- नवशिक्या वेल्डर म्हणून सुरुवात कशी करावी
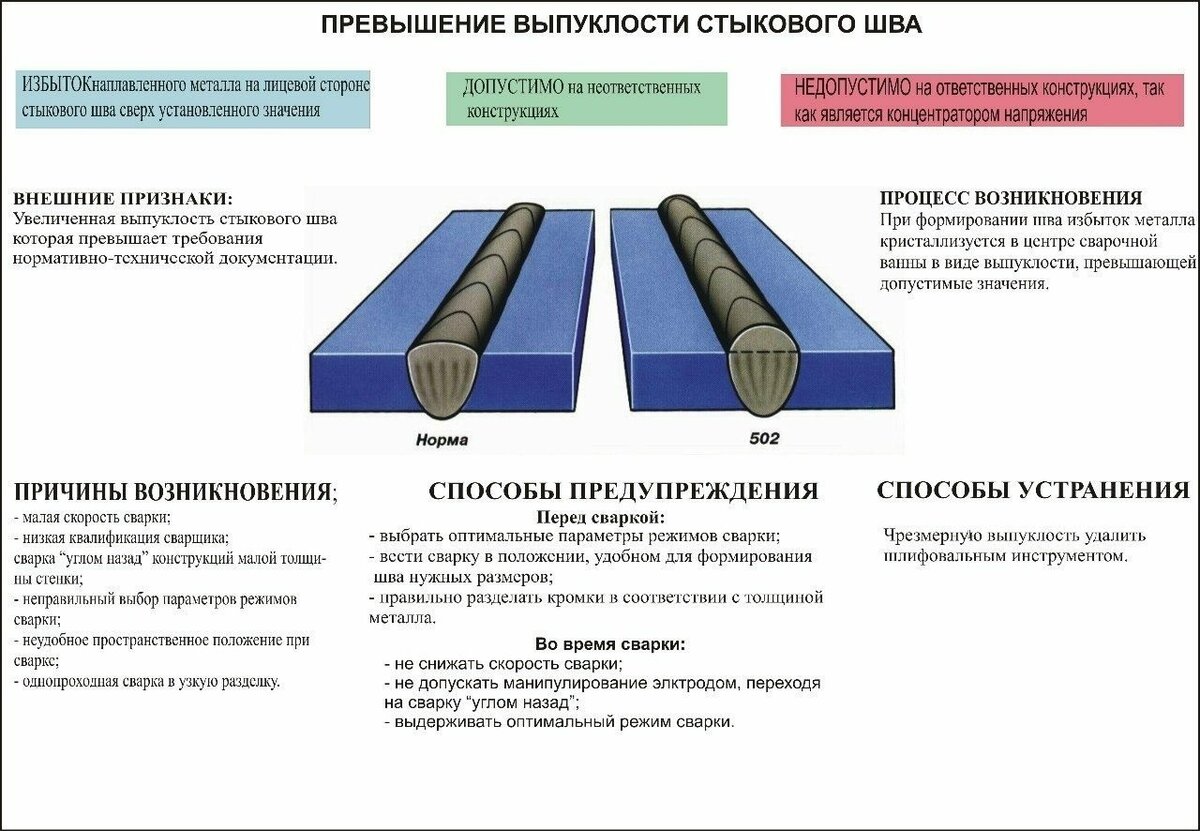
- वेल्डिंग सांधे आणि seams मध्ये संभाव्य दोष
- इलेक्ट्रिक वेल्डिंग तंत्रज्ञान
- चाप कसा लावायचा
- वेल्डिंग गती
- वेल्डिंग पद्धती
- टीप सहा
- घरी वेल्डिंगसाठी आपल्याला काय आवश्यक आहे?
- अजून काय हवे आहे
- वेल्डिंग घटक
- इलेक्ट्रिक वेल्डिंगची मूलभूत माहिती
- इलेक्ट्रिक वेल्डिंगचे प्रकार
- वेल्डिंग तंत्रज्ञान
- इन्व्हर्टरसह वेल्डिंगसाठी चरण-दर-चरण सूचना
- साधने आणि उपकरणे
- उपकरणांचे प्रकार
- साधने आणि उपकरणे
- वेल्डिंग तंत्रज्ञान
नवशिक्या वेल्डर म्हणून सुरुवात कशी करावी
येथे शेवटी एक वेल्डिंग इन्व्हर्टर, वेल्डरचा मुखवटा आणि इलेक्ट्रोड्स तुमच्या समोर आहेत. अनुभवी वेल्डरला हे सर्व आवश्यक नाही, परंतु प्रारंभ करण्यासाठी एक नवशिक्या पुरेसे आहे. इलेक्ट्रिक वेल्डिंगने स्वयंपाक करायला शिका.
सर्व प्रथम, आपल्याला दोन केबल्स इन्व्हर्टरशी जोडण्याची आवश्यकता असेल. इलेक्ट्रोड धारक असलेली एक केबल आणि ग्राउंड टर्मिनलसह दुसरी
इन्व्हर्टरच्या प्लस किंवा मायनसमध्ये कोणती केबल कनेक्ट करणे चांगले आहे ते अद्याप इतके महत्त्वाचे नाही. आपण वेल्डिंगच्या मूलभूत गोष्टी हळूहळू शिकून, थेट आणि उलट ध्रुवीयतेबद्दल अधिक जाणून घेऊ शकता
म्हणून, धैर्याने, आम्ही इलेक्ट्रोड होल्डरला इन्व्हर्टरच्या प्लसशी जोडतो आणि ग्राउंडसह क्लॅम्प नकारात्मक कनेक्टरला जोडतो, धारकामध्ये इलेक्ट्रोड घाला आणि शिजवण्याचा प्रयत्न करा. या प्रकरणात, इलेक्ट्रोड प्रज्वलित करण्यापूर्वी, इन्व्हर्टरवर वेल्डिंग करंट योग्यरित्या समायोजित करा.फक्त इलेक्ट्रोड्स आणि वेल्डिंग करंटच्या पॅरामीटर्ससह टेबल वापरा (वर पहा), आणि नंतर सर्वात योग्य मूल्य निवडा.
म्हणून, प्रथम आपल्याला चाप कसा लावायचा हे शिकण्याची आवश्यकता आहे. हे धातूवर इलेक्ट्रोडला हलके टॅप करून किंवा धातूवर त्याची टीप किंचित हलवून केले जाते. नवशिक्यांसाठी, दुसरा पर्याय वापरणे श्रेयस्कर आहे.
इलेक्ट्रोडला धातूमध्ये खूप कठोरपणे चिकटविणे आवश्यक नाही, कारण ते निश्चितपणे पृष्ठभागावर चिकटेल. वेल्डिंग चाप उजळल्याबरोबर, वेल्डिंग चालू असताना आपल्याला ते सतत जळत ठेवण्याची आवश्यकता आहे. या प्रकरणात, इलेक्ट्रोड आणि धातूच्या पृष्ठभागामधील अंतर सुमारे 2-3 मिमी (लहान चाप) असावे.
