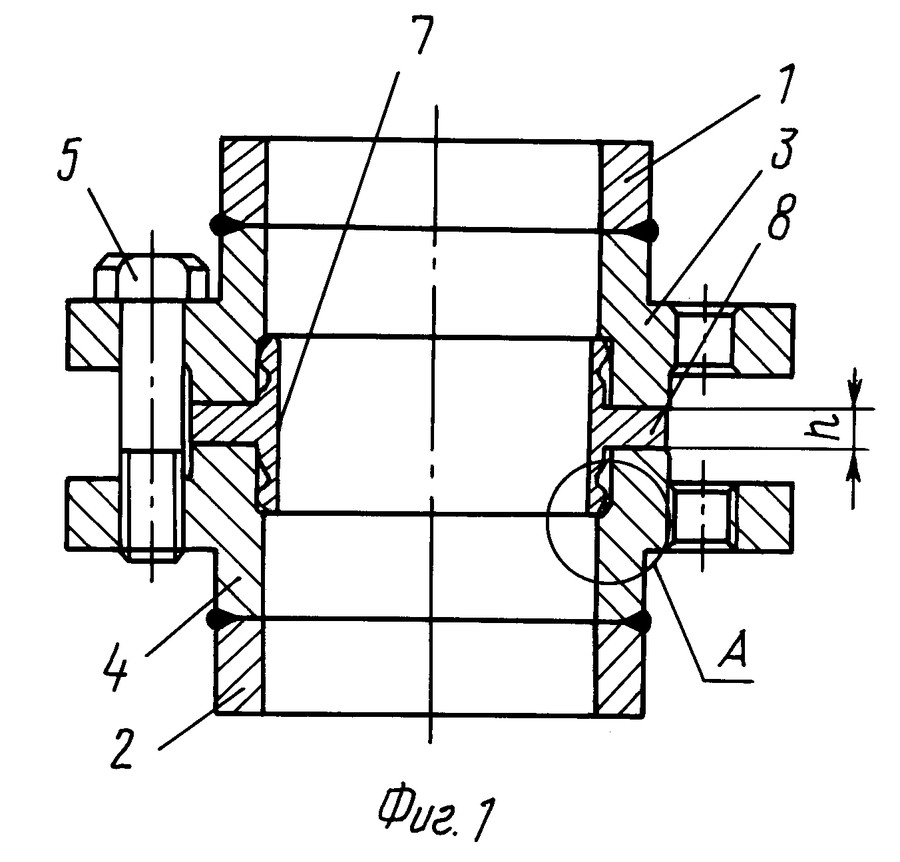
गॅस पाईप्सचे फ्लॅंज कनेक्शन
 फ्लॅंज कनेक्शन हा विलग करण्यायोग्य पाईप कनेक्शनचा सर्वात सामान्य प्रकार आहे.
फ्लॅंज कनेक्शन हा विलग करण्यायोग्य पाईप कनेक्शनचा सर्वात सामान्य प्रकार आहे.
डिझाईनच्या साधेपणामुळे, वेगळे करणे आणि असेंबली करणे सोपे आहे. परंतु त्याच वेळी, वेल्डेडच्या तुलनेत कामाची उच्च किंमत आणि कनेक्शनची कमी विश्वासार्हता आहे.
आणि जर वाहतूक माध्यमाचा दाब बदलला तर गॅस गळती होऊ शकते.
फ्लॅंज कनेक्शनमध्ये हे समाविष्ट आहे:
- 2 flanges पासून;
- फास्टनर्स - स्टड, बोल्ट, नट;
- ओ-रिंग किंवा गॅस्केट.
बर्याचदा लागू तांत्रिक रबर गॅस्केट, एस्बेस्टोस कार्डबोर्ड किंवा शीट पॅरोनाइट.
नमस्कार प्रिय वाचकांनो. गॅस पाईपवर थ्रेड्स कसे सील करायचे हा प्रश्न अगदी संबंधित आहे. शेवटी, हे एक अतिशय संवेदनशील क्षेत्र आहे. येथेच सर्वाधिक गळती होते.
GOI पॉलिशिंग पेस्ट आर्किमिडीज नॉर्मा
GOI पॉलिशिंग आर्किमिडीज नॉर्मा म्हणजे धातू, काच आणि प्लास्टिक पॉलिश करण्यासाठी पेस्ट करा. हे पॉलिशिंगसाठी पृष्ठभाग तयार करण्यासाठी देखील वापरले जाऊ शकते. पेस्ट सर्व प्रकारच्या पेंटवर मॅन्युअल आणि यांत्रिक वापरण्याची परवानगी देते. पेस्ट काढण्यासाठी डिझाइन केले आहे: ऑक्सिडाइज्ड पृष्ठभाग स्तर; पेंटचे रंगद्रव्य क्षेत्र; कोटिंग दोष; ओरखडे आणि ओरखडे; कीटकांचे हट्टी ट्रेस.
तक्ता 1. अपघर्षक GOST 3647-80
| गट | खोल्या | गट | खोल्या |
| धान्य | धान्य आकार µm | धान्य | पदनाम |
| धान्य Sanding | पावडर दळणे | ||
| काच, कोरंडम किंवा मिश्रण | |||
| 63 — 50 | M63 | ||
| 50 — 40 | M50 | ||
| सूक्ष्म ग्राइंडिंग पावडर | |||
| 25-28 | M28 | ||
| 18-20 | M20 | ||
| 12-14 | M14 | ||
| 10 | मी १० | ||
| 7 | मी 7 | ||
| 5 | मी 5 |
| टक्के रचना. | उग्र | मध्यम | पातळ |
| क्रोम ऑक्साईड | 81 | 76 | 74 |
| सिलिका जेल | 2 | 2 | 1,8 |
| stearic ऍसिड | 10 | 10 | 10 |
| चरबी विभाजित करा | 5 | 10 | 10 |
| oleic ऍसिड | — | — | 2 |
| बायकार्बोनेट सोडा | — | — | 0,21 |
| रॉकेल | 2 | 2 | 2 |

