
- हँड टूल कसे वापरावे
- फिटिंग्ज कशी जोडायची
- Pincers एक पशू नाही, पण एक प्रतिष्ठापन साधन आहे
- मेटल पॉलिमरपासून बनवलेल्या पाईप्सची कार्यक्षमता वैशिष्ट्ये
- चिमटे दाबण्यासाठी पाईप्स तयार करणे
- वापरासाठी सूचना
- अशा भागांच्या सक्षम स्थापनेचे रहस्य
- प्रेस चिमटे कसे निवडायचे?
- तज्ञांकडून रहस्ये माउंट करणे
- डिव्हाइस आणि उद्देश
- कोणत्या फिटिंगसाठी चिमटे दाबणे आवश्यक आहे
- प्रेस चिमटे योग्यरित्या कसे वापरावे
हँड टूल कसे वापरावे
आपण स्वत: ला क्रिमिंग करण्याचे ठरविल्यास, आपण सर्व टप्प्यांचे काटेकोरपणे पालन केले पाहिजे.
- प्रथम आपल्याला मेटल-प्लास्टिक पाईपचा इच्छित भाग मोजण्याची आवश्यकता आहे. या हेतूंसाठी, आपण टेप मापन किंवा उत्पादनाच्या बाह्य पृष्ठभागावर स्थित गुण वापरू शकता. स्वाभाविकच, आपल्याला लहान फरकाने विभाग निवडण्याची आवश्यकता आहे.
- विशेष कात्रीच्या मदतीने, मेटल-प्लास्टिक पाईपचा एक भाग कापला जातो. परफेक्ट कटसाठी, गिलोटिन कातरची खालची धार पाईपच्या समांतर धरा आणि त्यांना किंचित आत ढकलून द्या.
- पुढे, ट्रिम केलेले टोक योग्य साधन वापरून कॅलिब्रेट केले जातात. याबद्दल धन्यवाद, प्रेस संरेखित करणे आणि अंतर्गत चेम्फर काढणे शक्य होईल.नंतर पाईपवर कॉम्प्रेशन स्लीव्ह टाकला जातो आणि फिटिंग फिटिंग घातली जाते, त्यानंतर मेटल-प्लास्टिक पाईप कनेक्टिंग एलिमेंटवर दाबणे आवश्यक आहे.
- स्लीव्हमधील पाईपचे स्थान स्वतःच तपासले पाहिजे. सर्वकाही योग्यरित्या केले असल्यास, आपण सुरक्षितपणे क्रिमिंगसाठी पुढे जाऊ शकता.
- प्रेस चिमटे एका सपाट पृष्ठभागावर घातली जातात, हँडल्स 180 ° ने पसरतात. त्याच वेळी, क्लिपचा वरचा भाग काळजीपूर्वक डिस्कनेक्ट केला जातो आणि पाईपच्या व्यासाशी संबंधित प्रेस इन्सर्टचा एक भाग तेथे घातला जातो.
- इन्सर्टचा दुसरा अर्धा भाग खालच्या भागात ठेवला जातो आणि की धारक जागी स्नॅप केला जातो. मग येथे एक नोड ठेवला जातो, जो एक पाईप आणि फिटिंग आहे. या टप्प्यावर, आपल्याला हे सुनिश्चित करणे आवश्यक आहे की स्लीव्ह प्रेस इन्सर्टमध्येच स्थित आहे. यानंतर, हँडल स्टॉपवर हलवणे आवश्यक आहे.
प्रेस चिमटा हे एक अपरिहार्य साधन आहे, ज्यामुळे आपण पाइपलाइन स्वत: ला एकत्र करू शकता. योग्यरित्या केले असल्यास, कनेक्शन मजबूत आणि टिकाऊ असेल. स्वाभाविकच, अशी उपकरणे स्वस्त नाहीत, परंतु नियमित स्थापना कार्यासह, ते त्वरीत पैसे देईल.
फिटिंग्ज कशी जोडायची
प्रेस फिटिंग्जच्या स्थापनेसाठी, क्रिमिंग प्रेससारखे एक प्रकारचे साधन वापरले जाते.
या कनेक्शनचा प्रकार तीन मुख्य घटकांमध्ये विभागला जाऊ शकतो:
- एक शरीर, जे टी, कपलिंग, कोन या स्वरूपात असू शकते;
- एक स्लीव्ह जो फक्त कॉम्प्रेशनच्या अधीन आहे आणि ऑपरेशन दरम्यान त्याचा आकार गमावत नाही (सामान्यतः स्टेनलेस स्टीलचा बनलेला);
- क्लिप, ज्याचे कार्य शरीर आणि स्लीव्ह एकमेकांना जोडणे आहे.
कनेक्शनची गुणवत्ता आणि घट्टपणासाठी, खालील चरणांचे पालन करणे आवश्यक आहे:
-
आम्ही काटकोनात पाईप मोजतो आणि कापतो.