जर तुमच्यासाठी सर्वकाही तयार झाले असेल आणि चाप जळला असेल तर तुम्ही वर्कपीस वेल्ड करण्याचा प्रयत्न करू शकता. हे करण्यासाठी, इलेक्ट्रोड बाजूला वाकवा आणि 40-60 अंशांच्या कोनात धरून ठेवा. हळुवारपणे संयुक्त बाजूने इलेक्ट्रोड एका बाजूने हलवण्यास प्रारंभ करा. आपण इलेक्ट्रोडला विविध मार्गांनी नेतृत्व करू शकता, परंतु एकाच वेळी सर्वकाही मास्टर करणे अशक्य आहे.
वेल्डिंग सांधे आणि seams मध्ये संभाव्य दोष
इलेक्ट्रिक वेल्डिंग ही एक जटिल प्रक्रिया आहे आणि नेहमीच सर्वकाही सुरळीत होत नाही.
कामातील त्रुटींच्या परिणामी, शिवण आणि सांध्यामध्ये विविध दोष असू शकतात, यासह:
- खड्डे. वेल्ड मणी मध्ये लहान इंडेंटेशन. चाप ब्रेक किंवा सीमच्या अंतिम तुकड्याच्या अंमलबजावणीमध्ये त्रुटीच्या परिणामी दिसू शकते.
- छिद्र. गंज, तेल इ. सह भागांच्या कडा दूषित झाल्यामुळे वेल्डिंग सीम सच्छिद्र बनते. याव्यतिरिक्त, शिवण खूप लवकर थंड झाल्यावर, उच्च वेल्डिंग वेगाने आणि ओल्या इलेक्ट्रोडसह काम करताना सच्छिद्रता दिसू शकते.
- अंडरकट. ते सीम मणीच्या दोन्ही बाजूंना लहान इंडेंटेशनसारखे दिसतात.कोपरा सांधे वेल्डिंग करताना इलेक्ट्रोड्स उभ्या भिंतीच्या दिशेने विस्थापित होतात तेव्हा दिसतात. याव्यतिरिक्त, लांब चाप सह काम करताना किंवा वेल्डिंग वर्तमान मूल्ये खूप जास्त असल्यास अंडरकट तयार होतात.
- स्लॅग समावेश. वेल्डिंग मणीच्या आत स्लॅगचे तुकडे आहेत. कडा गलिच्छ असल्यास, वेल्डिंगचा वेग जास्त असल्यास किंवा वेल्डिंग करंट खूप कमी असल्यास हे होऊ शकते.
हे सर्वात सामान्य वेल्ड दोष आहेत, परंतु इतर असू शकतात.
इलेक्ट्रिक वेल्डिंग तंत्रज्ञान
इलेक्ट्रिक वेल्डिंग ही एक प्रक्रिया आहे जी उच्च तापमानाच्या प्रभावाखाली, धातूच्या वितळण्यापेक्षा वर येते. वेल्डिंगच्या परिणामी, धातूच्या पृष्ठभागावर तथाकथित वेल्ड पूल तयार होतो, जो वितळलेल्या इलेक्ट्रोडने भरलेला असतो, अशा प्रकारे वेल्डिंग सीम तयार होतो.
म्हणून, इलेक्ट्रिक वेल्डिंगच्या अंमलबजावणीसाठी मुख्य अटी म्हणजे इलेक्ट्रोड चाप प्रज्वलित करणे, वेल्डेड करण्यासाठी वर्कपीसवरील धातू वितळणे आणि त्यात वेल्ड पूल भरणे. असे दिसते की, सर्व साधेपणात, अप्रस्तुत व्यक्तीसाठी हे करणे खूप कठीण आहे. प्रथम, आपल्याला इलेक्ट्रोड किती लवकर जळतो हे समजून घेणे आवश्यक आहे आणि हे त्याच्या व्यास आणि वर्तमान सामर्थ्यावर अवलंबून असते आणि मेटल वेल्डिंग दरम्यान स्लॅगमध्ये फरक करण्यास सक्षम देखील असते.
याव्यतिरिक्त, वेल्डिंग दरम्यान एकसमान वेग आणि इलेक्ट्रोडची योग्य हालचाल (बाजूपासून बाजूला) राखणे आवश्यक आहे, जेणेकरून वेल्ड गुळगुळीत आणि विश्वासार्ह असेल, फाटलेल्या भारांना तोंड देण्यास सक्षम असेल.
चाप कसा लावायचा
इलेक्ट्रिक वेल्डिंगच्या विकासाची सुरुवात चापच्या योग्य प्रज्वलनासह असावी. धातूच्या अनावश्यक तुकड्यावर प्रशिक्षण उत्तम प्रकारे केले जाते, परंतु ते गंजलेले नसावे, कारण यामुळे कार्य गंभीरपणे गुंतागुंतीचे होईल आणि नवशिक्या वेल्डरला गोंधळात टाकू शकते.
चाप सुरू करण्याचे दोन सोपे मार्ग आहेत:
- वर्कपीसच्या पृष्ठभागावर इलेक्ट्रोडला पटकन स्पर्श करून आणि नंतर 2-3 मिमीच्या अंतरापर्यंत खेचून. आपण वरील धातूपासून इलेक्ट्रोड उचलल्यास, चाप अदृश्य होऊ शकते किंवा खूप अस्थिर होऊ शकते;
- वेल्डेड करण्यासाठी वर्कपीसच्या पृष्ठभागावर इलेक्ट्रोड मारणे, जसे की तुम्ही मॅच पेटवत आहात. इलेक्ट्रोडच्या टोकासह धातूला स्पर्श करणे आवश्यक आहे आणि चाप प्रज्वलित होईपर्यंत पृष्ठभागावर (वेल्डिंग साइटच्या दिशेने) 2-3 सेमी काढा.
आर्क इग्निशनची दुसरी पद्धत नवशिक्या इलेक्ट्रिक वेल्डरसाठी सर्वात योग्य आहे, कारण ती सर्वात सोपी आहे. तसेच, धातूवरील अल्प-मुदतीचे मार्गदर्शन इलेक्ट्रोडला गरम करते आणि नंतर त्याच्यासह शिजवणे खूप सोपे होते.


चाप प्रज्वलित केल्यानंतर, ते वर्कपीसच्या पृष्ठभागाच्या शक्य तितक्या जवळ ठेवावे, 0.5 सेमीपेक्षा जास्त अंतरावर नाही. याव्यतिरिक्त, हे अंतर सर्व वेळ अंदाजे समान ठेवले पाहिजे, अन्यथा वेल्ड कुरुप आणि असमान असणे.
वेल्डिंग गती
इलेक्ट्रोडचा वेग वेल्डेड केलेल्या धातूच्या जाडीवर अवलंबून असतो. त्यानुसार, ते जितके पातळ असेल तितके वेल्डिंग वेगवान असेल आणि त्याउलट. याचा अनुभव वेळोवेळी येईल, जेव्हा तुम्ही चाप कसा पेटवायचा आणि कमी-अधिक प्रमाणात शिजवायला सुरुवात कराल. खालील चित्रे उदाहरणे दाखवतात ज्याद्वारे तुम्ही समजू शकता की वेल्डिंग कोणत्या वेगाने चालते.
जर हळूहळू, तर वेल्डिंग शिवण जाड होते आणि त्याच्या कडा जोरदार वितळतात. जर, त्याउलट, इलेक्ट्रोड खूप वेगाने चालविला गेला असेल, तर शिवण कमकुवत आणि पातळ आहे, तसेच असमान आहे. योग्य वेल्डिंग वेगाने, धातू पूर्णपणे वेल्ड पूल भरते.
