
कामाची तयारी
सर्व मोजमाप उपकरणे परवानाधारक चाचणी प्रयोगशाळेद्वारे पूर्व-सत्यापित करणे आवश्यक आहे. हायड्रॉलिक पॉवर पॅक प्रेशर लाइनला टेस्ट प्रेशर मॅनिफोल्डद्वारे जोडलेले आहे. कलेक्टरकडे ड्रेन व्हॉल्व्ह आणि प्रेशर गेज आहे. प्रेशर लाइनच्या शेवटी आणि सुरूवातीस प्रेशर गेज स्थापित केले जातात.
पाईप्सच्या दाब चाचणीपूर्वी, सर्व वाल्व आणि गेट्स बंद करणे आवश्यक आहे.
पाइपलाइनच्या दाब चाचणीच्या तयारीमध्ये पुढील चरणांचा समावेश आहे:
- कार्यरत द्रवपदार्थाने सर्किट भरणे;
- तेथे चाचणी दाबाच्या समान दाब तयार होईपर्यंत ओळ भरणे;
- महामार्गाच्या इच्छित विभागात चाचणी साधने आणि उपकरणे जोडणे.
मेटल-प्लास्टिक पाईप्सची स्थापना
मेटल-प्लास्टिकच्या पाइपलाइनच्या स्थापनेत अनेक टप्पे समाविष्ट आहेत:
- साहित्य, साधने तयार करणे.
- कनेक्शनची स्थापना.
- तयार पाइपलाइनची चाचणी.
सर्व प्रकारच्या सांध्यासाठी साहित्याची तयारी समान आहे. प्रकल्पानुसार पाईप्स कट करणे आवश्यक आहे. मोजताना, फिटिंगसाठी लांबीचा ओव्हरलॅप विचारात घ्या.

मेटल-प्लास्टिक कॉइलमध्ये विकले जात असल्याने, पाईपला सपाट पृष्ठभागावर गुंडाळून स्थापनेपूर्वी सामग्री सरळ करणे आवश्यक आहे. प्रथम, पाईप रॅगच्या अनेक स्तरांमध्ये गुंडाळले पाहिजे.
साधने
मेटल-प्लास्टिक कम्युनिकेशन्सच्या स्थापनेसाठी साधनांचा संच पाइपलाइनच्या भागांना जोडण्यासाठी कोणत्या फिटिंग्जचा वापर केला जातो यावर अवलंबून असतो.
मेटल-पॉलिमर पाईप्समधून पाइपलाइन एकत्र करण्यासाठी, आपल्याकडे हे असणे आवश्यक आहे:
- सामग्री कापण्यासाठी पाईप कटर किंवा हॅकसॉ;
- कॅलिब्रेटर - पाईप विस्तृत करण्यासाठी आणि वर्तुळाला आदर्श प्रमाण देण्यासाठी;
- chamfer - chamfering साठी;
- पाईपच्या कडा डिबरर करण्यासाठी सॅंडपेपर;
- समायोज्य (किंवा wrenches) wrenches;
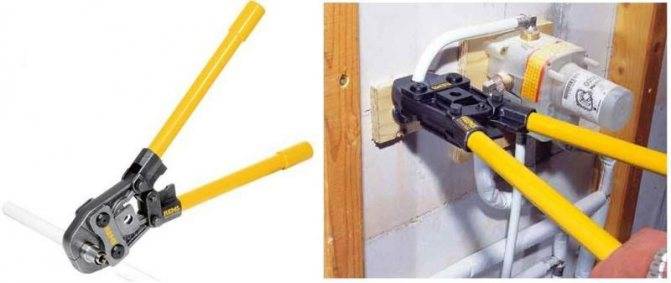
- काही प्रकारच्या कनेक्शनसाठी चिमटे दाबा;
- केस ड्रायर किंवा वाकणारे उपकरण, जसे की वाळू.
कात्रीने कापणे अधिक श्रेयस्कर आहे, परंतु आपण हॅकसॉ किंवा धारदार चाकू देखील वापरू शकता.
कनेक्शनसाठी कडा तयार केल्यावर, पाईप फिटिंगमध्ये घातली जाते. मेटल-प्लास्टिक पाईप्स एकमेकांना किंवा दुसर्या सामग्रीमध्ये संक्रमणासह जोडण्याचे अनेक प्रकार आहेत:
- कॉम्प्रेशन फिटिंग्ज;
- प्रेस कनेक्शन;
- पुश फिट.
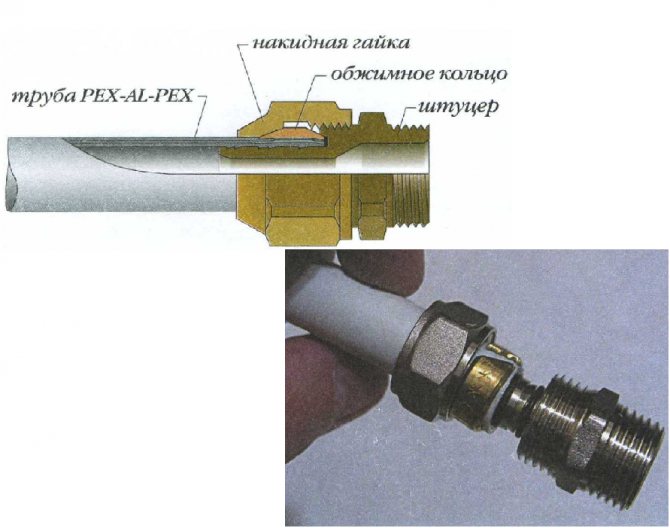
कम्प्रेशन कनेक्शन
कॉम्प्रेशन फिटिंग्ज वापरून मेटल-प्लास्टिक पाईप्सचे कनेक्शन सामान्य आणि स्वयं-विधानसभेसाठी परवडणारे आहे. अशा नोड्स वेगळे केले जाऊ शकतात आणि पुन्हा एकत्र केले जाऊ शकतात. आपल्याला स्थापनेसाठी 2 रेंचची आवश्यकता असेल.
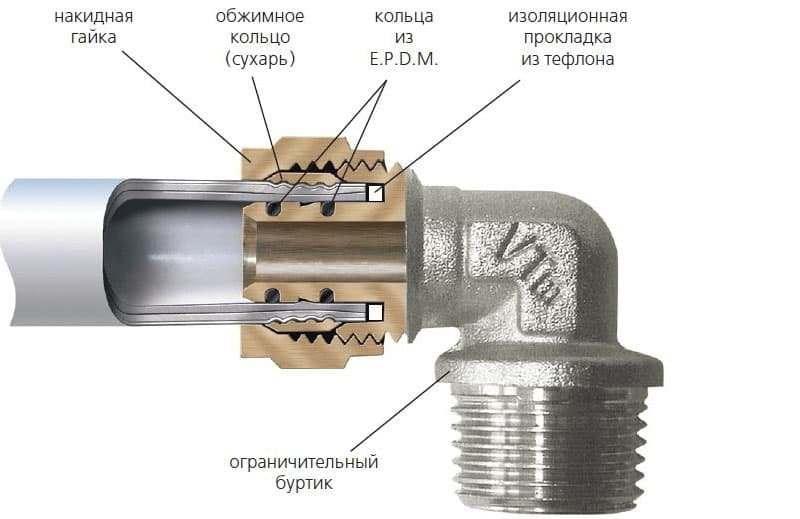
स्थापना अल्गोरिदम:
- फिटिंग अनविस्टेड आणि डिस्सेम्बल केलेले आहे. पाईपच्या शेवटी एक युनियन नट आणि फेरूल ठेवले जाते.