- आम्ही कॅलिब्रेशन करतो (पाईप कापताना अंडाकृती दूर करण्यासाठी).
- आम्ही पाईपवर एक स्लीव्ह ठेवतो.
- मग आम्ही पाईपमध्ये फिटिंग घालतो.
- त्यानंतर, स्लीव्ह मॅन्युअल किंवा हायड्रॉलिक चिमट्याने क्रिम केले जाते (संक्षेप एकदा केले जाते, पुनरावृत्ती करण्याची परवानगी नाही).
Pincers एक पशू नाही, पण एक प्रतिष्ठापन साधन आहे
प्रेस फिटिंग्जसह सर्वकाही स्पष्ट असल्यास, आता आम्ही त्यांच्या स्थापनेसाठी साधन जवळून पाहू. हे दाबणारे चिमटे आहेत जे मॅन्युअल, इलेक्ट्रोमेकॅनिकल किंवा हायड्रॉलिक असू शकतात.

घरी, मॅन्युअल प्रेस चिमटे पुरेसे असतील
घरगुती आणि क्वचित वापरासाठी, एक हँड टूल पुरेसे असेल; जर काम योग्यरित्या केले गेले असेल, तर ते त्याच्या हायड्रॉलिक समकक्षांना कनेक्शन म्हणून मिळणार नाही आणि त्याची खरेदी किंमत कमी आहे.
हँड टूल्सबद्दल येथे वाचा
औद्योगिक वापरासाठी किंवा विविध पाइपलाइनच्या स्थापनेमध्ये व्यावसायिकरित्या गुंतलेल्या व्यावसायिकांसाठी, हायड्रोलिक किंवा यांत्रिक अधिक योग्य आहेत, जे कमी कालावधीत मोठ्या प्रमाणात पाईप कनेक्शन करण्यास सक्षम आहेत.

हायड्रॉलिक चिमट्याने काम करणारा माणूस
प्रेस फिटिंग टूल मार्केट आज VALTEK, VIEGA, REMS, PEXAL, VIRAX आणि इतर अनेक कंपन्यांद्वारे प्रस्तुत केले जाते.
सल्ला! प्रेस फिटिंग्ज माउंट करण्यासाठी आपल्याला किरकोळ काम करण्याची आवश्यकता असल्यास, आपल्याला एखादे साधन खरेदी करण्याची आवश्यकता नाही. अनेक स्टोअर भाड्याने देऊ करतात. स्टोअरमध्ये, तुम्ही ठेव ठेवता (जे प्रेस चिमटे परत केल्यावर परत केले जाते) आणि साधन भाड्याने देण्यासाठी पैसे.











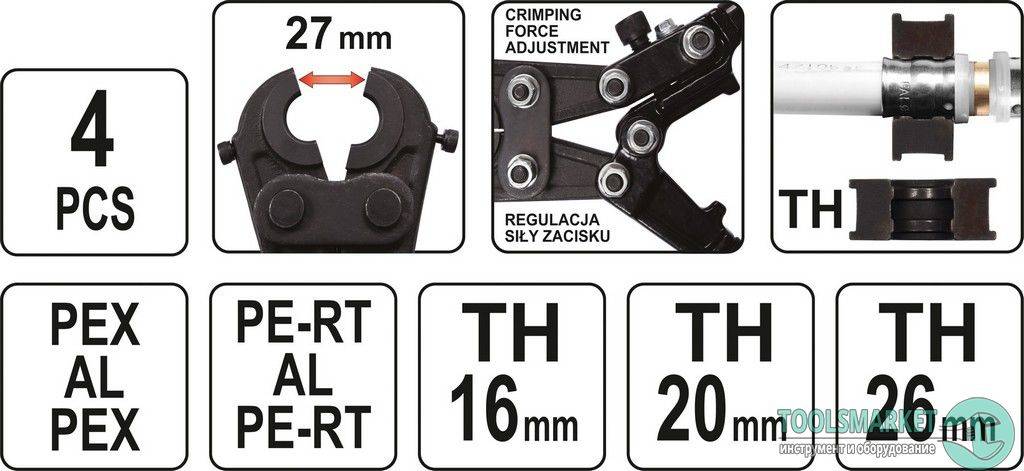
आधुनिक किटमध्ये वेगवेगळ्या पाईप व्यासांसाठी नोजल असतात.
विशिष्ट व्यासाच्या पाईप्स बसवण्यासाठी वेगवेगळ्या प्रकारचे प्रेस चिमटे तयार केले जातात.परंतु आता अशी मॉडेल्स आहेत जी वेगवेगळ्या पाईप व्यासांसह समान चिमटासह कार्य करण्यासाठी विशेष लाइनर वापरू शकतात.