तांदूळ. ३ . अपघर्षक पावडर आणि पेस्ट GOI.
पॉलिशिंग क्षमता काय आहे
पॉलिशिंग क्षमतेची मानक चाचणी खालीलप्रमाणे केली जाते - 400 बाय 450 मिमी आकाराच्या कास्ट-लोह प्लेटवर कठोर स्टील किंवा पितळ प्लेटच्या गोंधळलेल्या हालचाली अव्यवस्थितपणे केल्या जातात. एका विशिष्ट दाबाने एकूण 40 मीटर मार्ग देणे. खडबडीत पेस्ट अंदाजे 40 मायक्रॉन धातू काढून टाकते. मध्यम, सुमारे 5 मायक्रॉन, पातळ 0.25 मायक्रॉन.
लॅपिंग ऑर्डर
प्लग व्हॉल्व्ह 3 प्रकारांमध्ये तयार केले जातात: कास्ट-आयरन बॉडी आणि ब्रास स्टॉपर, ब्रास बॉडी आणि ब्रास स्टॉपर आणि पूर्णपणे कास्ट आयर्नपासून.
लॅपिंगचा क्रम खालीलप्रमाणे आहे:
- जर वाल्व पाईपमधून वळवले गेले असेल, तर शरीराला थोडासा जोर देऊन एका य्यूमध्ये चिकटवले जाते, जेणेकरून शरीराला नुकसान होऊ नये, वरच्या दिशेने मोठ्या शंकूच्या व्यासासह:
- GOI मध्यम पेस्ट केरोसिनने पातळ केली जाते आणि कॉर्कच्या शरीरावर ब्रशने समान रीतीने लावली जाते;
- नॉब शंकूच्या तळाशी असलेल्या एका विशेष थ्रेडेड छिद्राने जोडलेले आहे;
- कॉर्क शरीरात घातला जातो आणि प्रकाश दाबाने अनेक वेळा फिरवला जातो;
- हाताने 5 - 6 हालचाली सुमारे 180 ° का केल्या जातात, जर कॉर्क किंवा शरीरावर गंभीर खोबणी नसतील तर हे पुरेसे आहे;
- कॉर्क काढा आणि तपासा, जर पेस्टचे काळे फरोज त्यावर दिसले तर ते भाग पुसणे आवश्यक आहे आणि काळेपणा अदृश्य होईपर्यंत पुन्हा प्रयत्न करणे आवश्यक आहे;
- नंतर कॉर्क आणि शरीर कोरडे काळजीपूर्वक पुसून टाका. शंकूवर खडूच्या अनेक रेखांशाच्या पट्ट्या लावा, प्लग घाला आणि तो फिरवा, नंतर तपासणी करा, खडूच्या खाचांना वीण भागांच्या संपूर्ण पृष्ठभागावर समान रीतीने वितरित केले जावे;
- त्यानंतर, वीण पृष्ठभाग पुन्हा पूर्णपणे पुसले जातात आणि गॅस वाल्व्हसाठी सीलिंग ग्रीस लागू केल्यानंतर, एकत्र केले जातात. आपल्याला टो किंवा फमसह थ्रेडेड छिद्रे घट्ट करणे आवश्यक आहे. सीलिंग ग्रीससह टेप अधिक चांगले आहे. गॅस टॅपसाठी सीलिंग ग्रीस एका विशेष प्लंबिंग स्टोअरमध्ये खरेदी केले जाऊ शकतात किंवा असंख्य ऑनलाइन संसाधनांमधून ऑर्डर केले जाऊ शकतात.
शेवटी साबणयुक्त पाण्याने गळतीसाठी तपासले, बबल फुगवणे परवानगी नाही.
नल योग्यरित्या कार्य करण्यासाठी, विश्वसनीय सीलिंग सुनिश्चित करून, नल बॉडीमध्ये प्लगचे फिरणे प्रयत्न न करता घडणे आवश्यक आहे. या हेतूंसाठी, विशेष सीलिंग आणि विरोधी घर्षण संयुगे वापरली जातात. सीलिंग स्नेहकांची एकाग्रता अधिक कठीण असते आणि ते वीण भागांना सील करण्यासाठी वापरले जातात. घर्षण विरोधी वंगण कमी चिकट असतात आणि ते हलणारे भाग वेगळे करण्यासाठी डिझाइन केलेले असतात. 300C पर्यंत गरम केल्यावर स्नेहकांना विश्वसनीय ऑपरेशन प्रदान करणे आवश्यक आहे. सीलिंग कंपाऊंडमध्ये ग्रेफाइट किंवा फ्लोरोप्लास्टिक चिप्ससारखे घन पदार्थ जोडले जातात. घर्षण विरोधी स्नेहक ग्रीस किंवा सिलिकॉनवर आधारित असू शकतात.
तागाचे