- संरेखन प्रक्रिया सुलभ करण्यासाठी पाईपच्या आतील भाग आणि रबर गॅस्केटसह फिटिंगचा शेवट जाड साबणयुक्त फोमने वंगण घालतो. त्याच हेतूसाठी, आतील व्यास कॅलिब्रेटरसह प्री-फ्लेर्ड आहे. अशा उपायांमुळे रबर गॅस्केटचे विस्थापन टाळता येईल.
- जंक्शनमध्ये फिटिंग घातली जाते, रिंग विस्थापित केली जाते आणि नट कडक केले जाते. वळण प्रक्रिया दोन की वापरून चालते.
परिणामी कनेक्शनला गळती झाल्यास नटचे नियमित नियंत्रण आणि घट्ट करणे आवश्यक आहे.
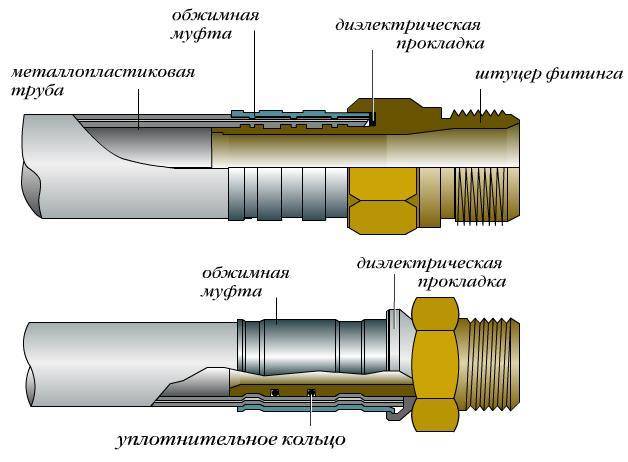
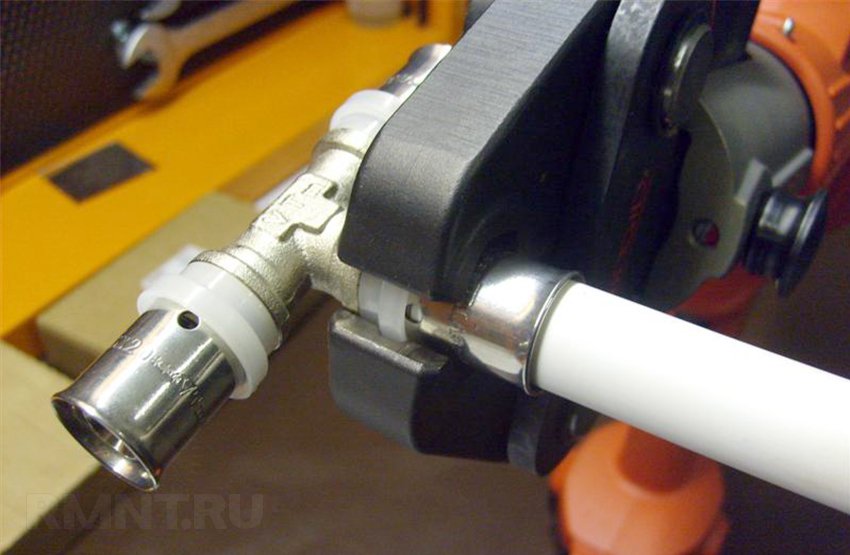
कनेक्शन दाबा
क्रिंप कनेक्शन प्रेस फिटिंग्ज आणि प्रेस टूल (मॅन्युअल किंवा इलेक्ट्रिक) वापरून माउंट केले जाते.
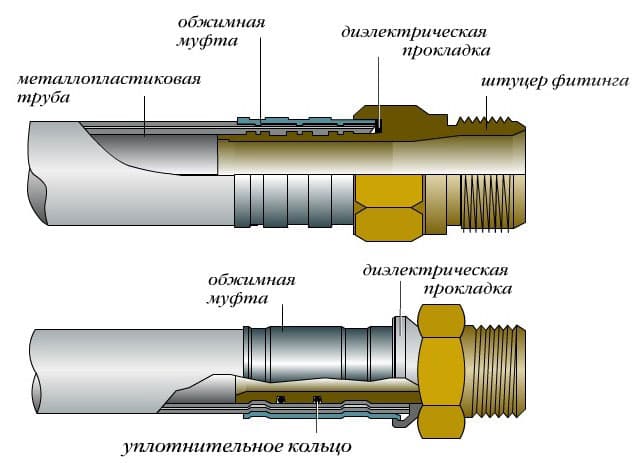
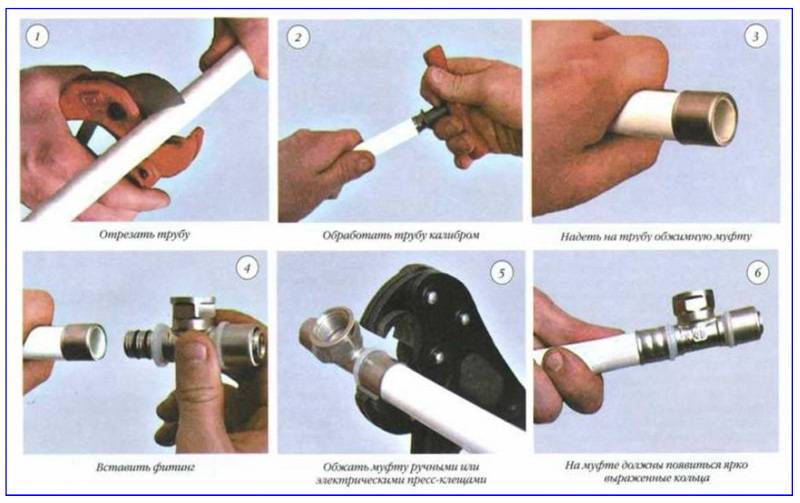
माउंटिंग योजना:
- तयारी: कट प्रक्रिया आणि साफ आहे. प्रेस फिटिंग वेगळे केले जाते आणि अखंडता आणि गॅस्केटच्या उपस्थितीसाठी तपासले जाते, नंतर पुन्हा एकत्र केले जाते ..