मॉडेलच्या सुधारित आवृत्त्या देखील आहेत ज्या चिन्हांकित करून ओळखल्या जाऊ शकतात:
- ओपीएस - स्टेप-टाइप क्लॅम्प्सच्या वापरामुळे, स्लीव्ह क्रिमिंगसाठी लागू शक्ती वाढते.
- एपीसी - कामाचे स्वयंचलित नियंत्रण केले जाते आणि स्लीव्हचे यशस्वी कॉम्प्रेशन संपेपर्यंत प्रेस उघडणार नाही.
- एपीएस - डिव्हाइस स्वयंचलितपणे लागू केलेल्या शक्तींचे वितरण करते.
इलेक्ट्रोमेकॅनिकल उपकरणे मेनद्वारे चालविली जातात, परंतु अशी मॉडेल्स आहेत जी बॅटरीद्वारे चालविली जाऊ शकतात, ज्यामुळे ते अधिक बहुमुखी बनतात.
सल्ला! तज्ञ प्रेस फिटिंगसाठी साधने वापरण्याची शिफारस करतात आणि शक्य असल्यास पाईपिंग सिस्टममध्ये कनेक्शन करण्यासाठी स्वतः फिटिंग्ज वापरतात. एक निर्माता, उदाहरणार्थ, ही एक कंपनी आहे व्हॅल्टेक्स, पण इतर आहेत. हे केलेल्या कामाच्या गुणवत्तेमध्ये आणि संपूर्ण प्रणालीच्या घट्टपणामध्ये अतिरिक्त घटक म्हणून काम करेल.
आज, मॅन्युअल प्रेस चिमट्याच्या किमती ७० USD आणि त्याहून अधिक, व्यावसायिक इलेक्ट्रो-हायड्रॉलिकसाठी - किंमती ५०० USD पासून सुरू होतात.
आम्हाला आशा आहे की लेख आपल्यासाठी उपयुक्त होता. अवघड नसल्यास, कृपया खालील सोशल मीडिया बटणावर क्लिक करा.
मेटल पॉलिमरपासून बनवलेल्या पाईप्सची कार्यक्षमता वैशिष्ट्ये
मेटल-पॉलिमर प्लंबिंग पाईप्स अंतर्गत, GOST R 53630-2015 म्हणजे उत्पादने जी भिन्न सामग्रीच्या दोन किंवा अधिक पर्यायी स्तरांसह जोडलेली असतात - प्लास्टिक (पॉलीथिलीन किंवा पॉलीप्रॉपिलीन) आणि धातू (बहुतेकदा अॅल्युमिनियम).
अशा पाईप्स दोन वर्गांमध्ये विभागल्या जातात - डायनॅमिक भार समजणे किंवा न समजणे.
दुसऱ्या प्रकरणात, ऑपरेशनल पॅरामीटर्स GOST 32415-2013 च्या तांत्रिक आवश्यकतांनुसार निर्धारित केले जातात.
या पर्यायांमध्ये हे समाविष्ट आहे:
- नाममात्र दाब ज्यासाठी पाइपलाइन डिझाइन केली आहे;
- सर्वात कमी दीर्घकालीन ताकद;
- पाईपच्या भिंतीमध्ये हायड्रोस्टॅटिक ताण.
या निर्देशकांनुसार, पाइपलाइनच्या भिंतींच्या कमाल विचलन आणि अंडाकृतीची मूल्ये मोजली जातात, जी GOST 32415-2013 मध्ये दिली आहेत.
सूचित निर्देशकांनुसार, पाइपलाइन फिटिंगची रचना आणि सामग्री निवडली जाते - कॉम्प्रेशन किंवा प्रेस प्रकार फिटिंग्ज.
मेटल-प्लास्टिक पाईप्सची कार्यक्षमता त्यांच्या ऑपरेटिंग क्लासवर अवलंबून स्थापित केली जाते:
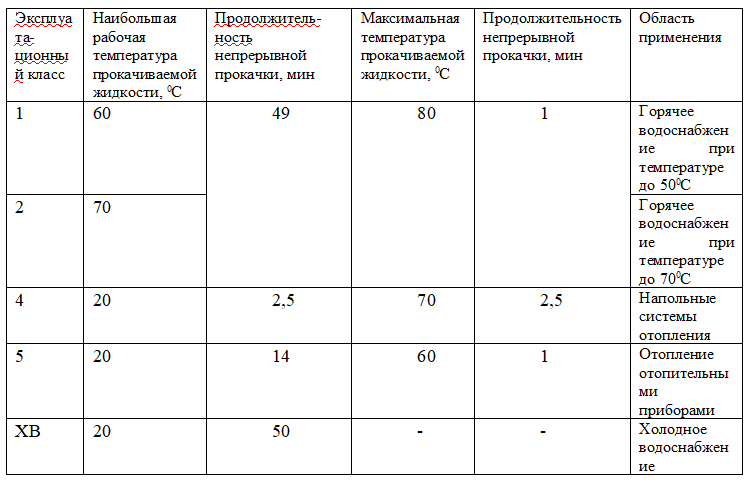
वरील मानक डेटानुसार, क्रिमिंग फोर्स निर्धारित केले जाते, पाईप क्रिमिंगसाठी तंत्रज्ञान आणि साधने स्वीकारली जातात.