लिनेन धागा ही कॉम्पॅक्शनची जुनी, परंतु सिद्ध पद्धत आहे. याव्यतिरिक्त, आपण ते प्लंबिंग स्टोअरमध्ये खरेदी करू शकता.
आपण खरेदी करण्यापूर्वी, आपल्याला काही घटकांचा विचार करणे आवश्यक आहे:
- स्ट्रँडची जाडी किती आहे;
- एक अप्रिय गंध किंवा मोडतोड कण आहे की नाही;
- धागा पुरेसा लवचिक आहे का?
हे देखील लक्षात घेतले पाहिजे की अंबाडी सर्व पाइपिंग सिस्टमसाठी योग्य नाही. पाणी आणि तापमान क्षय होऊ शकते आणि हीटिंग सिस्टममध्ये ते थोड्याच वेळात जळून जाईल.








आधुनिक सीलिंग पेस्ट कनेक्शन फिटिंग्ज आणि गॅस पाईप्सवर गंज वाढवण्यासाठी अधिक चांगले आहेत.

मिनियम लोह हे सहसा सर्वाधिक वापरले जाणारे साहित्य आहे. स्वतः करा पास्ता स्वस्त आणि आनंदी आहे. हे करण्यासाठी, पांढरे घ्या आणि थोडे कोरडे तेल घाला, मिश्रण आंबट मलई सारखे सुसंगत होईपर्यंत ढवळत रहा.
ते थेट धाग्यावरच एका लहान, पातळ थरात लावावे. समान रीतीने सामग्रीचे वितरण आणि कोरडे करणे. रेड लीड व्हाईट स्टील पाईप्ससह उत्कृष्ट कार्य करते.
लोखंडाचा वरचा थर ऑक्सिडायझ्ड आहे या वस्तुस्थितीमुळे, जादूच्या तत्त्वानुसार, अघुलनशील संयुगे ओझोन रेणूंमधून जाऊ देत नाहीत.
विशेष स्टोअरमध्ये वापरण्यासाठी तयार हर्मेटिक पेस्ट खरेदी करा:
Gebatout 2 (खनिज फिलर्स आणि सिंथेटिक पॉलिमरवर आधारित पेस्ट). पास्टम GAS (गंज अवरोधक, फिलर्स).
मल्टीपॅक (खनिजांच्या समावेशासह नैसर्गिक पॅराफिन तेल). Unipak (नैसर्गिक खनिजे, फॅटी ऍसिडस्). वरील निधीची अनुपस्थिती ही समस्या नाही.
कामकाजाची प्रक्रिया खालीलप्रमाणे आहे: आम्ही अंबाडीचा भाग संपूर्ण स्किनपासून वेगळे करतो, जाडीच्या दोन जुळण्या. आम्ही पाईपच्या पायथ्यापासून आणि शेवटपर्यंत थ्रेडेड कनेक्शनवर वारा घालतो.
मग आम्ही तयार केलेल्या संरचनेला पेस्टने कोट करतो, हे आवश्यक आहे जेणेकरून सांधे घट्ट धरून ठेवतील.
हीटिंग सिस्टम स्थापित करण्यासाठी कोणती सील निवडणे चांगले आहे
आजपर्यंत, हीटिंग सिस्टमच्या सांध्यातील थ्रेड सील करण्यासाठी सर्वोत्तम तंत्रज्ञान निवडण्याचे मुख्य निकष म्हणजे अनुभव आणि साहित्य ज्यासह कार्य करावे.
म्हणून, कास्ट-लोह रेडिएटर्स आणि वाल्वसह काम करताना, त्यांच्यासाठी सर्वोत्तम पर्याय म्हणजे प्लंबिंग पेस्ट किंवा सिलिकॉन उष्णता-प्रतिरोधक सीलेंटसह लिनेन स्ट्रँड वापरणे.
ब्रँडेड फिटिंग्जपासून 25 मिमी पर्यंत लहान-व्यास कनेक्शनसाठी, FUM टेप किंवा चिकट सीलंट वापरण्याची शिफारस केली जाते.
टॅप स्थापित करण्यासाठी किंवा स्टील, अॅल्युमिनियम किंवा द्विधातू रेडिएटर्स कनेक्ट करण्यासाठी, आपण कनेक्शन सील करण्याच्या मार्गांचे संपूर्ण शस्त्रागार वापरू शकता.
आपण ज्याकडे लक्ष देणे आवश्यक आहे ते म्हणजे तांबे पाइपलाइन स्थापित करताना, आपण चिकट आणि नॉन-फेरस धातूच्या रचनेची विसंगतता वगळण्यासाठी सीलंटच्या सूचनांचा काळजीपूर्वक अभ्यास केला पाहिजे.
थर्मोसेलंटचा उद्देश आणि विविधता
हे नोंद घ्यावे की मानवी जीवनातील अनेक क्षेत्रांमध्ये सीलंटशिवाय करणे कठीण आहे, रोजच्या जीवनापासून औद्योगिक क्षेत्रापर्यंत. तथापि, जर भिंत आणि खिडकीच्या चौकटींमधील अंतर दूर करणे आवश्यक असेल तर आपण काय करावे? हे बरोबर आहे, आम्ही स्टोअरमध्ये जातो आणि सिलिकॉन खरेदी करतो. पण एक साधा गोंद अतिशय उच्च तापमानाच्या संपर्कात असताना त्याची सर्व कार्ये पार पाडेल का? या प्रश्नाचे उत्तर निःसंदिग्ध आहे - नाही. अर्थात, त्यांची तापमान व्यवस्था बरीच मोठी आहे आणि वैयक्तिक प्रकरणांमध्ये ते 200 डिग्री सेल्सियसपर्यंत पोहोचू शकते, परंतु बहुतेकदा हे पुरेसे नसते. आणि या तापमानातही सर्व सीलिंग पदार्थ त्यांचे गुणधर्म टिकवून ठेवत नाहीत.