याव्यतिरिक्त, वेल्डिंगचा सराव करताना, आपल्याला धातूच्या पृष्ठभागाच्या संबंधात इलेक्ट्रोडच्या योग्य कोनाचे निरीक्षण करणे आवश्यक आहे.कोन अंदाजे 70 अंश असावा आणि आवश्यक असल्यास बदलला जाऊ शकतो. वेल्डच्या निर्मिती दरम्यान, इलेक्ट्रोडची हालचाल अनुदैर्ध्य, अनुवादात्मक आणि दोलनात्मक असू शकते, बाजूपासून बाजूला.
यापैकी प्रत्येक इलेक्ट्रोड अग्रगण्य तंत्र आपल्याला इच्छित शिवण प्राप्त करण्यास, त्याची रुंदी कमी किंवा वाढविण्यास आणि काही इतर पॅरामीटर्स बदलण्यास अनुमती देते.
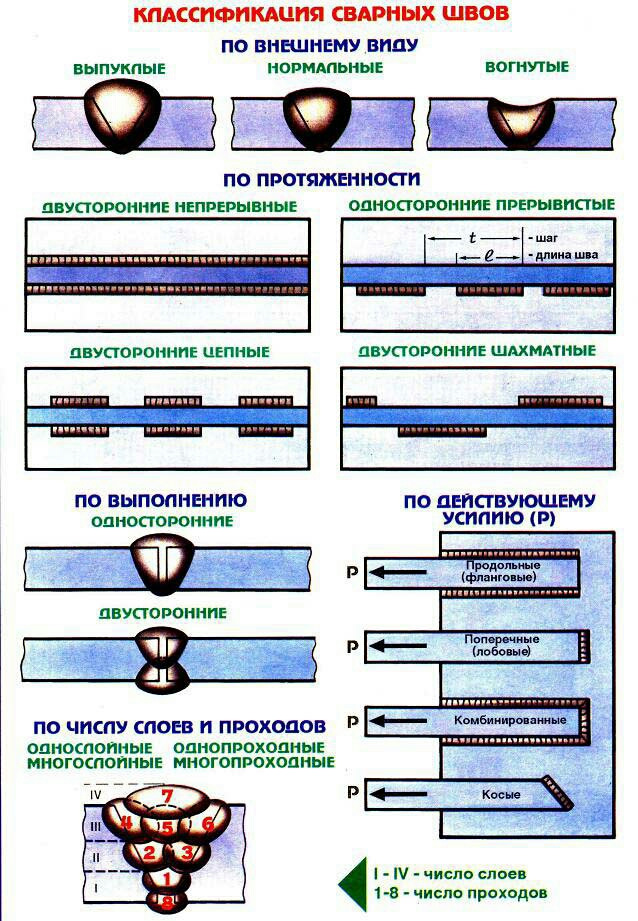
वेल्डिंग पद्धती
याक्षणी, वेल्डिंगसाठी अनेक पद्धती वापरल्या जातात. ते विविध निकषांनुसार विभागले गेले आहेत. ही माहिती नवशिक्यासाठी उपयुक्त ठरेल, म्हणून तुम्ही ती नक्कीच वाचली पाहिजे.
हीटिंगवर अवलंबून, उत्पादनाच्या कडा पूर्णपणे वितळू शकतात किंवा प्लास्टिकच्या स्थितीत असू शकतात. पहिल्या पद्धतीमध्ये सामील होण्यासाठी भागांवर विशिष्ट शक्ती लागू करणे देखील आवश्यक आहे - दाब वेल्डिंग.
दुस-यामध्ये, वेल्ड पूलच्या निर्मितीच्या परिणामी कनेक्शन तयार होते, ज्यामध्ये वितळलेले धातू आणि एक इलेक्ट्रोड असतो.
वेल्डिंगच्या इतर पद्धती आहेत ज्यामध्ये उत्पादन अजिबात गरम होत नाही - कोल्ड वेल्डिंग, किंवा प्लास्टिकच्या स्थितीत आणले नाही - अल्ट्रासाऊंड वापरून कनेक्शन.
वेल्डिंगच्या पद्धती आणि प्रकार.
वेल्डिंगचे इतर प्रकार खाली सूचीबद्ध आहेत:
- लोहार.
या पद्धतीमध्ये, जोडल्या जाणार्या उत्पादनांची टोके भट्टीत गरम केली जातात आणि नंतर बनावट केली जातात. ही पद्धत सर्वात प्राचीन आहे आणि सध्या व्यावहारिकपणे वापरली जात नाही. - गॅस प्रेस.
उत्पादनांच्या कडा संपूर्ण विमानात ऑक्सिजन-एसिटिलीन टोळीद्वारे गरम केल्या जातात आणि प्लास्टिकच्या स्थितीत आणल्या जातात, त्यानंतर ते कॉम्प्रेशनच्या अधीन असतात.ही पद्धत अत्यंत कार्यक्षम आणि उत्पादक आहे. ते गॅस पाइपलाइन, रेल्वे, यांत्रिक अभियांत्रिकी बांधकामात वापरले जाते. - संपर्क करा.
भाग वेल्डिंग उपकरणाच्या इलेक्ट्रिकल सर्किटमध्ये समाविष्ट केले जातात आणि त्यांच्याद्वारे विद्युत प्रवाह जातो. भागांच्या संपर्क बिंदूवर शॉर्ट सर्किट होते, परिणामी जंक्शनवर मोठ्या प्रमाणात उष्णता सोडली जाते. ते वितळण्यासाठी आणि धातूला जोडण्यासाठी पुरेसे आहे. - बट, स्पॉट आणि सीम - उत्पादनास बांधण्यासाठी संपर्क पद्धतीचे प्रकार.
- रोलर.
हे शीट स्ट्रक्चर्सच्या कनेक्शनमध्ये वापरले जाते ज्यासाठी उच्च-गुणवत्तेची आणि विश्वासार्ह सीमची आवश्यकता असते. - थर्माइट.
धातू थर्माईट बर्न करून एकत्र धरले जाते - लोह स्केल पावडर आणि शुद्ध अॅल्युमिनियम यांचे मिश्रण. - आण्विक पाणी.
उत्पादनाच्या कडा दोन टंगस्टन इलेक्ट्रोड्समध्ये जळणाऱ्या चापच्या क्रियेने वितळल्या जातात. इलेक्ट्रोड विशेष धारकांशी जोडलेले आहेत ज्याद्वारे हायड्रोजनचा पुरवठा केला जातो. परिणामी, वेल्ड पूलचा चाप आणि द्रव धातू हायड्रोजनद्वारे ऑक्सिजन आणि नायट्रोजनसारख्या वातावरणातील वायूंच्या हानिकारक प्रभावांपासून संरक्षित केले जातात. - गॅस.
भाग गरम करण्यासाठी आणि वितळण्यासाठी ज्योत वापरणे हे या पद्धतीचे सार आहे. ऑक्सिजन वातावरणात ज्वलनशील वायू जाळून ज्योत प्राप्त होते. गॅस-ऑक्सिजन मिश्रण विशेष बर्नर वापरून प्राप्त केले जाते.