चिमटे दाबण्यासाठी पाईप्स तयार करणे
मेटल-प्लास्टिक सिस्टमच्या असेंब्लीपूर्वी लगेच, म्हणजे. चिमटे दाबण्यापूर्वी आणि क्रिमिंग उपाय करण्यापूर्वी, ट्यूबलर सामग्री त्यानुसार तयार केली जाते.










धातू-प्लास्टिक पाईप सामग्रीचे चिन्हांकित करताना, भागाच्या दोन्ही टोकांपासून एक लहान ओव्हरलॅप (2-3 सेमी) जोडणे अत्यावश्यक आहे. अन्यथा, फिटिंग टाकल्यानंतर, अंदाजानुसार तुकडा आवश्यकतेपेक्षा लहान असेल. चुकीच्या पद्धतीने स्थापित केलेल्या प्रेस फिटिंगची स्थिती दुरुस्त केली जाऊ शकत नाही. तुम्हाला संपूर्ण तुकडा कापून या ठिकाणी नवीन स्थापित करावा लागेल
क्रियांचा क्रम कोणत्याही प्रकारच्या साधनासाठी संबंधित आहे आणि अनिवार्य अनुपालन आवश्यक आहे:
- टेप मापन वापरून, खाडीतून पाईप सामग्रीची आवश्यक मात्रा मोजा आणि जिथे इच्छित कट असेल तिथे मार्करसह चिन्ह बनवा.
- मेटल-प्लास्टिक कापण्यासाठी कात्री आवश्यक लांबीचा एक भाग कापून टाकते, परिणामी धार शक्य तितकी समान आहे आणि उत्पादनाच्या सशर्त मध्य अक्षासह स्पष्ट काटकोन बनवते.
- कामासाठी गिलोटिन साधन वापरताना, त्याची खालची धार पाईपच्या पृष्ठभागाशी काटेकोरपणे समांतर ठेवली जाते, फक्त कटिंग भाग लवचिक सामग्रीमध्ये थोडासा दाबून.
- ट्रिमिंग केल्यावर, परिणामी शेवटच्या कडांना कॅलिब्रेटरने हाताळले जाते. हे कटचा आकार दुरुस्त आणि संरेखित करते आणि आतील बाजूस हळूवारपणे चेम्फर करते.
- क्रिंप स्लीव्ह फिटिंगमधून काढून टाकला जातो आणि पाईपच्या काठावर ठेवला जातो. फिटिंग थेट कटमध्ये घातली जाते.
- कनेक्शन घटकांचे शेवटचे भाग घट्ट दाबले जातात आणि संयुक्त क्षेत्र सीलिंग गॅस्केटने इन्सुलेट केले जाते. हे सामग्रीला गंजण्यापासून संरक्षण करते आणि संपूर्ण प्रणालीची घट्टपणा सुनिश्चित करते.
- स्लीव्हमधील पाईपच्या प्लेसमेंटचे नियंत्रण काठाच्या भागात गोल कटद्वारे केले जाते.
जेव्हा योग्य प्राथमिक तयारी पूर्ण होते, तेव्हा प्रेस चिमटे वापरली जातात आणि क्रिमिंग ऑपरेशन केले जाते.
वापरासाठी सूचना
तुम्ही कोणत्या प्रकारची स्थापना आणि उपकरणे निवडता याची पर्वा न करता, तयारीच्या कामासाठी एक सामान्य प्रक्रिया आहे. हे नियम पाइपलाइनची व्यवस्था सुलभ करतील आणि अंमलबजावणीसाठी इष्ट आहेत:
- आपल्याला पाईप लेआउट योजना तयार करण्याची आवश्यकता आहे, यामुळे सामग्री आणि कपलिंगची संख्या मोजण्यात मदत होईल;
- भविष्यात गळती टाळण्यासाठी धूळ आणि घाण कनेक्शन बिंदूंमध्ये प्रवेश करण्यापासून रोखण्यासाठी कामाची ठिकाणे काळजीपूर्वक स्वच्छ करणे आवश्यक आहे;
- तुम्हाला विद्यमान प्रणालीशी कनेक्ट करण्याची आवश्यकता असल्यास, तुम्हाला त्याची अखंडता तपासावी लागेल आणि इन्सर्शन साइट तयार करावी लागेल;
- पाईप्स कापल्या पाहिजेत जेणेकरून कट पाईपच्या रेखांशाच्या अक्षाच्या अगदी 90 अंश असेल, विश्वासार्हता आणि घट्टपणा सुनिश्चित करण्यासाठी हे आवश्यक आहे;
- आकृतीद्वारे मार्गदर्शित, कटिंग आणि सर्व आवश्यक कनेक्शन घटकांची संख्या तपासण्यासाठी सर्व पाईप्स आणि कपलिंग्ज घाला.