तर, उष्णता-प्रतिरोधक सीलंटचा वापर "गरम" वस्तूंवर सांधे वेगळे करण्यासाठी केला जातो. यामध्ये DHW पाइपलाइन, ओपन-हर्थ फर्नेसेस, चिमणी, फायरप्लेस, इंजिन, ऑटोमोबाईल इंजिनसह, टर्बाइनचे घटक, कॉम्प्रेसर, पंप, तसेच रासायनिक आणि वायू माध्यमांमध्ये वाफेवर कार्यरत युनिट्सचा समावेश आहे. अशा सीलंट्स सिलिकॉन आणि सिलिकेटमध्ये विभागल्या जातात.
पहिला उच्च-तापमान सीलंट हा लाल, तपकिरी आणि लाल-तपकिरी रंगाचा पेस्टसारखा पदार्थ असतो. त्याचा मुख्य घटक सिलिकॉन रबर आहे, आणि लोह ऑक्साईड्समुळे, इच्छित उष्णता प्रतिरोधकता प्राप्त होते. अशा सीलंट्स तटस्थ आणि अम्लीय मध्ये विभागल्या जातात. नंतरच्या वापरात मर्यादा आहेत, कारण घनीकरणादरम्यान सोडलेले ऍसिड दगड, काँक्रीट आणि धातूच्या पृष्ठभागावर नकारात्मक परिणाम करते.म्हणून, लाकूड, काच, प्लास्टिक आणि सिरेमिकसह काम करण्यासाठी अशा "आक्रमक" रचना लागू आहेत. तटस्थ लोकांवर कोणतेही निर्बंध नाहीत, कारण या प्रकरणात, व्हल्कनाइझेशन दरम्यान सुरक्षित अल्कोहोलयुक्त द्रव आणि पाणी सोडले जाते.
रचना व्यतिरिक्त, सिलिकॉन सीलंट देखील अनुप्रयोगाच्या व्याप्तीनुसार विभाजित केले जातात.
- अन्न पर्यायांमध्ये विषारी पदार्थ नसतात आणि मानवी आरोग्यासाठी पूर्णपणे सुरक्षित असतात.
- सॅनिटरी हॉट मेल्ट ग्लूचा औषधात उपयोग आढळला आहे.
- इंजिनसाठी उष्णता-प्रतिरोधक सीलंट आक्रमक घटक, अँटीफ्रीझ, तेल आणि इतर ऑटो रसायने तसेच वाढीव प्लॅस्टिकिटीसाठी प्रतिरोधक आहे. या गरम वितळण्याला सहसा लाल रंग असतो.
- फर्नेससाठी उच्च-तापमान सीलंट देखील खूप लोकप्रिय आहेत. ते उद्योगात आणि दैनंदिन जीवनात भट्टीच्या संरचनेसाठी वापरले जातात.
- सार्वत्रिक रचना उष्णता प्रभावित झोनमधील जवळजवळ सर्व पृष्ठभाग आणि सांधे उपचार करू शकतात.
सिलिकेट सीलंट अधिक उष्णता प्रतिरोधक असतात आणि 1500 डिग्री सेल्सिअस पर्यंत टिकू शकतात, म्हणून ते ओपन फायरच्या संपर्कात असलेल्या संरचनांमध्ये वापरले जातात. ते सोडियम सिलिकेटवर आधारित आहेत. रंगामुळे, अशा सीलंटला काळा देखील म्हणतात. फायरप्लेस, चिमणी, ओव्हन, भट्टी, ओपन-हर्थ, हीटिंग बॉयलर इत्यादींसह क्रॅकवर प्रक्रिया करण्यासाठी त्यांचा वापर करणे सर्वात चांगले आहे.
सीलिंग टेपचे मुख्य तांत्रिक गुणधर्म
FUM टेपमध्ये खालील वैशिष्ट्ये आहेत:
- घर्षण गुणांक कमी. फ्लोरोप्लास्टिक सील, प्लॅस्टिकिटी व्यतिरिक्त, निसरडा आहे, जे फिटिंग फिटिंग्ज सुलभ करते.
- थर्मल स्थिरता, 260 अंशांपर्यंत तापमानाचा नाश आणि सीलिंग गुणधर्म न गमावता सहन करण्यास अनुमती देते. याव्यतिरिक्त, फ्लोरोप्लास्टिक्स हे अतिशय प्रभावी डायलेक्ट्रिक्स आहेत.
- सामर्थ्य आणि प्लॅस्टिकिटी.या सामग्रीपासून बनविलेले सील 10 एमपीए पर्यंतच्या दाबांवर स्थिरपणे कार्य करतात आणि 42 एमपीए पर्यंत अल्पकालीन भार सहन करण्यास सक्षम असतात, उदाहरणार्थ, पाइपलाइन सिस्टममध्ये हायड्रॉलिक शॉक दरम्यान उद्भवणारे. FUM टेप (फुमका) बनवलेल्या सीलचे सेवा आयुष्य 13 वर्षे निर्धारित केले जाते. प्रकाशाच्या संपर्कात आल्यावर जलद विघटन होते, परंतु हे आमच्या बाबतीत नाही, सामग्रीचे संचयन आयोजित करताना आपल्याला फक्त हा घटक विचारात घेणे आवश्यक आहे.