गॅस वेल्डिंग पद्धत फ्यूजन वेल्डिंगचा संदर्भ देते. उत्पादनांमधील अंतर फिलर वायरने भरले आहे. मानवी जीवनाच्या विविध क्षेत्रांमध्ये ही पद्धत मोठ्या प्रमाणावर वापरली जाते. पातळ-भिंतीची उत्पादने, नॉन-फेरस धातू, कास्ट लोह कनेक्ट करताना बहुतेकदा आढळतात.
इन्व्हर्टर उपकरणासह काम करताना, इलेक्ट्रोडच्या ध्रुवीयतेला फारसे महत्त्व नसते.योजनेवर अवलंबून, भागाची गरम तीव्रता बदलते, जे आपल्याला वेल्डिंगची भिन्न परिस्थिती निर्माण करण्यास अनुमती देते.
टीप सहा
मद्यधुंद समुद्र गुडघाभर. अल्कोहोलच्या प्रभावाखाली असताना कधीही वेल्ड करू नका. वेल्डिंग "ड्रिंकिंग" करण्यापेक्षा काम सोडणे चांगले आहे. हा सल्ला युक्रेनसाठी उपयुक्त आहे. चौथ्या श्रेणीतील एका वेल्डरने दारूच्या नशेत वेल्डिंग करून लग्न कसे केले ते मला पहावे लागले. दुसऱ्या दिवशी त्याचा डोळ्यांवर विश्वास बसेना. हे आपले काम असल्याचे त्याने नाकारले. जर डिझाइन जबाबदार असेल तर सर्वकाही खूपच वाईट आहे. एका बांधकाम फर्ममध्ये, एक वेल्डर, जो उभ्या शिवण करू शकत नव्हता, त्याला साइटवर पाठवले गेले, जिथे त्याच्या कार्यांमध्ये बाल्कनी आणि रेलिंगची स्थापना आणि स्थापना समाविष्ट होती. आता कल्पना करा की बहुतेकदा त्याने हे काम दारूच्या नशेत केले. तसे, या गगनचुंबी इमारतींमध्ये आधीच लोक राहतात आणि बांधकाम कंपनी बर्याच काळापासून अस्तित्वात नाही.



घरी वेल्डिंगसाठी आपल्याला काय आवश्यक आहे?
काम पार पाडण्यासाठी, आपल्याला सर्व प्रथम, वेल्डिंग मशीनची आवश्यकता असेल. त्याचे अनेक प्रकार आहेत.
कोणाला प्राधान्य द्यायचे ते ठरवूया.
- वेल्डिंग जनरेटर. एक विशिष्ट वैशिष्ट्य म्हणजे विद्युत ऊर्जा निर्माण करण्याची आणि चाप तयार करण्यासाठी वापरण्याची क्षमता. जिथे उर्जा स्त्रोत नाही तिथे ते उपयुक्त ठरेल. त्याचे प्रभावी परिमाण आहेत, म्हणून ते वापरणे फार सोयीचे नाही.
- वेल्डिंग ट्रान्सफॉर्मर. हे उपकरण मेनमधून पुरवलेल्या पर्यायी व्होल्टेजला वेल्डिंगसाठी आवश्यक असलेल्या वेगळ्या वारंवारतेच्या पर्यायी व्होल्टेजमध्ये रूपांतरित करते. उपकरणे ऑपरेट करणे सोपे आहे, परंतु त्यांचे परिमाण लक्षणीय आहेत आणि संभाव्य पॉवर सर्जेसवर नकारात्मक प्रतिक्रिया देतात.
- वेल्डिंग रेक्टिफायर.एक उपकरण जे विद्युत चाप तयार करण्यासाठी आवश्यक असलेल्या मेनमधून पुरवलेल्या व्होल्टेजचे थेट करंटमध्ये रूपांतरित करते. कॉम्पॅक्टनेस आणि कामाच्या उच्च कार्यक्षमतेमध्ये भिन्नता.
घरगुती वापरासाठी, इन्व्हर्टर प्रकार रेक्टिफायरला प्राधान्य दिले जाते. त्यांना सहसा इन्व्हर्टर म्हणून संबोधले जाते. उपकरणे खूप कॉम्पॅक्ट आहेत. काम करताना, ते खांद्यावर टांगले जाते. डिव्हाइसच्या ऑपरेशनचे सिद्धांत अगदी सोपे आहे.
ते उच्च वारंवारता प्रवाहाचे थेट प्रवाहात रूपांतर करते. या प्रकारच्या वर्तमानासह कार्य केल्याने उच्च दर्जाचे वेल्ड मिळते.
वेल्डिंग जनरेटर नेटवर्कच्या अनुपस्थितीत काम करू शकते. ते स्वतःच वीज निर्माण करते. सिस्टम खूप अवजड आहे, त्यासह कार्य करणे खूप कठीण आहे.
इन्व्हर्टर किफायतशीर आहेत, ते घरगुती नेटवर्कवरून काम करतात. याव्यतिरिक्त, नवशिक्यासाठी त्यांच्याबरोबर काम करणे चांगले आहे. ते ऑपरेट करणे आणि स्थिर चाप प्रदान करणे अत्यंत सोपे आहे.
इन्व्हर्टरच्या तोट्यांमध्ये इतर उपकरणांपेक्षा जास्त किंमत, धूळ, आर्द्रता आणि पॉवर सर्जेसची संवेदनशीलता समाविष्ट आहे.
होम वेल्डिंगसाठी इन्व्हर्टर निवडताना, वेल्डिंगच्या वर्तमान मूल्यांच्या श्रेणीकडे लक्ष द्या. किमान मूल्य - 160-200 ए
अतिरिक्त उपकरणे वैशिष्ट्ये नवशिक्यासाठी काम सुलभ करू शकतात.
या आनंददायी "बोनस" पैकी हे लक्षात घेण्यासारखे आहे:
- हॉट स्टार्ट - याचा अर्थ वेल्डिंग चाप प्रज्वलित होण्याच्या क्षणी पुरवलेल्या प्रारंभिक प्रवाहात वाढ. याबद्दल धन्यवाद, चाप सक्रिय करणे खूप सोपे आहे.
- अँटी-स्टिक - इलेक्ट्रोड रॉड अडकल्यास स्वयंचलितपणे वेल्डिंग करंट कमी करते. त्यामुळे ते काढणे सोपे जाते.
- आर्क फोर्स - जर इलेक्ट्रोडला वर्कपीसवर खूप लवकर आणले तर वेल्डिंग करंट वाढते. या प्रकरणात, स्टिकिंग होत नाही.
कोणत्याही प्रकारच्या वेल्डिंग मशीन व्यतिरिक्त, इलेक्ट्रोडची आवश्यकता असेल. त्यांचा ब्रँड एका विशेष सारणीनुसार सर्वोत्तम निवडला जातो, जो वेल्डेड करण्याच्या सामग्रीचा प्रकार सूचित करतो.
आपल्याला वेल्डिंग मास्क देखील आवश्यक असेल. सर्वात चांगली गोष्ट ती आहे जी डोक्यावर परिधान केली जाते. आपण आपल्या हातात धरू इच्छित असलेले मॉडेल अत्यंत अस्वस्थ आहेत.