वर नमूद केल्याप्रमाणे, क्रॉस-लिंक्ड पॉलीथिलीन कनेक्ट करण्यासाठी तीन मुख्य पर्याय आहेत. उपकरणे आणि साधनांची निवड पद्धतीच्या निवडीवर अवलंबून असते. सर्व पद्धतींसाठी, आपल्याला पाईप्सच्या व्यास आणि छाटणीसाठी नोजलची आवश्यकता असेल.
पहिली पद्धत करणे सर्वात सोपी आहे. पाईप्स आणि प्रूनर्स व्यतिरिक्त, फक्त कॉम्प्रेशन कपलिंग आणि रेंचची एक जोडी आवश्यक असेल. जागी ढकलल्यानंतर काजू घट्ट करण्यासाठी या साधनांची आवश्यकता असते.
हे लक्षात ठेवणे महत्वाचे आहे: थ्रेडचे नुकसान होऊ नये म्हणून आपल्याला काजू घट्ट करण्याच्या प्रक्रियेवर नियंत्रण ठेवणे आवश्यक आहे. घट्ट स्क्रू करा, परंतु जास्त घट्ट करू नका.
दुसरी पद्धत दाबणे आहे. आपल्याला कॅलिब्रेटर, कात्री, विस्तारक आणि प्रेसची आवश्यकता असेल.


कात्रींसह कोणतीही अडचण येणार नाही, त्यांचा उद्देश सोपा आहे - आम्हाला आवश्यक असलेल्या आकारात पाईप कट करणे. आम्ही त्याच्या कडांवर कॅलिब्रेटरने प्रक्रिया करतो, आतून चेम्फरिंग करतो. कापल्यानंतर पाईपला गोलाकार आकार देण्यासाठी हे साधन आवश्यक आहे.
मग आम्ही मॅन्युअल प्रकाराचे विस्तारक (विस्तारक) घेतो, जे वापरण्यास अतिशय सोपे आहे. आम्ही पाईपच्या आत डिव्हाइसच्या कार्यरत कडा खोल करतो आणि त्यास इच्छित आकारात विस्तृत करतो. हे एकाच वेळी केले जाऊ नये, कारण सामग्रीचे नुकसान होऊ शकते. आम्ही हे हळूहळू करतो, वर्तुळात विस्तारक फिरवतो.या डिव्हाइसचे फायदे म्हणजे किंमत आणि वापरणी सोपी. हे एक हौशी वाद्य आहे.

इलेक्ट्रिकली पॉवर्ड एक्सपांडर रिचार्जेबल बॅटरीने सुसज्ज आहे, जो इन्स्टॉलरच्या कामाला गती देण्यासाठी डिझाइन केले आहे. हे कर्मचार्यांचे प्रयत्न आणि सिस्टमच्या स्थापनेसाठी लागणारा वेळ लक्षणीयरीत्या वाचवते. स्वाभाविकच, हे डिव्हाइस अनेक पटींनी जास्त महाग आहे, परंतु आपल्याला खूप काम करण्याची आवश्यकता असल्यास, ते पूर्णपणे फिट होईल आणि खर्चाचे औचित्य सिद्ध करेल. हायड्रॉलिक विस्तारक आहेत. आम्ही पाईप तयार केल्यानंतर, आपल्याला त्यात फिटिंग स्थापित करणे आवश्यक आहे. हे करण्यासाठी, आम्हाला प्रेस व्हिसची आवश्यकता आहे. ते हायड्रोलिक आणि यांत्रिक देखील आहेत. वापरण्यापूर्वी, ते स्टोरेज केसमधून काढले जावे आणि कार्यरत स्थितीत एकत्र केले जावे.
टूल एकत्र केल्यानंतर आणि पाईपमध्ये कपलिंग स्थापित केल्यानंतर, कनेक्शन प्रेससह स्थापित केले जाते. म्हणजेच, फिटिंग त्याच्या जागी प्रवेश करते आणि माउंटिंग स्लीव्हसह वरून दबाव आणला जातो. लहान पाईप व्यास आणि कमी मागणीसाठी मॅन्युअल प्रेसची शिफारस केली जाते.