- रासायनिक निष्क्रियता. ऍसिड आणि अल्कालिसच्या प्रभावाखाली विनाशाच्या अधीन नाही, जे उत्पादनाच्या पृष्ठभागावर फ्लोरिन अणूंच्या समान वितरणाद्वारे निर्धारित केले जाते. या सीलंटचा नाश करण्यास सक्षम सॉल्व्हेंट्सचा शोध अद्याप लागलेला नाही. क्षय प्रक्रियेस प्रतिरोधक.
गॅस आणि प्लंबिंग पाईप्ससाठी FUM टेप योग्यरित्या कसे वापरावे, आम्ही अधिक तपशीलवार विचार करू.
सोल्डरिंग कॉपरचे नियम
जेव्हा तांबे उत्पादन किंवा तांबे घटक असलेले उत्पादन सोल्डर करणे आवश्यक असते, तेव्हा हे करण्याचा सर्वोत्तम मार्ग कसा आणि कोणता आहे याचे अस्पष्ट उत्तर देणे अशक्य आहे. पद्धत आणि साधनांची निवड अनेक घटकांवर अवलंबून असते, जसे की भागांचे आकार आणि वजन, त्यांची रचना. ज्या भारावर आधीच सोल्डर केलेल्या उत्पादनांच्या अधीन असणे आवश्यक आहे ते देखील विचारात घेतले जाते. सोल्डरिंगच्या अनेक पद्धती आहेत आणि आवश्यक असल्यास सर्वात योग्य निवडण्यासाठी त्या सर्व जाणून घेणे चांगले आहे.
सोल्डरिंग मोठ्या भाग
तांब्याच्या केशिका सोल्डरिंगची योजना.
जर तुम्हाला सोल्डरिंग लोहाने इच्छित तापमानाला गरम करता येणार नाही असे मोठे किंवा मोठे भाग सोल्डर करायचे असल्यास, टॉर्च आणि कॉपर सोल्डर वापरला जातो. या प्रकरणात फ्लक्स बोरॅक्स आहे. ताकद तांबे-फॉस्फरस सोल्डर मानक कथील पेक्षा जास्त.
यांत्रिकरित्या साफ केलेल्या पाईप किंवा वायरवर फ्लक्सचा पातळ थर लावला जातो. त्यानंतर, पाईपवर फिटिंग लावले जाते, ते देखील यांत्रिकरित्या साफ केले जाते.गॅस बर्नरचा वापर करून, फ्लक्स-लेपित तांबे रंग बदलेपर्यंत जंक्शन गरम केले जाते. फ्लक्सचा रंग चांदीसारखा असावा, त्यानंतर आपण सोल्डर जोडू शकता. सोल्डर त्वरित वितळते आणि पाईप आणि फिटिंगमधील अंतरामध्ये प्रवेश करते. जेव्हा सोल्डरचे थेंब पाईप्सच्या पृष्ठभागावर राहू लागतात, तेव्हा सोल्डर काढला जातो.
पाईप्स जास्त गरम करू नका, कारण हे जास्त केशिका प्रभाव दिसण्यासाठी योगदान देत नाही. याउलट, काळेपणासाठी गरम केलेले तांबे कमी सोल्डेबल असते. जर धातू काळी पडू लागली तर गरम करणे थांबवले पाहिजे.
सोल्डरिंग वायर किंवा वायर
झिंक क्लोराइड आधारित सोल्डरचा वापर पातळ तांब्याच्या तारांना सोल्डर करण्यासाठी करू नये कारण ते तांबे नष्ट करेल. फ्लक्स उपलब्ध नसल्यास, या प्रकरणात आपण एस्पिरिन टॅब्लेट 10-20 मिली पाण्यात विरघळवू शकता.
अक्रिय वायू वातावरणात तांबे वेल्डिंगची योजना.
सोल्डरिंग लोह वापरून तांब्याची तार किंवा विविध विभागांच्या वायरपासून बनवलेले भाग सहजपणे इच्छित तापमानाला गरम करता येतात. तापमान व्यवस्था अशी असावी की ज्यावर सोल्डर वितळते, टिन किंवा लीड-टिन आणि त्याद्वारे सोल्डरिंग देखील केले जाते. फ्लक्सेसमध्ये रोझिन असणे आवश्यक आहे किंवा ते रोझिनपासून बनविलेले असावे, सोल्डरिंग तेल किंवा अगदी रोझिनचा वापर केला जाऊ शकतो.