- कनेक्शनची धार कंट्रोल विंडोच्या फिटिंगवर ठेवली जाते.
- स्लीव्ह प्रेस चिमट्याने दाबली जाते, टूल हँडल स्टॉपवर कमी केले जातात.
- कनेक्टिंग फिटिंगच्या विरुद्ध टोकावरील ऑपरेशन्सची पुनरावृत्ती करा.
परिणामी कनेक्शन 50 वर्षांपर्यंत सेवा देऊ शकते, परंतु ते वेगळे करता येणार नाही.







पुश फिट कनेक्शन
प्लास्टिक पाईप्स जोडण्यासाठी पुश फिटिंग हे सर्वात महाग घटक आहेत. तथापि, त्यांच्या वापरासाठी कोणतीही साधने आणि कौशल्ये आवश्यक नाहीत, ते विश्वसनीय आणि टिकाऊ आहे.

तयार पाईप कंट्रोल होलपर्यंत पुश-फिटमध्ये घातला जातो. पुढे, संपूर्ण रचना एकत्र केली जाते. चाचणी प्रवाह सुरू केला जातो, ज्याच्या कृती अंतर्गत अंतर्गत वेजद्वारे कनेक्शन निश्चित केले जाते.
भिंत माउंट

मेटल-प्लास्टिक उत्पादनांचा कमकुवत बिंदू म्हणजे अॅल्युमिनियम थर पातळ आहे या वस्तुस्थितीमुळे यांत्रिक नुकसानास कमी प्रतिकार.
मोठ्या झुकण्याच्या त्रिज्या किंवा सतत दाबांसह, पाईप विकृत आहे.या प्रकरणात, पाइपलाइन एका ठोस पायावर निश्चित करण्याची शिफारस केली जाते - एक भिंत, कमाल मर्यादा किंवा प्लिंथच्या खाली. हे करण्यासाठी, फिक्सिंग घटक भिंतीवर निश्चित केला आहे:
- क्लिप;
- समर्थन;
- पेंडेंट
फास्टनिंग आणि फिक्सिंगची प्रक्रिया सोप्या पद्धतीने होते:
- आधार भिंतीशी जोडलेला आहे, एका निश्चित स्थितीत निश्चित केला आहे;
- पाइप विस्तारित यंत्रणेसह क्लिपमध्ये घातला जातो. जर क्लिप बहिरा असेल तर सुरुवातीला एक पाईप घातला जातो आणि नंतर संपूर्ण रचना भिंतीशी जोडली जाते.
समर्पक वर्गीकरण
कॉम्प्रेशन फिटिंग्जची विविधता.
- कोपरे आणि वाकणे (45 अंशांपासून वळण जोडताना वापरले जाते);
- क्रॉस (दोन बाजूंनी शाखा करण्यास मदत);
- टीज (एकमार्गी शाखेसाठी वापरले जाते);
- प्लग (पाईपच्या शेवटी फास्टनिंगसाठी वापरलेले);
- कपलिंग्ज (त्यांच्या मदतीने समान व्यास आणि दिशेने पाईप्स जोडलेले आहेत);
- फिटिंग्ज (आवश्यक असल्यास, रबरी नळीचे कनेक्शन).
समान व्यासाच्या पाईप्स जोडण्यासाठी वापरल्या जाणार्या फिटिंग्जना सरळ फिटिंग्ज म्हणतात आणि वेगवेगळ्या व्यासाच्या पाईप्स बांधण्यासाठी ज्यांना ट्रांझिशनल म्हणतात.
बांधकाम बाजारात कास्ट लोह, स्टील, पितळ किंवा तांबे फिटिंगची विस्तृत श्रेणी आहे.
कास्ट लोहासाठी, ते सामर्थ्य आणि टिकाऊपणा यासारख्या गुणांनी वेगळे आहेत. स्टील कपलिंग सारख्या कनेक्टिंग उत्पादनांपेक्षा कास्ट आयरन फिटिंगचा महत्त्वपूर्ण फायदा आहे. कास्ट आयरन घटकांचे आणखी एक सकारात्मक गुण म्हणजे नकारात्मक पर्यावरणीय प्रभावांना उच्च प्रतिकार आणि बहुमुखीपणा.
आधुनिक उद्योगात आज स्टील फिटिंग अपरिहार्य आहे. अलीकडे, पाइपलाइनच्या मार्गातील अडथळे पाईप वाकवून बायपास केले जाऊ शकतात.आज गरज नाही
स्टील उत्पादने वापरून पाइपलाइन एकत्र करणे आणि वेगळे करणे सोपे आहे, जे देखील महत्त्वाचे आहे
दाबण्यापूर्वी तयारीचे काम
गॅस पाईपचे नियंत्रण दाब चाचणी सुरू करण्यापूर्वी ज्या क्रिया केल्या पाहिजेत त्या मानक सुरक्षा नियमांनुसार विकसित कामगार संरक्षण निर्देशांनुसार केल्या जातात. गॅस घातक काम करत आहे.
तयारीमध्ये हे समाविष्ट आहे:
गॅस पाइपलाइन योजना
- प्रकल्प दस्तऐवजीकरणातील आकृत्यांवर दर्शविलेल्या राउटिंगसह संप्रेषणांच्या वास्तविक भूमिगत बिछानाचे सामंजस्य;
- आवश्यक प्लग, इन्स्ट्रुमेंटेशन आणि रेग्युलेटर कनेक्ट करण्यासाठी ठिकाणे निवडली जातात;
- कंप्रेसर युनिटच्या कनेक्शनचा बिंदू निर्धारित केला जातो.
या कार्यक्रमात सहभागी सर्व अभियंते आणि कामगारांना कामगार संरक्षणासाठी पुन्हा सूचना देणे आणि कार्य करण्याच्या प्रक्रियेशी परिचित असणे आवश्यक आहे.
वापरासाठी सूचना
तुम्ही कोणत्या प्रकारची स्थापना आणि उपकरणे निवडता याची पर्वा न करता, तयारीच्या कामासाठी एक सामान्य प्रक्रिया आहे. हे नियम पाइपलाइनची व्यवस्था सुलभ करतील आणि अंमलबजावणीसाठी इष्ट आहेत:
- आपल्याला पाईप लेआउट योजना तयार करण्याची आवश्यकता आहे, यामुळे सामग्री आणि कपलिंगची संख्या मोजण्यात मदत होईल;
- भविष्यात गळती टाळण्यासाठी धूळ आणि घाण कनेक्शन बिंदूंमध्ये प्रवेश करण्यापासून रोखण्यासाठी कामाची ठिकाणे काळजीपूर्वक स्वच्छ करणे आवश्यक आहे;
- तुम्हाला विद्यमान प्रणालीशी कनेक्ट करण्याची आवश्यकता असल्यास, तुम्हाला त्याची अखंडता तपासावी लागेल आणि इन्सर्शन साइट तयार करावी लागेल;
- पाईप्स कापल्या पाहिजेत जेणेकरून कट पाईपच्या रेखांशाच्या अक्षाच्या अगदी 90 अंश असेल, विश्वासार्हता आणि घट्टपणा सुनिश्चित करण्यासाठी हे आवश्यक आहे;
- आकृतीद्वारे मार्गदर्शित, कटिंग आणि सर्व आवश्यक कनेक्शन घटकांची संख्या तपासण्यासाठी सर्व पाईप्स आणि कपलिंग्ज घाला.