हायड्रॉलिक प्रेसला क्रिमिंग करताना अक्षरशः कोणतेही प्रयत्न करावे लागत नाहीत. फिटिंग्ज आणि स्लीव्ह डिव्हाइसवरील खोबणीमध्ये सहजपणे स्थापित केले जातात, नंतर ते सहजपणे आणि सहजतेने ठिकाणी पडतात. हे साधन स्थापनेसाठी गैरसोयीच्या ठिकाणी देखील वापरले जाऊ शकते, त्याचे डोके फिरते. आणि क्रॉस-लिंक्ड पॉलीथिलीन जोडण्यासाठी शेवटचा पर्याय वेल्डेड आहे. आधी सांगितल्याप्रमाणे, हे सर्वात महाग आणि क्वचितच वापरले जाते, परंतु सर्वात विश्वासार्ह आहे. त्यासाठी, आम्हाला आधीच परिचित असलेल्या कात्रींव्यतिरिक्त, विस्तारक, विशेष कपलिंग्ज देखील आवश्यक असतील. इलेक्ट्रोफ्यूजन फिटिंगमध्ये गरम करण्यासाठी विशेष कंडक्टर असतात.

उपकरणे आणि घटक तयार केल्यानंतर, आम्ही वेल्डिंगकडे जाऊ. हे करण्यासाठी, आम्ही पाईपच्या शेवटी इलेक्ट्रिक-वेल्डेड कपलिंग स्थापित करतो.त्यात विशेष टर्मिनल आहेत ज्यात आम्ही वेल्डिंग मशीन कनेक्ट करतो. आम्ही ते चालू करतो, यावेळी सर्व घटक पॉलीथिलीनच्या वितळण्याच्या बिंदूवर, सुमारे 170 अंश सेल्सिअस गरम केले जातात. कपलिंग सामग्री सर्व रिक्त जागा भरते आणि वेल्डिंग होते.

डिव्हाइसमध्ये टायमर आणि फिटिंग्जमधील माहिती वाचू शकणारे डिव्हाइस नसल्यास, सर्वकाही वेळेत बंद करण्यासाठी आपल्याला इन्स्ट्रुमेंट रीडिंगचे निरीक्षण करणे आवश्यक आहे. आम्ही उपकरणे बंद करतो, किंवा ते स्वतःच बंद होते, आम्ही युनिट थंड होईपर्यंत प्रतीक्षा करतो. पाईप्स बहुतेक वेळा रीलमध्ये पुरवल्या जातात आणि स्टोरेज दरम्यान त्यांचा आकार गमावू शकतात. हे करण्यासाठी, आपल्याला केस ड्रायरची आवश्यकता आहे. त्याच्या मदतीने, विकृत सेगमेंट उबदार हवेने गरम करून ही कमतरता दूर करणे शक्य आहे.

पुढील व्हिडिओमध्ये, तुम्हाला XLPE हीटिंग आणि प्लंबिंग सिस्टम स्थापित करण्यासाठी साधनांचे विहंगावलोकन मिळेल.
अशा भागांच्या सक्षम स्थापनेचे रहस्य
भागांची स्थापना अतिशय जलद आणि अगदी सोपी आहे. त्याच्या अंमलबजावणीसाठी, आपल्याला एका विशेष साधनाची आवश्यकता असेल, ज्याशिवाय फिटिंग कॉम्प्रेस करणे अशक्य आहे.
प्रेस चिमटे कसे निवडायचे?
फिटिंगसाठी चिमटा दाबा - पाईपवर भाग स्थापित करण्यासाठी डिझाइन केलेले उपकरण. मॅन्युअल मॉडेल आणि अधिक जटिल हायड्रॉलिक मॉडेल्सचे उत्पादन केले जाते. स्वतंत्र कामासाठी, पहिला पर्याय अगदी योग्य आहे, कारण तो वापरण्यास सर्वात सोपा आणि स्वस्त आहे. आणि त्याच्या मदतीने केलेल्या कनेक्शनच्या गुणवत्तेच्या बाबतीत, ते ज्या प्रक्रियेत व्यावसायिक हायड्रॉलिक साधन वापरले गेले त्यापेक्षा निकृष्ट नाहीत.
उपकरणे खरेदी करताना, हे लक्षात घेतले पाहिजे की ते विशिष्ट पाईप व्यासासह कार्य करण्यासाठी डिझाइन केलेले आहे.विशेष इन्सर्टसह सुसज्ज मॉडेल्स आहेत जे अनेक व्यासांच्या पाईप्ससह वैकल्पिकरित्या कार्य करणे शक्य करतात. याव्यतिरिक्त, विक्रीवर आपण टूलचे सुधारित भिन्नता शोधू शकता. ते चिन्हांकित आहेत:
-
- OPS - स्टेप-टाइप क्लॅम्प्स वापरून डिव्हाइस त्यावर लागू केलेली शक्ती वाढवते.
- एपीसी - प्रक्रियेदरम्यान, त्याच्या गुणवत्तेवर स्वयंचलित नियंत्रण केले जाते. क्रिंप यशस्वीरित्या पूर्ण होईपर्यंत प्रेस उघडणार नाही.