वायरची पृष्ठभाग घाण आणि ऑक्साईड फिल्मने साफ केली जाते, त्यानंतर भाग टिन केले जातात. या प्रक्रियेमध्ये गरम झालेल्या तांब्यावर फ्लक्स किंवा रोझिनचा पातळ थर लावणे आणि नंतर सोल्डर करणे समाविष्ट आहे, जे सोल्डरिंग लोहासह शक्य तितक्या समान रीतीने पृष्ठभागावर वितरित केले जाते. ज्या भागांना जोडणे आवश्यक आहे ते जोडले जातात आणि सोल्डरिंग लोहाने पुन्हा गरम केले जातात जोपर्यंत आधीच घट्ट केलेले सोल्डर पुन्हा वितळण्यास सुरवात होत नाही. जेव्हा हे घडते, सोल्डरिंग लोह काढून टाकले जाते आणि संयुक्त थंड होते.
भागांना वाइसमध्ये क्लॅम्प केले जाऊ शकते जेणेकरून त्यांच्यातील अंतर 1-2 मिमी असेल. भागांवर फ्लक्स लावला जातो आणि गरम केला जातो. गरम भागांमधील अंतरावर सॉल्डर आणले जाते, जे वितळते आणि अंतर भरते. अशा प्रकारे सोल्डरिंगसाठी सोल्डरचे वितळण्याचे तापमान तांबेच्या वितळण्याच्या तापमानापेक्षा कमी असणे आवश्यक आहे, जेणेकरून भाग विकृत होणार नाहीत. भाग थंड होतो, नंतर तो पाण्याने धुतला जातो आणि आवश्यक असल्यास, सँडपेपरने गुळगुळीत आणि एकसमान होईपर्यंत पूर्ण केला जातो.
तांब्यामध्ये सोल्डरिंग डिशेस किंवा सोल्डरिंग छिद्र
डिशेस सोल्डरिंग करताना, शुद्ध कथील वापरला जातो, ज्याचा वितळण्याचा बिंदू टिन किंवा शिसे-युक्त सोल्डरपेक्षा जास्त असतो. काहीवेळा, मोठ्या भागांना सोल्डरिंगसाठी, हॅमर सोल्डरिंग इस्त्री वापरली जातात, गॅस बर्नर किंवा ब्लोटॉर्चसह ओपन फायरवर गरम केली जातात. भविष्यात, सर्व काही मानक योजनेनुसार होते: साफ करणे, फ्लक्सिंग आणि टिनिंग, भाग जोडणे आणि सोल्डरिंग लोहाने गरम करणे. या सोल्डरिंग लोहासाठी शुद्ध टिन सोल्डर सोयीस्कर आहे.
आतून, फिटिंगमध्ये, नियमानुसार, एक सीमा असते जी त्यास पाईपद्वारे थ्रेड करण्यापासून प्रतिबंधित करते. फिटिंगला हेतूपेक्षा पुढे पाईपवर ढकलणे आवश्यक असल्यास आणि अनावश्यक छिद्र अशा प्रकारे सोल्डर करणे आवश्यक असल्यास ते खडबडीत फाईलने काढले जाऊ शकते.
कनेक्शनची घट्टपणा तपासण्यासाठी पद्धती
गॅस पाइपलाइनची घट्टपणा विभागांद्वारे तपासली जाते. अपार्टमेंट इमारतींच्या परिस्थितीत, घरगुती उपकरणांसाठी टॅप करण्यासाठी इमारतीमध्ये इंधन टाकले जाते त्या ठिकाणाहून एक विभाग निवडला जातो.
विभागाच्या शेवटी प्लग ठेवलेले आहेत. पाईप्समधील दाब मानक मूल्यांपेक्षा 25% पेक्षा जास्त आहे. दाब कमी होणे हे कनेक्शन तपासण्याचे एक कारण आहे.
सांधे, शाखा आणि उपकरण कनेक्शन बिंदूंची अखंडता दोन प्रकारे तपासली जाते:
- गॅस लीक इंडिकेटरसह.
- एक साबण उपाय, इमल्शन लागू करून.
पहिल्या प्रकरणात, डिव्हाइसचे डिजिटल, ध्वनी किंवा रंग सिग्नल आपल्याला धोक्याबद्दल सूचित करेल. दुसऱ्यामध्ये, आपल्याला बुडबुडे दिसण्याचे निरीक्षण करणे आवश्यक आहे. त्यांची उपस्थिती कनेक्शनच्या अखंडतेचे उल्लंघन दर्शवते.