वर नमूद केल्याप्रमाणे, क्रॉस-लिंक्ड पॉलीथिलीन कनेक्ट करण्यासाठी तीन मुख्य पर्याय आहेत. उपकरणे आणि साधनांची निवड पद्धतीच्या निवडीवर अवलंबून असते. सर्व पद्धतींसाठी, आपल्याला पाईप्सच्या व्यास आणि छाटणीसाठी नोजलची आवश्यकता असेल.










पहिली पद्धत करणे सर्वात सोपी आहे. पाईप्स आणि प्रूनर्स व्यतिरिक्त, फक्त कॉम्प्रेशन कपलिंग आणि रेंचची एक जोडी आवश्यक असेल. जागी ढकलल्यानंतर काजू घट्ट करण्यासाठी या साधनांची आवश्यकता असते.
हे लक्षात ठेवणे महत्वाचे आहे: थ्रेडचे नुकसान होऊ नये म्हणून आपल्याला काजू घट्ट करण्याच्या प्रक्रियेवर नियंत्रण ठेवणे आवश्यक आहे. घट्ट स्क्रू करा, परंतु जास्त घट्ट करू नका.
दुसरी पद्धत दाबणे आहे. आपल्याला कॅलिब्रेटर, कात्री, विस्तारक आणि प्रेसची आवश्यकता असेल.
कात्रींसह कोणतीही अडचण येणार नाही, त्यांचा उद्देश सोपा आहे - आम्हाला आवश्यक असलेल्या आकारात पाईप कट करणे. आम्ही त्याच्या कडांवर कॅलिब्रेटरने प्रक्रिया करतो, आतून चेम्फरिंग करतो. कापल्यानंतर पाईपला गोलाकार आकार देण्यासाठी हे साधन आवश्यक आहे.
मग आम्ही मॅन्युअल प्रकाराचे विस्तारक (विस्तारक) घेतो, जे वापरण्यास अतिशय सोपे आहे. आम्ही पाईपच्या आत डिव्हाइसच्या कार्यरत कडा खोल करतो आणि त्यास इच्छित आकारात विस्तृत करतो. हे एकाच वेळी केले जाऊ नये, कारण सामग्रीचे नुकसान होऊ शकते. आम्ही हे हळूहळू करतो, वर्तुळात विस्तारक फिरवतो. या डिव्हाइसचे फायदे म्हणजे किंमत आणि वापरणी सोपी. हे एक हौशी वाद्य आहे.
इलेक्ट्रिकली पॉवर्ड एक्सपांडर रिचार्जेबल बॅटरीने सुसज्ज आहे, जो इन्स्टॉलरच्या कामाला गती देण्यासाठी डिझाइन केले आहे. हे कर्मचार्यांचे प्रयत्न आणि सिस्टमच्या स्थापनेसाठी लागणारा वेळ लक्षणीयरीत्या वाचवते.स्वाभाविकच, हे डिव्हाइस अनेक पटींनी जास्त महाग आहे, परंतु आपल्याला खूप काम करण्याची आवश्यकता असल्यास, ते पूर्णपणे फिट होईल आणि खर्चाचे औचित्य सिद्ध करेल. हायड्रॉलिक विस्तारक आहेत. आम्ही पाईप तयार केल्यानंतर, आपल्याला त्यात फिटिंग स्थापित करणे आवश्यक आहे. हे करण्यासाठी, आम्हाला प्रेस व्हिसची आवश्यकता आहे. ते हायड्रोलिक आणि यांत्रिक देखील आहेत. वापरण्यापूर्वी, ते स्टोरेज केसमधून काढले जावे आणि कार्यरत स्थितीत एकत्र केले जावे.
टूल एकत्र केल्यानंतर आणि पाईपमध्ये कपलिंग स्थापित केल्यानंतर, कनेक्शन प्रेससह स्थापित केले जाते. म्हणजेच, फिटिंग त्याच्या जागी प्रवेश करते आणि माउंटिंग स्लीव्हसह वरून दबाव आणला जातो. लहान पाईप व्यास आणि कमी मागणीसाठी मॅन्युअल प्रेसची शिफारस केली जाते.
हायड्रॉलिक प्रेसला क्रिमिंग करताना अक्षरशः कोणतेही प्रयत्न करावे लागत नाहीत. फिटिंग्ज आणि स्लीव्ह डिव्हाइसवरील खोबणीमध्ये सहजपणे स्थापित केले जातात, नंतर ते सहजपणे आणि सहजतेने ठिकाणी पडतात. हे साधन स्थापनेसाठी गैरसोयीच्या ठिकाणी देखील वापरले जाऊ शकते, त्याचे डोके फिरते. आणि क्रॉस-लिंक्ड पॉलीथिलीन जोडण्यासाठी शेवटचा पर्याय वेल्डेड आहे. आधी सांगितल्याप्रमाणे, हे सर्वात महाग आणि क्वचितच वापरले जाते, परंतु सर्वात विश्वासार्ह आहे. त्यासाठी, आम्हाला आधीच परिचित असलेल्या कात्रींव्यतिरिक्त, विस्तारक, विशेष कपलिंग्ज देखील आवश्यक असतील. इलेक्ट्रोफ्यूजन फिटिंगमध्ये गरम करण्यासाठी विशेष कंडक्टर असतात.
उपकरणे आणि घटक तयार केल्यानंतर, आम्ही वेल्डिंगकडे जाऊ. हे करण्यासाठी, आम्ही पाईपच्या शेवटी इलेक्ट्रिक-वेल्डेड कपलिंग स्थापित करतो. त्यात विशेष टर्मिनल आहेत ज्यात आम्ही वेल्डिंग मशीन कनेक्ट करतो. आम्ही ते चालू करतो, यावेळी सर्व घटक पॉलीथिलीनच्या वितळण्याच्या बिंदूवर, सुमारे 170 अंश सेल्सिअस गरम केले जातात. कपलिंग सामग्री सर्व रिक्त जागा भरते आणि वेल्डिंग होते.