केवळ संरक्षणात्मक सूटमध्ये वेल्डिंगसह काम करणे आवश्यक आहे. एक विशेष मुखवटा अल्ट्राव्हायोलेट किरणोत्सर्ग आणि स्प्लॅशपासून आपल्या डोळ्यांचे संरक्षण करेल, एक घट्ट सूट आणि कॅनव्हास हातमोजे बर्न्स टाळतील
मुखवटा एक साधा टिंटेड ग्लास किंवा तथाकथित "गिरगिट" असू शकतो. नंतरचा पर्याय श्रेयस्कर आहे, कारण जेव्हा चाप दिसला तेव्हा काच आपोआप गडद होतो.
केवळ विशेष कपड्यांमध्ये काम करणे आवश्यक आहे जे स्प्लॅश आणि अल्ट्राव्हायोलेट विकिरणांपासून संरक्षण करते. हे जाड सूती ओव्हरॉल्स, बूट किंवा उच्च बूट, कॅनव्हास किंवा रबराइज्ड हातमोजे असू शकतात.
अजून काय हवे आहे
इलेक्ट्रोडशिवाय वेल्डिंग मशीन पूर्णपणे निरुपयोगी युनिट आहे. इलेक्ट्रोड्स उपभोग्य वस्तू आहेत, ते देखील भिन्न आहेत: उपभोग्य आणि गैर-उपभोग्य, धातू (स्टील, तांबे आणि इतर धातूंनी बनलेले) आणि नॉन-मेटलिक, वायर किंवा कडक रॉडच्या स्वरूपात, भिन्न संरक्षणात्मक कोटिंग्स इ.
ज्यांना इलेक्ट्रोडसह योग्यरित्या वेल्ड कसे करावे याबद्दल आश्चर्य वाटले त्यांच्यासाठी, 3 मिमी किंवा 4 मिमी जाड स्टीलच्या सार्वभौमिक रॉडसह प्रारंभ करणे चांगले आहे. व्यास पॅकेजवर दर्शविला आहे, योग्य निवडणे कठीण होणार नाही. त्यांच्याबरोबर कामात प्रभुत्व मिळविल्यानंतर, इतर प्रकारांवर स्विच करणे शक्य होईल, परंतु दैनंदिन जीवनात त्यांना मागणी असण्याची शक्यता नाही.
इन्व्हर्टरसाठी इलेक्ट्रोड
वेल्डिंगसाठी उपभोग्य वस्तूंव्यतिरिक्त, आपल्याला निश्चितपणे वेल्डरच्या मुखवटाची आवश्यकता असेल.त्याशिवाय कार्य करणे पूर्णपणे अशक्य आहे, अन्यथा आपण त्वरीत डोळ्यांच्या कॉर्नियाची जळजळ आणि इतर अनेक दृष्टी समस्या मिळवू शकता. सर्वोत्कृष्ट म्हणजे गिरगिट ग्लास असलेले मुखवटे. किंवा त्याऐवजी, स्वयंचलित प्रकाश फिल्टरसह जो प्रदीपनातील बदलांवर प्रतिक्रिया देतो आणि डोळ्यांना हानिकारक विकिरणांपासून संरक्षण करतो.



योग्य कपडे, शूज आणि हातमोजे मिळवणे देखील उचित आहे जे ठिणग्यांमुळे जळत नाहीत आणि अशा परिस्थितीत विजेच्या धक्क्यापासून संरक्षण करू शकतात.
टूल्समधून तुम्हाला सीममधून स्केल ठोठावण्यासाठी हातोडा आवश्यक असेल, तसेच सर्व प्रकारचे वायसे, क्लॅम्प्स आणि चुंबकीय कोपरे, ज्याद्वारे तुम्ही इच्छित स्थितीत वेल्डेड केलेले भाग निश्चित करू शकता.
नवशिक्या वेल्डरसाठी किमान सेट
वेल्डिंग घटक
वेल्डिंग प्रक्रियेच्या मूलभूत गोष्टींमध्ये आत्मविश्वासाने प्रभुत्व मिळवल्यानंतर, आपण घटकांना एकाच संरचनेत जोडण्यासाठी पुढे जाऊ शकता. आणि येथे देखील, अशा प्रभावासाठी धातूच्या प्रतिक्रियेशी संबंधित सूक्ष्मता आहेत.
सर्व प्रथम, आपल्याला सीमच्या लांबीचे योग्यरित्या मूल्यांकन करणे आवश्यक आहे आणि हे सुनिश्चित करणे आवश्यक आहे की ते सांध्यामध्ये जोडले जाणारे भाग खेचत नाहीत. हे करण्यासाठी, त्यांना clamps किंवा इतर पद्धतींच्या मदतीने दिलेल्या स्थितीत निश्चित करणे आवश्यक आहे. आणि फिक्सेशन निश्चित करण्यासाठी, ते अनेक ठिकाणी ट्रान्सव्हर्स सीमसह पकडतात. आणि तेव्हाच ते खरडतात.
वेल्डिंगचा क्रम संयुक्त लांबीवर अवलंबून असतो. एका दिशेने आणि एका धावत, फक्त 300 मिमी लांब लहान शिवण वेल्डेड केले जाऊ शकतात. जर हे अंतर जास्त असेल तर, लहान भागांमध्ये सिवन करून परिणामी ताणांची भरपाई करणे आवश्यक आहे.
लांबीवर अवलंबून शिवण बनविण्याच्या योजना
कामाच्या शेवटी खूप सुंदर seams नाही काळजीपूर्वक कट आणि एक ग्राइंडर सह sanded जाऊ शकते.
इलेक्ट्रिक वेल्डिंगची मूलभूत माहिती
वेल्डेड धातूचे सांधे आज सर्वात विश्वासार्ह आहेत: तुकडे किंवा भाग एकाच संपूर्ण मध्ये एकत्र केले जातात. हे उच्च तापमानाच्या प्रदर्शनाच्या परिणामी घडते. बहुतेक आधुनिक वेल्डिंग मशीन धातू वितळण्यासाठी इलेक्ट्रिक आर्क वापरतात. हे प्रभाव झोनमधील धातूला वितळण्याच्या बिंदूपर्यंत गरम करते आणि हे एका लहान भागात घडते. इलेक्ट्रिक आर्क वापरला जात असल्याने, वेल्डिंगला इलेक्ट्रिक आर्क देखील म्हणतात.
वेल्ड करण्याचा हा अगदी योग्य मार्ग नाही)) कमीतकमी, आपल्याला मुखवटा आवश्यक आहे
इलेक्ट्रिक वेल्डिंगचे प्रकार
विद्युत कंस थेट आणि पर्यायी प्रवाहाने तयार केला जाऊ शकतो. वेल्डिंग ट्रान्सफॉर्मर वैकल्पिक प्रवाहासह, इनव्हर्टर थेट प्रवाहासह वेल्डेड केले जातात.