थ्रेडेड फिटिंग्जच्या स्थापनेची वैशिष्ट्ये
विविध प्रकारच्या थ्रेडेड फिटिंग्जबद्दल धन्यवाद, पाइपलाइन सर्वात जटिल वाकणे आणि वळणे करण्यास सक्षम आहे.

मेटल/प्लास्टिक स्ट्रक्चर्स कनेक्ट करण्याचा सर्वात सामान्य मार्ग म्हणजे “अमेरिकन” फिटिंग. असा घटक, ज्याच्या टोकाला कपलिंग आणि धागा असतो, तो तुम्हाला वेगळे भाग सहजपणे आणि द्रुतपणे डॉक करण्यास अनुमती देतो.
पॉलिमर आणि मेटल घटकांच्या जंक्शनसाठी सर्वात लोकप्रिय डिव्हाइस अमेरिकन फिटिंग आहे, जे विविध आकारांमध्ये उपलब्ध आहे. प्लॅस्टिक स्लीव्ह आणि मेटल थ्रेडसह एक सोयीस्कर डिव्हाइस एकत्र करणे अत्यंत सोपे आहे, ज्यामुळे आपण कमी वेळेत एक विश्वासार्ह घट्ट कनेक्शन तयार करू शकता.
चरण-दर-चरण स्थापना सूचना
पॉलीप्रोपीलीन किंवा इतर प्लास्टिक पाईपला मेटल पाईप जोडण्यासाठी, आपण हे करणे आवश्यक आहे:
विशेष सोल्डरिंग लोह वापरून, फिटिंग स्लीव्ह पॉलिमर पाईपच्या शेवटी वेल्ड करा आणि नंतर सांधे थंड होण्याची प्रतीक्षा करा.
धातूचा भाग "अमेरिकन" च्या दुसऱ्या टोकाला आणा आणि नंतर थ्रेड घट्ट करा. संयुक्त सील करण्यासाठी, अतिरिक्तपणे ते FUM टेप, टो किंवा लिनेन फायबरच्या एक किंवा दोन थरांनी धाग्यावर गुंडाळण्याचा सल्ला दिला जातो (आपण याव्यतिरिक्त सिलिकॉनने कव्हर करू शकता).
फिटिंग नेहमी हाताने घट्ट करणे आवश्यक आहे: साधनांचा वापर अवांछित आणि धोकादायक देखील आहे.
विशेष उपकरणे आपल्याला लागू केलेल्या शक्तींवर पूर्णपणे नियंत्रण ठेवण्याची परवानगी देत नाही, ज्यामुळे भागाचे नुकसान होऊ शकते.
काम पूर्ण केल्यानंतर, परिणामी फास्टनिंगची ताकद तपासणे महत्वाचे आहे. हे करण्यासाठी, फक्त पाणी चालू करा आणि गळती नसल्याचे सुनिश्चित करा.
जर ओलावा अद्याप सांध्यातून फिल्टर होत असेल तर आपण बोल्टला आणखी थोडा घट्ट करण्याचा प्रयत्न करू शकता. पाण्याच्या पुढील प्रवाहासह, धागा पुन्हा उघडणे आणि सर्व हाताळणी पुन्हा करणे आवश्यक आहे.
बिल्डिंग हेअर ड्रायरसह प्लास्टिकचा भाग मऊ करून आणि नंतर प्रकल्पासाठी आवश्यक बेंड करून तयार कनेक्शनचा आकार बदलला जाऊ शकतो.
थ्रेडशिवाय मेटल पाईप कनेक्शन
अशी परिस्थिती असते जेव्हा प्लास्टिक पाईपला धागा नसलेल्या धातूच्या काउंटरपार्टशी जोडणे आवश्यक असते.