डिव्हाइसमध्ये टायमर आणि फिटिंग्जमधील माहिती वाचू शकणारे डिव्हाइस नसल्यास, सर्वकाही वेळेत बंद करण्यासाठी आपल्याला इन्स्ट्रुमेंट रीडिंगचे निरीक्षण करणे आवश्यक आहे. आम्ही उपकरणे बंद करतो, किंवा ते स्वतःच बंद होते, आम्ही युनिट थंड होईपर्यंत प्रतीक्षा करतो. पाईप्स बहुतेक वेळा रीलमध्ये पुरवल्या जातात आणि स्टोरेज दरम्यान त्यांचा आकार गमावू शकतात. हे करण्यासाठी, आपल्याला केस ड्रायरची आवश्यकता आहे. त्याच्या मदतीने, विकृत सेगमेंट उबदार हवेने गरम करून ही कमतरता दूर करणे शक्य आहे.
पुढील व्हिडिओमध्ये, तुम्हाला XLPE हीटिंग आणि प्लंबिंग सिस्टम स्थापित करण्यासाठी साधनांचे विहंगावलोकन मिळेल.
Crimping प्रक्रिया
खाजगी घराच्या हीटिंग सिस्टमची प्रेशर टेस्टिंग सिस्टममधून हीटिंग बॉयलर, स्वयंचलित एअर व्हेंट्स आणि विस्तार टाकी डिस्कनेक्ट करण्यापासून सुरू होते. जर शट-ऑफ वाल्व्ह या उपकरणाकडे नेत असतील, तर तुम्ही ते बंद करू शकता, परंतु जर वाल्व्ह सदोष ठरले तर, विस्तार टाकी निश्चितपणे अयशस्वी होईल आणि बॉयलर, तुम्ही त्यावर लागू केलेल्या दबावानुसार. म्हणून, विस्तार टाकी काढून टाकणे चांगले आहे, विशेषत: हे करणे कठीण नाही, परंतु बॉयलरच्या बाबतीत, आपल्याला नळांच्या सेवाक्षमतेवर अवलंबून राहावे लागेल. रेडिएटर्सवर थर्मोस्टॅट्स असल्यास, त्यांना काढून टाकण्याचा सल्ला दिला जातो - ते उच्च दाबांसाठी डिझाइन केलेले नाहीत.









कधीकधी सर्व हीटिंगची चाचणी केली जात नाही, परंतु केवळ काही भाग. शक्य असल्यास, शट-ऑफ वाल्व्हच्या मदतीने ते कापले जाते किंवा तात्पुरते जंपर्स स्थापित केले जातात - स्पर्स.
पुढे, प्रक्रिया आहे:
- जर सिस्टम चालू असेल तर, शीतलक काढून टाकले जाते.
- सिस्टीमला प्रेशरायझर जोडलेले आहे. त्यातून एक रबरी नळी पसरते, एक युनियन नट सह समाप्त.ही रबरी नळी प्रणालीशी कोणत्याही योग्य ठिकाणी जोडलेली असते, अगदी काढून टाकलेल्या विस्तार टाकीच्या जागी किंवा ड्रेन कॉकऐवजी.
-
दाब चाचणी पंपाच्या क्षमतेमध्ये पाणी ओतले जाते आणि पंपच्या मदतीने सिस्टीममध्ये पंप केले जाते.
- दबाव टाकण्यापूर्वी सिस्टममधून सर्व हवा काढून टाका. हे करण्यासाठी, आपण ड्रेन व्हॉल्व्ह उघडून सिस्टमला थोडा पंप करू शकता किंवा रेडिएटर्सवरील एअर व्हेंट्सद्वारे कमी करू शकता (मायेव्स्की टॅप्स).
- सिस्टम ऑपरेटिंग प्रेशरवर आणले जाते, कमीतकमी 10 मिनिटे राखले जाते. या वेळी, उर्वरित सर्व हवा खाली उतरते.
- दबाव चाचणीच्या दाबापर्यंत वाढतो, विशिष्ट कालावधी राखली जाते (ऊर्जा मंत्रालयाच्या नियमांद्वारे नियंत्रित). चाचणी दरम्यान, सर्व उपकरणे आणि कनेक्शन तपासले जातात. गळतीसाठी त्यांची तपासणी केली जाते. शिवाय, थोडेसे ओले कनेक्शन देखील गळती मानले जाते (फॉगिंग देखील काढून टाकणे आवश्यक आहे).
- Crimping दरम्यान, दबाव पातळी नियंत्रित आहे. जर, चाचणी दरम्यान, त्याची घसरण सर्वसामान्य प्रमाणापेक्षा जास्त नसेल (SNiP मध्ये नोंदणीकृत), सिस्टम सेवायोग्य मानली जाते. जर दबाव सामान्यपेक्षा किंचित कमी झाला तर, तुम्हाला गळती शोधणे आवश्यक आहे, ते दुरुस्त करा, नंतर पुन्हा दबाव चाचणी सुरू करा.
आधीच नमूद केल्याप्रमाणे, चाचणी दाब उपकरणे आणि प्रणालीच्या प्रकारावर (गरम किंवा गरम पाणी) तपासले जात आहे यावर अवलंबून असते. "औष्णिक उर्जा प्रकल्पांच्या तांत्रिक ऑपरेशनसाठी नियम" (खंड 9.2.13) मध्ये नमूद केलेल्या ऊर्जा मंत्रालयाच्या शिफारशींचा वापर सुलभतेसाठी सारणीमध्ये केला आहे.
| तपासलेल्या उपकरणांचे प्रकार | चाचणी दबाव | चाचणी कालावधी | परवानगीयोग्य दबाव ड्रॉप |
|---|---|---|---|
| लिफ्ट युनिट्स, वॉटर हीटर्स | 1 MPa(10 kgf/cm2) | 5 मिनिटे | 0.02 MPa (0.2 kgf/cm2) |
| कास्ट लोह रेडिएटर्ससह सिस्टम | 0.6 MPa (6 kgf/cm2) | 5 मिनिटे | 0.02 MPa (0.2 kgf/cm2) |
| पॅनेल आणि कन्व्हेक्टर रेडिएटर्ससह सिस्टम | 1 MPa (10 kgf/cm2) | 15 मिनिटे | 0.01 MPa (0.1 kgf/cm2) |
| मेटल पाईप्समधून गरम पाणी पुरवठा प्रणाली | कामाचा दाब + 0.5 MPa (5 kgf/cm2), परंतु 1 MPa (10 kgf/cm2) पेक्षा जास्त नाही | 10 मिनिटे | 0.05 MPa (0.5 kgf/cm2) |
| प्लास्टिक पाईप्समधून गरम पाण्याची व्यवस्था | कामाचा दाब + 0.5 MPa (5 kgf/cm2), परंतु 1 MPa (10 kgf/cm2) पेक्षा जास्त नाही | 30 मिनिटे | 0.06 MPa (0.6 kgf/cm2), 2 तासांच्या आत पुढील तपासणीसह आणि 0.02 MPa (0.2 kgf/cm2) ची कमाल घसरण |
कृपया लक्षात घ्या की प्लॅस्टिक पाईप्समधून हीटिंग आणि प्लंबिंगची चाचणी घेण्यासाठी, चाचणी दाब होल्डिंग वेळ 30 मिनिटे आहे. जर या काळात कोणतेही विचलन आढळले नाही, तर सिस्टमने दबाव चाचणी यशस्वीरित्या उत्तीर्ण केली असे मानले जाते.