ट्रान्सफॉर्मरसह कार्य करणे अधिक क्लिष्ट आहे: विद्युत प्रवाह बदलत आहे, म्हणून वेल्डेड चाप "उडी मारते", उपकरण स्वतःच जड आणि अवजड आहे. तरीही खूप त्रासदायक आवाज, जो ऑपरेशन दरम्यान उत्सर्जित होतो आणि चाप आणि ट्रान्सफॉर्मर स्वतःच. आणखी एक उपद्रव आहे: ट्रान्सफॉर्मर नेटवर्कला जोरदार "सेट" करतो. शिवाय, व्होल्टेजमध्ये लक्षणीय वाढ दिसून येते. ही परिस्थिती शेजाऱ्यांना फारशी आनंदी नाही आणि तुमच्या घरगुती उपकरणांना त्रास होऊ शकतो.
वेल्डिंग तंत्रज्ञान
विद्युत चाप येण्यासाठी, विरुद्ध शुल्कासह दोन प्रवाहकीय घटक आवश्यक आहेत. एक धातूचा भाग आहे आणि दुसरा इलेक्ट्रोड आहे.
जेव्हा इलेक्ट्रोड आणि धातू वेगवेगळ्या ध्रुवीयतेला स्पर्श करतात तेव्हा विद्युत चाप उद्भवते. त्याच्या देखाव्यानंतर, ज्या ठिकाणी ते निर्देशित केले जाते, त्या भागाची धातू वितळण्यास सुरवात होते. त्याच वेळी, इलेक्ट्रोड रॉडची धातू वितळते, इलेक्ट्रिक आर्कसह वितळण्याच्या झोनमध्ये हस्तांतरित केली जाते: वेल्ड पूल.
वेल्ड पूल कसा तयार होतो? ही प्रक्रिया समजून घेतल्याशिवाय, मेटल योग्यरित्या कसे वेल्ड करावे हे तुम्हाला समजणार नाही (प्रतिमा आकार वाढवण्यासाठी त्यावर उजवे क्लिक करा)
प्रक्रियेत, संरक्षक आवरण देखील जळते, अंशतः वितळते, अंशतः बाष्पीभवन होते आणि काही गरम वायू सोडतात. वेल्ड पूलच्या सभोवतालचे वायू ऑक्सिजनच्या परस्परसंवादापासून धातूचे संरक्षण करतात. त्यांची रचना संरक्षणात्मक कोटिंगच्या प्रकारावर अवलंबून असते. वितळलेला स्लॅग देखील धातूला आवरण देतो, त्याचे तापमान टिकवून ठेवण्यास मदत करतो. वेल्डिंगद्वारे योग्यरित्या वेल्ड करण्यासाठी, हे सुनिश्चित करणे आवश्यक आहे की स्लॅगने वेल्ड पूल कव्हर केले आहे.
वेल्ड बाथ हलवून प्राप्त आहे. आणि जेव्हा इलेक्ट्रोड हलतो तेव्हा ते हलते. हे वेल्डिंगचे संपूर्ण रहस्य आहे: आपल्याला एका विशिष्ट वेगाने इलेक्ट्रोड हलविणे आवश्यक आहे

कनेक्शनच्या आवश्यक प्रकारावर अवलंबून, त्याचे झुकते कोन आणि वर्तमान पॅरामीटर्स योग्यरित्या निवडणे देखील महत्त्वाचे आहे.
जसे की धातू थंड होते, त्यावर एक स्लॅग क्रस्ट तयार होतो - संरक्षणात्मक वायू जळण्याचा परिणाम. तसेच हवेतील ऑक्सिजनच्या संपर्कात येण्यापासून धातूचे संरक्षण करते. थंड झाल्यावर हातोडा मारला जातो. या प्रकरणात, गरम तुकडे विखुरतात, म्हणून डोळ्यांचे संरक्षण आवश्यक आहे (विशेष चष्मा घाला).
फुग्यापासून किंवा बॅरलमधून ब्रेझियर कसा बनवायचा याबद्दल आपण येथे वाचू शकता. फक्त सवय करून घ्या.
इन्व्हर्टरसह वेल्डिंगसाठी चरण-दर-चरण सूचना
सर्व प्रथम, वेल्डिंगसाठी, संरक्षक घटक असणे आवश्यक आहे:
- खडबडीत कापडाचे हातमोजे;
- डोळ्यांचे संरक्षण करणार्या विशेष फिल्टरसह वेल्डिंग मास्क;
- वेल्डिंग दरम्यान दिसणार्या ठिणग्यांपासून प्रज्वलित होणार नाही अशा सामग्रीपासून बनविलेले खडबडीत जाकीट आणि पायघोळ;
- जाड तळवे असलेले बंद शूज.
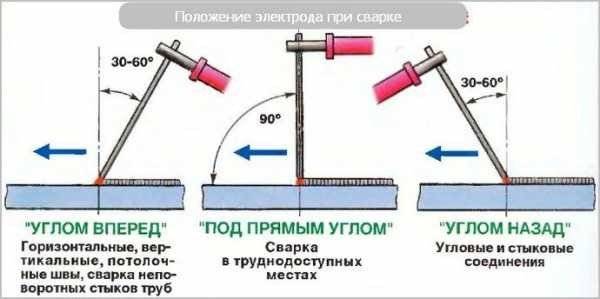
वेल्डिंग दरम्यान इलेक्ट्रोडची स्थिती.
आपण वेल्डिंग इन्व्हर्टरसह वेल्डिंग सुरू करण्यापूर्वी, आपण सुरक्षित कार्य परिस्थिती निर्माण करण्याच्या उद्देशाने आवश्यक उपाययोजना करणे आवश्यक आहे.
कामाच्या ठिकाणी योग्य तयारी आहे:
- टेबलवर आवश्यक मोकळी जागा प्रदान करून, सर्व अनावश्यक वस्तू काढून टाकल्या पाहिजेत, परंतु त्या स्प्लॅश होऊ शकतात;
- उच्च दर्जाचे प्रकाश तयार करणे;
- इलेक्ट्रिक शॉकपासून संरक्षण करणार्या लाकडी मजल्यावर उभे असताना वेल्डिंगचे काम करणे आवश्यक आहे.
मग भागांच्या जाडीवर अवलंबून वर्तमान समायोजित केले जाते आणि इलेक्ट्रोड निवडले जातात. नंतरचे तयार करणे आवश्यक आहे. जर ते फक्त वितरण नेटवर्कमध्ये विकत घेतले गेले असतील आणि त्यांची गुणवत्ता संशयाच्या पलीकडे असेल तर ही क्रिया वगळली जाऊ शकते.
इलेक्ट्रोड्स तयार केल्यानंतर, वस्तुमान टर्मिनल उत्पादनाशी जोडलेले आहे.
उच्च-गुणवत्तेचे आणि विश्वासार्ह मेटल कनेक्शन प्राप्त करण्यासाठी, ते तयार करणे आवश्यक आहे:
- गंज उत्पादनाच्या काठावरुन पूर्णपणे काढून टाकला जातो;
- सॉल्व्हेंट्सच्या मदतीने, विविध दूषित पदार्थ स्वच्छ केले जातात;
- शेवटच्या टप्प्यावर, कडा स्वच्छतेसाठी तपासल्या जातात, ग्रीस, पेंटवर्क आणि इतर दूषित पदार्थांची उपस्थिती अस्वीकार्य आहे.
पुढे, आपल्याला वेल्डिंग इन्व्हर्टर कनेक्ट करण्याची आवश्यकता आहे. रोलरच्या स्वरूपात शिवण तयार करून, जाड धातूच्या शीटवर प्रशिक्षण सर्वोत्तम केले जाते. टेबलवर आडव्या पडलेल्या धातूवर पहिले कनेक्शन बनवा. त्यावर खडूने सरळ रेषा काढा ज्याच्या बाजूने शिवण जाईल.