पाईपवरील धागा विशेष साधन वापरून लागू केला जाऊ शकतो - थ्रेडर. विशेष स्टोअरमध्ये आपण अशा डिव्हाइसचे यांत्रिक आणि इलेक्ट्रिकल मॉडेल शोधू शकता.
अशीच समस्या "थ्रेडर" किंवा "थ्रेड कटर" नावाच्या एका विशेष साधनाद्वारे सोडविली जाऊ शकते, ज्याद्वारे तुम्ही स्टील किंवा कास्ट लोहापासून बनवलेल्या भागावर खोबणी लावू शकता.
दोन फिटिंग पर्याय आहेत:
- इलेक्ट्रिक, ज्यामध्ये विविध व्यासांच्या पाईप्ससाठी डिझाइन केलेले अनेक कटर समाविष्ट आहेत. असे मॉडेल आरामदायक आणि वापरण्यास सोपे आहेत, परंतु त्यांची किंमत जास्त आहे.
- मॅन्युअल थ्रेडर खूपच स्वस्त आहे, परंतु त्याच्यासह कार्य करण्यासाठी अधिक शारीरिक शक्ती आणि विशिष्ट कौशल्ये आवश्यक आहेत.
आमच्या लेखातील पाईप्सवर थ्रेड कसे कापायचे याबद्दल आपण अधिक वाचू शकता.
थ्रेड कटर वापरताना, आपण काही सोप्या नियमांचे पालन केले पाहिजे:
जर पाईप भिंतीपासून थोड्या अंतरावर असेल तर साधन चालवता येत नाही.
इलेक्ट्रिक थ्रेडर त्वरीत गरम होतो, त्यामुळे अनेक वस्तूंचे मशीनिंग करताना तुम्हाला वेळोवेळी विश्रांती घ्यावी लागेल.
हाताच्या जिगसह काम करताना, आपण इच्छित लांबीपर्यंत धागा कापत नाही तोपर्यंत, पर्यायी हालचाली करणे महत्वाचे आहे, अर्धा पुढे आणि एक चतुर्थांश मागे वळणे.
पाईप थ्रेडिंगसाठी, पाईप पूर्णपणे स्वच्छ करणे आवश्यक आहे, आवश्यक असल्यास, विद्यमान पेंट काढून टाका आणि धातूचा प्रवाह बंद करा. नंतर इलेक्ट्रिक किंवा कोरीव उपकरणाने कोरीव काम करा.
कापलेल्या खोबणी चांगल्या प्रकारे स्वच्छ केल्या जातात आणि घनतेल तेल, तेल किंवा इतर वंगण घालतात आणि नंतर फिटिंगच्या जोडणीसाठी वापरतात.
तागाचे धागा सह sealing
ही पद्धत सर्वात जुनी आहे. अशा प्रकारे सोव्हिएत अपार्टमेंट्समध्ये पाईप सांधे सील केले गेले. स्टोअरमध्ये इतर कोणतेही सीलंट नसल्यास, फ्लॅक्स आणि प्लंबिंग पेस्ट नक्कीच सापडतील. परंतु या सीलमध्ये अनेक महत्त्वपूर्ण कमतरता आहेत:
- नियमांनुसार, अंबाडीचा वापर कोरडे तेल आणि लाल शिसेच्या संयोजनात केला जातो. शिसे सांध्याला गंजण्यापासून प्रतिबंधित करते आणि कोरडे तेल पॉलिमरप्रमाणे अंबाडीची छिद्रे भरते. परंतु उच्च-गुणवत्तेचे घटक शोधणे खूप कठीण आहे, म्हणून लाल शिसे बहुतेकदा लोहाने बदलले जाते, जे केवळ धातूच्या घटकांच्या ऑक्सिडेशनला गती देते. काही कारागीर सिलिकॉन-आधारित ऑटोमोटिव्ह सीलंट वापरून परिस्थितीतून बाहेर पडतात.
- थ्रेडवर लिनेन धागा घालण्याची जटिलता. अनुभवी प्लंबरसाठी जे सोपे आहे ते गैर-तज्ञांसाठी खूप अडचणी निर्माण करू शकतात. प्रथमच कनेक्शनवर फ्लॅक्स योग्यरित्या वाइंड करणे शक्य होईल अशी शक्यता नाही आणि हे ऑपरेशन करताना कोणत्याही त्रुटीमुळे सील फार काळ टिकणार नाही.
- लेन बदलत्या कामाच्या परिस्थितीला चांगले सहन करत नाही. म्हणून, हीटिंग सिस्टममध्ये, त्याचे पट्टे खूप वेगाने कोसळतील. तसेच, या प्रकारचा सील आक्रमक वातावरणास चांगला प्रतिसाद देत नाही.
- सामग्रीच्या उच्च हायग्रोस्कोपिकिटीमुळे सूज येते, ज्यामुळे अपुरे मजबूत सांधे फुटू शकतात. उदाहरणार्थ, अॅल्युमिनियम रेडिएटर्स सील करताना अंबाडी वापरण्याची शिफारस केलेली नाही.
पॅकेजिंगचा प्रश्न
गॅस कनेक्शनचे पॅकेजिंग गळतीविरूद्ध संरक्षणात्मक उपाय आहे. आपल्याला आवश्यक असलेल्या प्रक्रियेसाठी: थ्रेडेड कनेक्शन गुंतवण्यासाठी अंबाडी आणि पेस्ट करा.
- वापरलेल्या तागातून एक लहान स्ट्रँड काढला जातो.


- जर धाग्यावर खाच नसतील तर ते बनवणे आवश्यक आहे. एक विशेष साधन वापरले जाते.

नॉचेसबद्दल धन्यवाद, धागा स्क्रू करताना लिनेन उतरत नाही.
- थ्रेडच्या टोकापासून विंडिंग सुरू होते. त्याच्या शेवटाकडे चालू. अंबाडीने धाग्याचा वरचा भाग थोडासा झाकून ठेवला पाहिजे.


संयुक्त मध्ये अंबाडी निश्चित करण्यासाठी हे खंड पुरेसे आहे.

तो एक व्यवस्थित कनेक्शन बाहेर वळते.

- लिनन पेस्टमध्ये गुंडाळले जाते.


- पूर्ण झालेले कनेक्शन खराब झाले आहे.

- अमेरिकनचा परस्पर घटक स्ट्रिंग केला जातो (येथे एक की वापरली जाते) आणि गरम उपकरण (रेडिएटर) मध्ये गुंडाळली जाते.


- निकाल.