परंतु चाचणी आणखी 2 तास सुरू राहते. आणि या काळात, सिस्टममधील दबाव ड्रॉप सर्वसामान्य प्रमाणापेक्षा जास्त नसावा - 0.02 MPa (0.2 kgf / cm2).
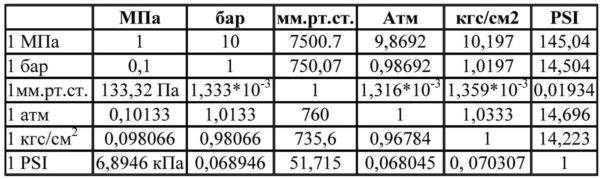
वेगवेगळ्या दबाव युनिट्ससाठी पत्रव्यवहार सारणी
दुसरीकडे, SNIP 3.05.01-85 (क्लॉज 4.6) मध्ये इतर शिफारसी आहेत:
- हीटिंग आणि वॉटर सप्लाई सिस्टमच्या चाचण्या कार्यरत असलेल्या 1.5 च्या दाबाने केल्या पाहिजेत, परंतु 0.2 MPa (2 kgf/cm2) पेक्षा कमी नाही.
- जर 5 मिनिटांनंतर दबाव ड्रॉप 0.02 MPa (0.2 kgf/cm) पेक्षा जास्त नसेल तर सिस्टम सेवायोग्य मानली जाते.
कोणते नियम वापरायचे हा एक मनोरंजक प्रश्न आहे. दोन्ही कागदपत्रे अंमलात असताना आणि कोणतीही निश्चितता नसताना, त्यामुळे दोन्ही पात्र आहेत. प्रत्येक प्रकरणात वैयक्तिकरित्या संपर्क साधणे आवश्यक आहे, जास्तीत जास्त दबाव विचारात घेऊन ज्यासाठी त्याचे घटक डिझाइन केले आहेत. तर कास्ट-लोह रेडिएटर्सचा कार्यरत दबाव अनुक्रमे 6 एटीएमपेक्षा जास्त नाही, चाचणी दबाव 9-10 एटीएम असेल.अंदाजे देखील इतर सर्व घटकांसह निर्धारित करणे आवश्यक आहे.
फ्लशिंग आणि दाबणे म्हणजे काय
हीटिंग सिस्टमची फ्लशिंग आणि प्रेशर चाचणी अशा प्रकरणांमध्ये केली जाते जेव्हा पाईप्समधील ठेवींचा थर त्यांच्या कार्य करणे सुरू ठेवण्यासाठी खूप मोठा होतो. प्रतिबंधात्मक उपाय म्हणून, अशा घटना क्वचितच केल्या जातात, कारण हा आनंद खूपच कष्टकरी आणि महाग असतो. हायड्रोन्युमॅटिक फ्लशिंगसाठी, ऍसिड सोल्यूशन वापरले जातात, जे पाइपलाइनच्या भिंतींपासून बाहेरील बाजूस प्लेक काढून टाकतात. धातूचे कण पाईप्सच्या आतील भिंतींना चिकटून राहतात, त्यामुळे त्यांचा व्यास कमी होतो. हे ठरते:
- दबाव वाढणे;
- कूलंटच्या गतीमध्ये वाढ;
- कार्यक्षमतेत घट;
- खर्चात वाढ.
हीटिंग सिस्टमची प्रेशर चाचणी म्हणजे काय - ही एक सामान्य चाचणी आहे, ज्याच्या निकालांनुसार असे उपकरण वापरणे सुरक्षित आहे की नाही हे सांगू शकते आणि ते आवश्यक भार सहन करू शकते की नाही हे देखील सांगू शकते. शेवटी, कोणीही सर्किट डिप्रेसरायझेशनचा बळी होऊ इच्छित नाही आणि बर्न विभागात रुग्ण होऊ इच्छित नाही. SNiPs नुसार हीटिंग सिस्टमची प्रेशर चाचणी केली जाते. ही एक अनिवार्य प्रक्रिया आहे. त्यानंतर, सर्किटच्या तांत्रिक सेवाक्षमतेची पुष्टी करणारा एक दस्तऐवज जारी केला जातो. जेव्हा हीटिंग सिस्टमची दबाव चाचणी केली जाते तेव्हा येथे मुख्य प्रकरणे आहेत:
- नवीन सर्किट एकत्र करताना आणि ऑपरेशनमध्ये ठेवताना;
- दुरुस्तीच्या कामानंतर;
- प्रतिबंधात्मक तपासणी;
- ऍसिड सोल्यूशनसह पाईप्स साफ केल्यानंतर.
हीटिंग सिस्टमची दाब चाचणी SNiP क्रमांक 41-01-2003 आणि क्रमांक 3.05.01-85, तसेच थर्मल पॉवर प्लांटच्या तांत्रिक ऑपरेशनच्या नियमांनुसार केली जाते.
या नियमांवरून, हे ज्ञात आहे की हीटिंग सिस्टमच्या दबाव चाचणीसारखी क्रिया हवा किंवा द्रवाने केली जाते. दुसरी पद्धत हायड्रॉलिक म्हणतात, आणि पहिल्याला मॅनोमेट्रिक म्हणतात, ती वायवीय देखील आहे, ती बबल आहे. हीटिंग सिस्टमच्या दबाव चाचणीचे नियम सांगतात की खोलीतील तापमान पाच अंशांपेक्षा जास्त असल्यासच पाण्याच्या चाचण्या केल्या जाऊ शकतात. अन्यथा, पाईप्समधील पाणी गोठण्याचा धोका आहे. हवेसह हीटिंग सिस्टमचे दाब ही समस्या दूर करते, ती थंड हंगामात चालते. सराव मध्ये, हीटिंग सिस्टमची हायड्रॉलिक प्रेशर चाचणी अधिक वेळा वापरली जाते, कारण प्रत्येकजण हीटिंग हंगामापूर्वी आवश्यक नियोजित काम पूर्ण करण्याचा प्रयत्न करीत आहे. हिवाळ्यात, फक्त अपघातांचे उच्चाटन, जर काही असेल तर केले जाते.
जेव्हा बॉयलर आणि विस्तार टाकी सर्किटमधून कापली जातात तेव्हाच हीटिंग सिस्टमची दाब चाचणी सुरू करणे शक्य आहे, अन्यथा ते अयशस्वी होतील. हीटिंग सिस्टम प्रेशरची चाचणी कशी केली जाते?