एपीएस - फिटिंगच्या आकारावर अवलंबून, डिव्हाइस स्वतंत्रपणे त्यावर लागू केलेली शक्ती वितरीत करते.
फिटिंग्ज स्थापित करण्यासाठी क्रिमिंग प्रेस प्लायर्स हे आवश्यक साधन आहे. विशेष उपकरणांचे मॅन्युअल आणि हायड्रॉलिक मॉडेल उपलब्ध आहेत
कनेक्टर खरेदी करताना काय पहावे
कनेक्शनची विश्वासार्हता मुख्यत्वे भागांच्या गुणवत्तेवर अवलंबून असते.
प्रेस फिटिंग्ज खरेदी करताना, तज्ञ खालील मुद्द्यांकडे लक्ष देण्याचा सल्ला देतात:
- केसवरील खुणांची गुणवत्ता. दर्जेदार पार्ट तयार करणाऱ्या कंपन्या स्वस्त मोल्ड वापरत नाहीत. फिटिंग्जच्या मुख्य भागावरील सर्व चिन्हे अगदी स्पष्टपणे छापली जातात.
- भाग वजन. उच्च-गुणवत्तेच्या उत्पादनांच्या उत्पादनासाठी, पितळ वापरले जाते, ज्याचे वजन बरेच मोठे आहे. खूप हलके फिटिंग नाकारणे चांगले.
- घटकाचे स्वरूप. हलक्या दर्जाचे भाग अॅल्युमिनियमसारखे दिसणारे पातळ धातूचे बनलेले असतात. ते दर्जेदार कनेक्शन प्रदान करण्यास सक्षम नाही.
आपण फिटिंगवर बचत करू नये आणि संशयास्पद आउटलेटवर "स्वस्त" खरेदी करण्याचा प्रयत्न करू नये. या प्रकरणात, संपूर्ण पाइपलाइनच्या त्यानंतरच्या बदलाची उच्च संभाव्यता आहे.










तज्ञांकडून रहस्ये माउंट करणे
चला पाईप्स कापून सुरुवात करूया.आम्ही आवश्यक लांबी मोजतो आणि घटक काटेकोरपणे लंब कट करतो. या उद्देशासाठी एक विशेष साधन वापरणे चांगले आहे - एक पाईप कटर. पुढील टप्पा म्हणजे पाईपच्या शेवटची प्रक्रिया. आम्ही भागाच्या आत एक कॅलिबर घालतो, एक लहान अंडाकृती सरळ करतो जी कटिंग दरम्यान अपरिहार्यपणे तयार होते. आम्ही यासाठी चेम्फर वापरून आतील चेम्फर काढतो. त्याच्या अनुपस्थितीत, आपण हे ऑपरेशन सामान्य धारदार चाकूने करू शकता आणि नंतर एमरी कापडाने पृष्ठभाग स्वच्छ करू शकता.
कामाच्या शेवटी, आम्ही पाईपवर प्रेस फिटिंग ठेवतो, एका विशेष छिद्राद्वारे त्याच्या फिटची घट्टपणा नियंत्रित करतो. असे मॉडेल आहेत ज्यामध्ये फेरूल फिटिंगसाठी निश्चित केलेले नाही. त्यांच्या स्थापनेसाठी, अशा ऑपरेशन्स केल्या जातात. आम्ही पाईपवर क्रिंप स्लीव्ह ठेवतो. आम्ही घटकाच्या आत एक फिटिंग घालतो, ज्यावर सीलिंग रिंग्ज निश्चित केल्या आहेत. संरचनेचे इलेक्ट्रोकॉरोशनपासून संरक्षण करण्यासाठी, आम्ही मेटल कनेक्टिंग भाग आणि मेटल-प्लास्टिक पाईपच्या संपर्क क्षेत्रावर डायलेक्ट्रिक गॅस्केट स्थापित करतो.
प्रेस फिटिंग्जचे कोणतेही मॉडेल क्रिम करण्यासाठी, आम्ही व्यासास योग्य असलेले साधन वापरतो. आम्ही स्लीव्हला क्लॅम्प दाबून चिमटे पकडतो आणि त्यांचे हँडल स्टॉपवर कमी करतो. साधन काढून टाकल्यानंतर, फिटिंगवर दोन एकसमान रिंग पट्ट्या राहिल्या पाहिजेत आणि धातू आर्क्युएट पद्धतीने वाकल्या पाहिजेत. कॉम्प्रेशन फक्त एकदाच केले जाऊ शकते, कोणतीही पुनरावृत्ती ऑपरेशन्स होऊ नयेत. यामुळे कनेक्शन तुटते.