इन्व्हर्टरचे इलेक्ट्रिकल सर्किट.
प्रक्रियेत, अशा ऑब्जेक्टवर प्रशिक्षण वेल्डिंग तंत्रात लक्षणीय सुधारणा करू शकते.
वेल्डिंगची प्रक्रिया चापच्या प्रज्वलनाने सुरू होते.
ही क्रिया करण्याचे दोन मार्ग आहेत:
- धातूवर स्क्रॅचिंग;
- धातूवर टॅप करणे.
पद्धतीची निवड व्यक्तीच्या प्राधान्यांवर अवलंबून असते, ज्वलन करताना मुख्य गोष्ट म्हणजे संयुक्त क्षेत्राच्या बाहेर वेल्डिंगचे ट्रेस सोडणे नाही.
चाप प्रज्वलित केल्यानंतर, धातूच्या संपर्कातून एक चाप प्रज्वलित केला जातो, वेल्डर कंसच्या लांबीशी संबंधित थोड्या अंतरासाठी भागाच्या पृष्ठभागावरून इलेक्ट्रोड काढून टाकतो आणि वेल्डिंग सुरू करतो.
परिणामी, दोन धातूच्या भागांच्या जंक्शनवर वेल्डिंग सीम तयार होतो. ते पृष्ठभागावर स्केल - स्केलसह संरक्षित केले जाईल. ते काढलेच पाहिजे. शिवण वर एक लहान हातोडा सह टॅप करून हे करणे खूप सोपे आहे.
साधने आणि उपकरणे
मॅन्युअल आर्क वेल्डिंगचे तंत्र तुलनेने सोपे आहे आणि विशेष उपकरणे आणि इलेक्ट्रोड वापरून केले जाते. आपल्याला सहाय्यक साधने आणि संरक्षणात्मक उपकरणे देखील आवश्यक असतील.



उपकरणांचे प्रकार
तीन प्रकारची उपकरणे आहेत जी स्वत: चाप वेल्डिंगसाठी वापरली जाऊ शकतात:
- ट्रान्सफॉर्मर अशा उपकरणांच्या ऑपरेशनचे सिद्धांत वैकल्पिक प्रवाहावर आधारित आहे. हे लक्षात घ्यावे की ते जोरदार जड आहेत, सामान्य विद्युत नेटवर्कमधील व्होल्टेजमध्ये अचानक बदल घडवून आणण्यास सक्षम आहेत आणि खूप गोंगाट करणारे आहेत. ट्रान्सफॉर्मरवर एकसमान शिवण बनवणे खूप अवघड आहे; केवळ अनुभवी वेल्डर हे करू शकतात. परंतु जर नवशिक्या कारागिरांना ट्रान्सफॉर्मरच्या वापरासह आर्क वेल्डिंगचे प्रशिक्षण दिले असेल तर इतर उपकरणांसह काम करणे खूप सोपे होईल;
- रेक्टिफायर्स डिव्हाइसेसचे ऑपरेशन सेमीकंडक्टर डायोडद्वारे प्रदान केले जाते. या प्रकारची एकके वैकल्पिक प्रवाह थेट प्रवाहात बदलतात. ही बहुमुखी उपकरणे आहेत. जवळजवळ सर्व इलेक्ट्रोड त्यांच्यासाठी योग्य आहेत आणि वेगवेगळ्या धातूंवर वेल्डिंग करता येते.ट्रान्सफॉर्मरच्या तुलनेत, वेल्डिंग प्रक्रिया खूप सोपी आहे आणि चाप स्थिरता राखली जाते;
- इन्व्हर्टर ते जवळजवळ शांतपणे काम करतात. कॉम्पॅक्टनेस आणि स्वयंचलित समायोजन प्रणालीमुळे वापरण्यास सुलभ. ऑपरेशन दरम्यान, उपकरण पर्यायी प्रवाह रूपांतरित करून उच्च पॉवर डायरेक्ट करंट तयार करते.
सर्व उपकरणांमध्ये, इनव्हर्टर सर्वोत्तम मानले जातात. ते पॉवर सर्ज दरम्यान देखील एक स्थिर चाप तयार करतात आणि बहु-कार्यक्षम असतात.
साधने आणि उपकरणे
इलेक्ट्रिक आर्क वेल्डिंगसह वेल्डिंग करण्यापूर्वी, आपण प्रथम वैयक्तिक संरक्षणात्मक उपकरणे आणि साधने तयार करणे आवश्यक आहे:
- वेल्डिंगसाठी उपकरणे आणि इलेक्ट्रोड्स. जे फक्त वेल्डिंग कौशल्य शिकत आहेत त्यांनी अधिक इलेक्ट्रोड तयार करावे;
- सहाय्यक साधने. आर्क वेल्डिंग तंत्रामध्ये वेल्डिंग दरम्यान उद्भवलेल्या स्लॅग काढून टाकणे समाविष्ट आहे आणि यासाठी आपल्याला धातूसाठी हातोडा आणि ब्रश आवश्यक आहे;
- संरक्षणात्मक पोशाख. विशेष मास्क, हातमोजे आणि दाट सामग्रीपासून बनविलेले संरक्षणात्मक कपडे न घालता वेल्डिंग सुरू करू नका. अशा साधनांकडे दुर्लक्ष करणे योग्य नाही, कारण मानवी सुरक्षा त्यांच्यावर अवलंबून असते.
आपण प्रथमच डिव्हाइससह कार्य करत असल्यास आणि मॅन्युअल आर्क वेल्डिंगद्वारे योग्यरित्या वेल्ड कसे करावे हे शिकू इच्छित असल्यास, प्रशिक्षण मेटल घटकांची पूर्व-तयार करण्याची शिफारस केली जाते.
वेल्डिंग तंत्रज्ञान
आजपर्यंत, इलेक्ट्रिक आर्क वेल्डिंगचे खालील प्रकार ज्ञात आहेत:
-
नॉन-उपभोग्य इलेक्ट्रोडसह वेल्डिंग.
इलेक्ट्रोड म्हणून वापरला जाणारा टंगस्टन (किंवा ग्रेफाइट) रॉड वितळत नाही, परंतु विद्युत चाप राखतो. वेल्ड मेटल वायर किंवा रॉडच्या स्वरूपात पुरवले जाते. या प्रकारचे वेल्डिंग सोल्डरिंग लोह मोडमध्ये, फिलर सामग्रीशिवाय देखील कार्य करू शकते.
-
बुडलेल्या चाप वेल्डिंग.
एक इलेक्ट्रोड जो इलेक्ट्रिक आर्क तयार करतो तो भाग कव्हर करणार्या फ्लक्स लेयरमध्ये दिला जातो. अशा प्रकारे, हवेच्या विध्वंसक प्रभावाच्या अधीन नसून धातूंच्या आदर्श कनेक्शनसाठी परिस्थिती निर्माण केली जाते.
-
अर्ध-स्वयंचलित आर्क वेल्डिंग.