- सर्किटमधून सर्व द्रव काढून टाकले जाते;
- मग त्यात थंड पाणी ओतले जाते;
- जसे ते भरते, अतिरिक्त हवा सर्किटमधून खाली येते;
- पाणी जमा झाल्यानंतर, सर्किटला प्रेशर सुपरचार्जर पुरवले जाते;
- हीटिंग सिस्टमवर दबाव कसा आहे - वातावरणाचे प्रमाण हळूहळू वाढते. या प्रकरणात, जास्तीत जास्त चाचणी दबाव सर्किटच्या विविध घटकांच्या तन्य शक्तीपेक्षा जास्त नसावा;
- उच्च दाब काही काळ सोडला जातो आणि सर्व कनेक्शनची तपासणी केली जाते. केवळ थ्रेडेड कनेक्शनकडेच नव्हे तर ज्या ठिकाणी सर्किटचे भाग सोल्डर केले जातात त्या ठिकाणी देखील पाहणे आवश्यक आहे.
हवेसह हीटिंग सिस्टमवर दबाव आणणे आणखी सोपे आहे.फक्त सर्व शीतलक काढून टाका, सर्किटमधील सर्व आउटलेट बंद करा आणि त्यात हवा आणा. परंतु अशा प्रकारे, खराबी निश्चित करणे अधिक कठीण आहे. उदाहरणार्थ, जर पाईप्समध्ये द्रव असेल तर उच्च दाबाने ते संभाव्य अंतरातून बाहेर पडेल. दृष्यदृष्ट्या ओळखणे सोपे आहे. परंतु जर नळ्यांमध्ये द्रव नसेल, तर त्यानुसार, हवेशिवाय बाहेर जाण्यासाठी काहीही नाही. या प्रकरणात, एक शिट्टी ऐकू येऊ शकते.
आणि जर ते ऐकू येत नसेल, तर प्रेशर गेज सुई गळती दर्शवत असेल, तर सर्व कनेक्शन साबणाच्या पाण्याने चिकटवले जातात. हे सोपे करण्यासाठी, आपण संपूर्ण सिस्टम तपासू शकत नाही, परंतु विभागांमध्ये विभागून. या प्रकरणात, हीटिंग पाईप्सची दाब चाचणी करणे आणि उदासीनतेची संभाव्य ठिकाणे निश्चित करणे सोपे आहे.
मेटल-प्लास्टिक पाईप्सची स्थापना स्वतः करा
पाईप्सचे कटिंग मेटल कातरने किंवा विशेष हॅकसॉने केले जाते. कटर लहान आणि मध्यम व्यासाचे धातू-प्लास्टिक कापण्यासाठी वापरले जातात आणि व्यावसायिक स्थापनेत मोठ्या प्रमाणावर वापरले जातात. कात्री हे एक साधे घरगुती उपकरण आहे, ते बजेट किंमत श्रेणीमध्ये देखील खरेदी केले जाऊ शकते, मुख्य गोष्ट अशी आहे की एक आरामदायक आणि संतुलित हँडल आहे आणि ब्लेड स्वतःच तीक्ष्ण आहेत, उच्च-गुणवत्तेच्या धातूपासून बनलेले आहेत. कटर अंतर्गत कॅलिब्रेटरसह सुसज्ज आहेत, जे केवळ धातू-प्लास्टिक कापण्यासच नव्हे तर कडांचा विकृत आकार पुनर्संचयित करण्यास देखील अनुमती देते.







विशेष साधनांव्यतिरिक्त, मेटल-प्लास्टिक पाईप्सची प्रणाली स्थापित करताना, अधिक बहुमुखी उपकरणे वापरणे आवश्यक आहे: एक मापन टेप, योग्य आकाराच्या चाव्या, एक बेव्हलर, ग्राइंडिंग एमरी, एक विस्तारक, जर प्रेस फिटिंग कनेक्शन असतील. वापरले.
प्लास्टिक आणि धातूपासून बनविलेले प्लंबिंग सिस्टम केवळ टिकाऊ आणि व्यावहारिक नाही तर स्थापित करणे देखील सोपे आहे. आवश्यक ज्ञान नसलेल्या व्यक्तीद्वारे देखील ही प्रक्रिया अंमलबजावणीसाठी उपलब्ध आहे. सर्वात सोप्या साधनांचा संच असल्यास, तुम्ही साध्या इंस्टॉलेशन नियमांचे पालन केल्यास, तुम्ही मूलभूत इंस्टॉलेशन कार्य कार्यक्षमतेने आणि सभ्य खर्च बचतीसह करू शकता.
धातूच्या संयोजनात प्लास्टिक हे एक चांगले टँडम आहे, परंतु ते आक्रमक यांत्रिक आणि अल्ट्राव्हायोलेट प्रभावांना "भीती" देखील आहे, त्यांना उघडताना हे लक्षात घेतले पाहिजे.
जर बंद प्रकार स्थापित करण्याचा हेतू असेल तर, कॉम्प्रेशन प्रकार फिटिंग्जमध्ये प्रवेश करण्यासाठी हॅचची उपस्थिती प्रदान करणे आवश्यक आहे.
हीटिंग सिस्टममध्ये एमपी पाईप्स देखील असू शकतात, परंतु या प्रकरणात सर्व घटकांची अखंडता तपासण्यासाठी आणि सर्व घटकांच्या सर्वात टिकाऊ कनेक्शनच्या स्थितीचे निरीक्षण करण्यासाठी विशेष लक्ष देणे योग्य आहे. सिस्टमचे नवीन घटक अनपॅक करताना तीक्ष्ण वस्तू वापरू नका, अगदी सूक्ष्म स्क्रॅचमुळे संपूर्ण सिस्टमला गंभीरपणे नुकसान होऊ शकते.
पाईपच्या स्थापनेसाठी वापरलेले मेटल सपोर्ट आणि हँगर्स मऊ गॅस्केटसह सुसज्ज असले पाहिजेत, यामुळे प्लास्टिकच्या पृष्ठभागाचे यांत्रिक नुकसान टाळण्यास मदत होईल.
जशी वॉर्डरोब हॅन्गरने सुरू होते, त्याचप्रमाणे मेटल-प्लास्टिक पाईप्सची स्थापना बॉल व्हॉल्व्हच्या निवडी आणि बांधणीपासून सुरू होते.
हा घटक संपूर्ण सिस्टमसाठी अत्यंत महत्वाचा आहे, आपण त्यावर बचत करू नये आणि चीनी बजेट समकक्ष खरेदी करू नये
उच्च-गुणवत्तेची नल 60 वातावरण आणि उच्च तापमानापर्यंत टिकली पाहिजे
जशी वॉर्डरोब हॅन्गरने सुरू होते, त्याचप्रमाणे मेटल-प्लास्टिक पाईप्सची स्थापना बॉल व्हॉल्व्हच्या निवडी आणि बांधणीपासून सुरू होते.