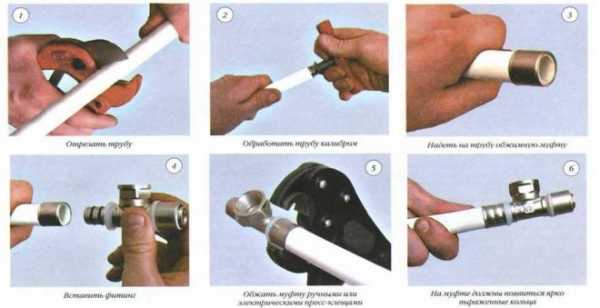
मेटल-प्लास्टिक पाईप्ससाठी प्रेस फिटिंग्जची स्थापना चार मुख्य टप्प्यात होते, जी आकृतीमध्ये दर्शविली आहे.
मेटल-प्लास्टिकसाठी प्रेस फिटिंग खूप मजबूत, टिकाऊ कनेक्शन प्रदान करतात. त्यांची विस्तृत श्रेणी विविध कॉन्फिगरेशनच्या पाइपलाइनची अंमलबजावणी करण्यास अनुमती देते. याव्यतिरिक्त, ते स्थापित करणे खूप सोपे आहे. अगदी नवशिक्या देखील प्रेस फिटिंग स्थापित करू शकतात.यासाठी संयम, अचूकता आणि अर्थातच, सूचनांचा काळजीपूर्वक अभ्यास करणे आवश्यक आहे. प्रयत्नांचा परिणाम तुम्हाला हाताने बनवलेल्या पाइपलाइनसह नक्कीच आनंदित करेल जी ऑपरेशनमध्ये विश्वसनीय आहे.
डिव्हाइस आणि उद्देश
आकार सामान्य चिमट्यासारखा दिसतो, परंतु कार्यशीलतेने ते भाग चावत नाहीत, परंतु क्लॅम्प (आत दाबा). तिथून हे नाव आले. डिव्हाइसमध्ये टिकाऊ स्टील, आरामदायक लांब हँडलचे बनलेले क्रिमिंग हेड आहे. डोके सहसा अनेक आकारांच्या क्रिमिंगसाठी नोजलच्या संचासह सुसज्ज असते.
कोणत्या फिटिंगसाठी चिमटे दाबणे आवश्यक आहे
प्रेस फिटिंग्ज क्रिमिंग करताना डिव्हाइस आवश्यक आहे. ब्लँक्सच्या शेवटी प्रेस चिमट्याने फिटिंग्ज घट्टपणे कुरकुरीत केल्या जातात (या प्रकरणात, फिटिंगचा वरचा बाही विकृत केला जातो आणि प्लास्टिकच्या जाडीत दाबला जातो) आणि एक विश्वासार्ह हर्मेटिक कनेक्शन तयार करतात.
प्रेस चिमटे योग्यरित्या कसे वापरावे
हे साधन ऑपरेट करण्यापूर्वी, त्याच्या वापरासाठी मानक सूचनांसह स्वत: ला परिचित करणे अनावश्यक होणार नाही.
मेटल-प्लास्टिक पाईप्सच्या फिटिंग्जचे क्रिमिंग आणि त्यांचे कनेक्शन खालील क्रमाने चालते:
- प्रथम, पाईप ट्रिमच्या बाजूने चेम्फर काढला जातो. ओव्हॅलिटीपासून मुक्त होण्यासाठी, एक गेज वापरला जातो जो पाईपच्या आत घातला जातो.
- पाईपवर एक स्लीव्ह टाकली जाते.
- माउंट केलेल्या रबर सीलसह फिटिंग पाईपमध्ये घातली जाते. डायलेक्ट्रिक मटेरियलपासून बनविलेले गॅस्केट इलेक्ट्रिकल गंज टाळण्यासाठी पाईपच्या जंक्शनवर मेटल कपलिंगसह स्थापित केले जाते.
- पुढे, स्टीलची स्लीव्ह कोणत्याही प्रेस चिमटीने संकुचित केली जाते ज्यामध्ये विशिष्ट लाइनर घातले जातात.
असे मानले जाते की प्रेस फिटिंग्ज कॉम्प्रेशन प्रकारापेक्षा चांगले कनेक्शन प्रदान करतात.ते बर्याचदा लपविलेल्या प्रणालींमध्ये वापरले जातात जे भिंती आणि मजल्यांमध्ये घातले जातात. यामध्ये, उदाहरणार्थ, उबदार पाण्याचे मजले समाविष्ट आहेत - ते थेट स्क्रिडमध्ये लपवतात. तथापि, क्रिमिंग कपलिंगसाठी, आपण एका विशेष साधनाशिवाय करू शकत नाही, जे काही प्रमाणात घर दुरुस्ती करणार्यांना कमी करते, जे नैसर्गिकरित्या, एक वेळच्या वापरासाठी महाग उपकरणे खरेदी करू इच्छित नाहीत.