इलेक्ट्रोडची भूमिका मेटल वायरद्वारे केली जाते ज्याला विद्युत प्रवाह पुरवठा केला जातो. जसजसे ते वितळते तसतसे स्वयंचलित फीड येते (जेणेकरुन कमानीची लांबी स्थिर ठेवली जाईल). त्याच वेळी, एक संरक्षक वायू, कार्बन डाय ऑक्साईड किंवा आर्गॉन, वेल्डिंग साइटवर इंजेक्शन केला जातो. परिणामी, वेल्डची गुणवत्ता लक्षणीयरीत्या सुधारली आहे.
घरी, या प्रकारचे वेल्डिंग व्यावहारिकपणे वापरले जात नाही. म्हणून, चौथ्या प्रकारच्या वेल्डिंगच्या विचाराकडे वळूया - मॅन्युअल इलेक्ट्रिक आर्क वेल्डिंग.
मॅन्युअल आर्क वेल्डिंग कोटिंगमध्ये विशेष इलेक्ट्रोडच्या वापरावर आधारित आहे
मॅन्युअल वेल्डिंगसाठी इलेक्ट्रिक वेल्डिंग मशीन दोन प्रकारांमध्ये विभागली जातात - एसी आणि डीसी. अल्टरनेटिंग करंटचा वापर उच्च कार्यक्षमतेची आणि शक्तीची उपकरणे डिझाइन करणे शक्य करते. डायरेक्ट करंटचा फायदा, ध्रुवीय रिव्हर्सलच्या कमतरतेमुळे, कमी मेटल स्पॅटरसह एक नितळ सीम आहे.
उपसमुद्री पाइपलाइन दुरुस्ती
वेल्डिंग मशीनचे ऑपरेशन दोन धातूच्या भागांमधील संपर्काच्या ठिकाणी इलेक्ट्रिक आर्क तयार करण्यावर आधारित आहे. उच्च तापमान (7000o C पर्यंत) द्रव स्थितीत सामग्री वितळते आणि प्रसार होतो - आण्विक स्तरावर मिश्रण.
वेल्डिंग आणि ग्लूइंगमधील मूलभूत फरक म्हणजे सहाय्यक सामग्रीची अनुपस्थिती - जोडले जाणारे भाग मोनोलिथिक स्ट्रक्चरमध्ये बदलतात.
म्हणून, हे स्पष्टपणे समजले पाहिजे की वेल्डिंगच्या योग्य वापरासाठी केवळ एकसंध धातू वापरल्या जाऊ शकतात. तुम्ही अॅल्युमिनियम ते लोह किंवा तांबे ते स्टेनलेस स्टील वेल्ड करू शकत नाही. वेगवेगळ्या सामग्रीचे वितळण्याचे तापमान भिन्न आहे, आणि मिश्र धातुंची निर्मिती वेल्डिंग उपकरणांच्या शक्यतांच्या श्रेणीमध्ये समाविष्ट नाही.
वेल्डिंग लोह संरचनांसाठी, विविध वेल्डेड मशीन आहेत.
-
ट्रान्सफॉर्मर. ते 220 V च्या व्होल्टेज असलेल्या मेन करंटला उच्च-तापमान इलेक्ट्रिक आर्क तयार करण्यासाठी आवश्यक असलेल्या पॅरामीटर्ससह विद्युत प्रवाहात रूपांतरित करण्यासाठी वापरले जातात. व्होल्टेज कमी झाल्यामुळे (70 V पेक्षा जास्त नाही) आणि वर्तमान सामर्थ्य वाढल्यामुळे (हजारो अँपिअरपर्यंत) हे घडते. आज, अशी उपकरणे हळूहळू भूतकाळातील गोष्ट बनत आहेत, कारण ते घरगुती वापरासाठी खूप अवजड आहेत आणि मोठ्या प्रमाणात वीज वापरतात. याव्यतिरिक्त, ट्रान्सफॉर्मरचे ऑपरेशन स्थिर नाही आणि संपूर्ण नेटवर्कच्या स्थितीवर नकारात्मक परिणाम करते - जेव्हा चालू केले जाते, तेव्हा व्होल्टेज थेंब तयार होतात, संवेदनशील घरगुती उपकरणे ग्रस्त असतात. एक आणि तीन फेज आहेत.
-
रेक्टिफायर्स.
ते ग्राहक नेटवर्कचे पर्यायी प्रवाह थेट प्रवाहात रूपांतरित करतात. अशा उपकरणांच्या ऑपरेशनचे सिद्धांत सिलिकॉन डायोड सुधारण्याच्या वापरावर आधारित आहे, ज्याला वाल्व देखील म्हणतात. डीसी वेल्डिंग मशीन आणि एसी वेल्डिंग मशीनमधील वैशिष्ट्यपूर्ण फरक म्हणजे पॉझिटिव्ह पोलवर इलेक्ट्रोडचे मजबूत गरम करणे. यामुळे वेल्डिंग प्रक्रिया नियंत्रित करणे शक्य होते: "सौम्य वेल्डिंग" करण्यासाठी, सेटिंग्जमध्ये फेरफार करून, धातू कापताना इलेक्ट्रोडची लक्षणीय बचत करा.
-
इन्व्हर्टर.
बर्याच काळापासून (2000 पर्यंत) ते त्यांच्या उच्च किंमतीमुळे दैनंदिन जीवनात व्यापक वापरासाठी उपलब्ध नव्हते. पण नंतर त्यांना प्रचंड लोकप्रियता मिळाली.इनव्हर्टरच्या ऑपरेशनचे तत्त्व म्हणजे मुख्य पर्यायी प्रवाहाचे थेट प्रवाहात रूपांतर करणे आणि नंतर पुन्हा पर्यायी, परंतु आधीच उच्च-फ्रिक्वेंसी करंटमध्ये रूपांतरित करणे. या स्कीम आणि ट्रान्सफॉर्मर वेल्डिंगमधील फरक म्हणजे रूपांतरित डायरेक्ट करंटमधून मिळणारा चाप अधिक स्थिर असतो.
इन्व्हर्टर वेल्डिंगचा मुख्य फायदा म्हणजे इलेक्ट्रिक आर्कच्या गतिशीलतेमध्ये सुधारणा, तसेच स्थापनेचे वजन आणि परिमाण (थेट ट्रान्सफॉर्मरच्या तुलनेत) मध्ये लक्षणीय घट. याव्यतिरिक्त, आउटपुट करंट सहजतेने समायोजित करणे शक्य झाले, ज्यामुळे युनिटची कार्यक्षमता लक्षणीयरीत्या वाढली आणि ऑपरेशन दरम्यान कमानीच्या प्रज्वलनाची सुलभता सुनिश्चित केली.
परंतु त्याचे तोटे देखील आहेत:
- वापरात तात्पुरते निर्बंध, जे इलेक्ट्रॉनिक रूपांतरण सर्किट गरम करण्याशी संबंधित आहे;
- इलेक्ट्रोमॅग्नेटिक "आवाज", उच्च-वारंवारता हस्तक्षेप तयार करणे;
- हवेच्या आर्द्रतेचा नकारात्मक प्रभाव, ज्यामुळे उपकरणाच्या आत कंडेन्सेट तयार होतो.




वेल्डरसाठी एक चांगला लेख खरोखरच खूप उपयुक्त गोष्टी आवडला.