हा घटक संपूर्ण सिस्टमसाठी अत्यंत महत्वाचा आहे, आपण त्यावर बचत करू नये आणि चीनी बजेट समकक्ष खरेदी करू नये. उच्च-गुणवत्तेच्या नळाने 60 वातावरण आणि उच्च तापमानापर्यंत प्रतिकार केला पाहिजे. गळती झाल्यास, हा तोटी आहे जो कमीत कमी वेळेत पाण्याचा प्रवाह थांबविण्यास सक्षम आहे.
जर योग्य वेळी टॅप त्याच्या थेट कार्याचा सामना करत नसेल तर प्लंबिंग सिस्टमला गंभीर नुकसान होण्याचा धोका आहे.
गळती झाल्यास, हा तोटी आहे जो कमीत कमी वेळेत पाण्याचा प्रवाह थांबविण्यास सक्षम आहे. जर योग्य वेळी टॅप त्याच्या थेट कार्याचा सामना करत नसेल तर प्लंबिंग सिस्टमला गंभीर नुकसान होण्याचा धोका आहे.
जशी वॉर्डरोब हॅन्गरने सुरू होते, त्याचप्रमाणे मेटल-प्लास्टिक पाईप्सची स्थापना बॉल व्हॉल्व्हच्या निवडी आणि बांधणीपासून सुरू होते.
हा घटक संपूर्ण सिस्टमसाठी अत्यंत महत्वाचा आहे, आपण त्यावर बचत करू नये आणि चीनी बजेट समकक्ष खरेदी करू नये. उच्च-गुणवत्तेच्या नळाने 60 वातावरण आणि उच्च तापमानापर्यंत प्रतिकार केला पाहिजे. गळती झाल्यास, हा तोटी आहे जो कमीत कमी वेळेत पाण्याचा प्रवाह थांबविण्यास सक्षम आहे.
जर योग्य वेळी टॅप त्याच्या थेट कार्याचा सामना करत नसेल तर प्लंबिंग सिस्टमला गंभीर नुकसान होण्याचा धोका आहे.
गळती झाल्यास, हा तोटी आहे जो कमीत कमी वेळेत पाण्याचा प्रवाह थांबविण्यास सक्षम आहे. जर योग्य वेळी टॅप त्याच्या थेट कार्याचा सामना करत नसेल तर प्लंबिंग सिस्टमला गंभीर नुकसान होण्याचा धोका आहे.
जर संपूर्ण सिस्टीम सुरवातीपासून स्थापित केली असेल, तर त्यामध्ये साफसफाईचे फिल्टर, मीटर, प्रेशर रिड्यूसर, संपूर्ण क्षेत्रामध्ये पाइपिंगसाठी मॅनिफोल्डची स्थापना समाविष्ट असेल. फिल्टरसह पाईप्स एकत्र ठेवण्याची शिफारस केली जाते, यामुळे तांत्रिक मोडतोड सिस्टममध्ये प्रवेश करण्यापासून प्रतिबंधित होईल.









हे देखील वाचा:
अपार्टमेंट इमारतींमध्ये चाचण्या
अपार्टमेंट इमारतींमध्ये, हवेसह हीटिंग सिस्टमचे दाब चाचणी देखील केली जाऊ शकते. आम्ही आता कामासाठी आवश्यक अटींचा विचार करू. आपल्याला पाण्याची गळती आढळल्यास, त्यांची दुरुस्ती करणे आवश्यक आहे. परंतु बर्याचदा, सिस्टममध्ये उच्च दाबाशिवाय, शिवणांमध्ये पातळ क्रॅक शोधणे खूप कठीण आहे. अपार्टमेंट इमारतींमध्ये, वैयक्तिक अपार्टमेंट आणि सर्व महामार्ग दोन्हीची दबाव चाचणी करणे आवश्यक आहे.
आपण तयार करणे आवश्यक आहे:
- सर्व लॉकिंग फिटिंगची तपासणी करा. जर वाल्व्ह कास्ट लोहाचे बनलेले असतील तर त्यांच्यासह ग्रंथी बदलण्याची खात्री करा. फ्लॅंज कनेक्शनवर गॅस्केट बदला. त्यांचे मूळ स्वरूप गमावलेले सर्व बोल्ट देखील बदलले पाहिजेत. नवीन प्रेशर गेज बसवण्याची खात्री करा, जुनी प्रेशर गेजची पडताळणीसाठी पाठवण्याची शिफारस केली जाते जेणेकरून ते मोजमापांसाठी आणखी वापरले जाऊ शकतात की नाही.
- अगदी किरकोळ दोष, नुकसान ओळखण्यासाठी सर्व पाईप्स, फिटिंग्जची दृष्यदृष्ट्या तपासणी करा. आपल्याला समस्या क्षेत्र आढळल्यास, आपल्याला त्यांची त्वरीत दुरुस्ती करणे आवश्यक आहे.
- तळघर आणि मजल्यांमधील ओळींवर थर्मल इन्सुलेशन सामग्रीची स्थिती तपासा.
तयारी केल्यानंतर, आपण थेट क्रिमिंग कार्य करण्यास प्रारंभ करू शकता:
- कमी कडकपणासह संपूर्ण सर्किट पाण्याने भरा (जेणेकरून ते स्केल दिसत नाही). अर्थातच, इलेक्ट्रिक पंपसह सिस्टममध्ये पंप करणे चांगले आहे. दाब - 6-10 बार. द्रव असलेल्या कंटेनरमध्ये, आपल्याला होसेस कमी करणे आवश्यक आहे - निचरा आणि पुरवठा. पुढे, पंपला हीटिंग नेटवर्कशी कनेक्ट करा आणि प्रेशर टेस्टर चालू करा. दबाव आगाऊ सेट करणे आवश्यक आहे.
- आपल्याला अर्धा तास सापडतो - या कालावधीत दबाव जवळजवळ समान पातळीवर राहिला पाहिजे. दबाव कमी होत नाही अशा परिस्थितीत, चाचणी पूर्ण मानली जाऊ शकते. आपण सिस्टमला कार्यरत द्रवाने भरू शकता आणि सक्रिय ऑपरेशन सुरू करू शकता.
- दबाव कमी झाल्यास, हीटिंग सिस्टममध्ये दोष आहेत. हवेसह हीटिंग सिस्टमच्या दाब चाचणीची प्रक्रिया समान आहे, परंतु आपल्याला साबण द्रावण वापरावे लागेल - त्याशिवाय गळती शोधणे कठीण आहे. आपल्याला दोष आढळताच, आपण सिस्टम रिक्त करणे आणि दुरुस्ती करणे सुरू करू शकता. नंतर संपूर्ण हीटिंगचे पुन्हा निदान करा.
इनपुट युनिट त्याच प्रकारे चालते - दाब सुमारे 10 बार असावा.



