- रजिस्टरची रचना
- उष्णता हस्तांतरण कमी.
- हीटिंग पाईप्सच्या उष्णता हस्तांतरणाची गणना करण्याच्या पद्धती
- रजिस्टर्सच्या स्व-उत्पादनासाठी सूचना
- काम पुर्ण करण्यचा क्रम
- हीटिंग रजिस्टर कसे वेल्ड करावे
- वेल्डिंग तंत्रज्ञान
- इलेक्ट्रोड व्यास आणि धातूच्या जाडीचे गुणोत्तर
- हीटिंग रजिस्टर्सचे प्रकार
- उत्पादनासाठी साहित्य
- रचना
- माउंटिंग पद्धती: वेल्डिंग किंवा थ्रेडिंग?
- हीटिंग रजिस्टर्सचे क्लासिक डिझाइन
- पर्याय #1 - क्षैतिज नोंदणी
- पर्याय #2 - उभ्या रजिस्टर्स
- हीटिंग रजिस्टर कसे सेट करावे
- आम्ही आमच्या स्वत: च्या हातांनी एक रजिस्टर बनवतो
- मुख्य फायदे
रजिस्टरची रचना

हीटिंग रजिस्टर्सच्या निर्मितीसाठी, गोलाकार विभागासह गुळगुळीत कार्बन स्टील पाईप्स, तसेच चौरस आणि आयताकृती वापरल्या जातात. त्यांचा एकत्रित वापर शक्य आहे. स्टेनलेस आणि गॅल्वनाइज्ड स्टील, अॅल्युमिनियम, तांबे, पितळ हे देखील रजिस्टरसाठी चांगले साहित्य असू शकतात, परंतु ते अधिक महाग आहेत आणि ते स्वतः करणे अधिक कठीण आहे.
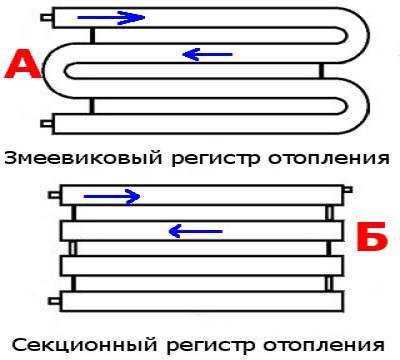
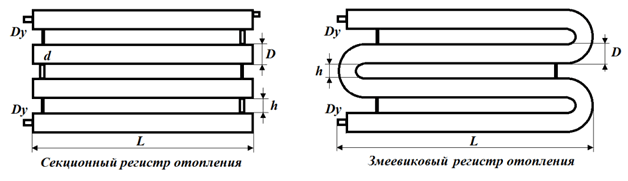
अंमलबजावणीसाठी सर्वात सोपी आहेत पासून गरम नोंदणी स्टील प्रोफाइल पाईप. ते दोन मुख्य कॉन्फिगरेशनमध्ये केले जाऊ शकतात: विभागीय प्रकार आणि सर्पिन (एस-आकार).

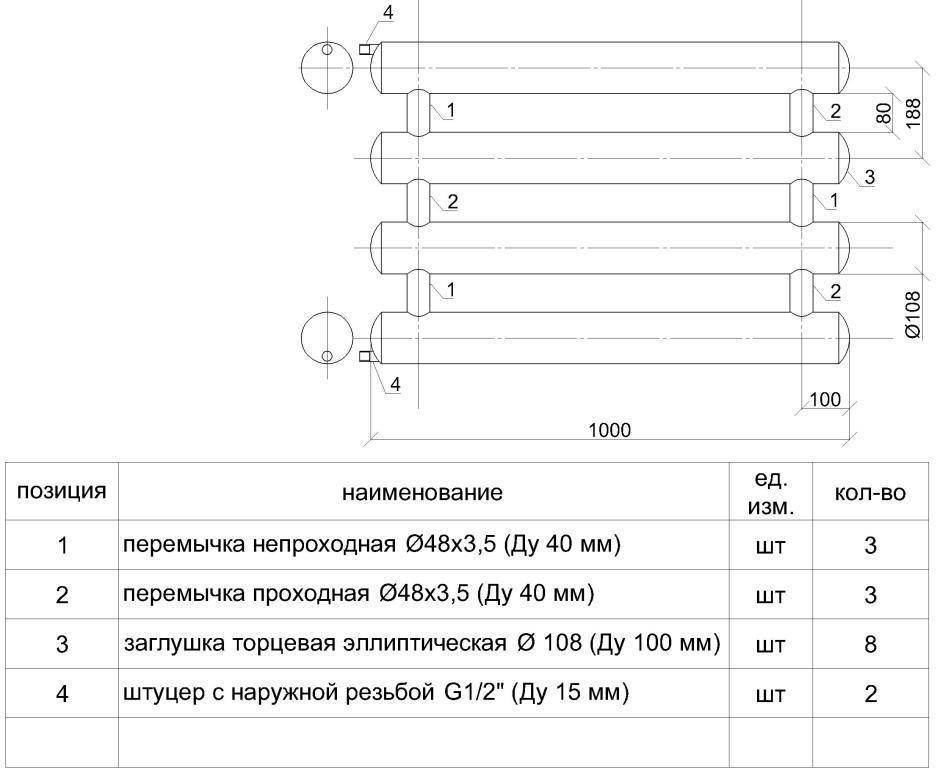
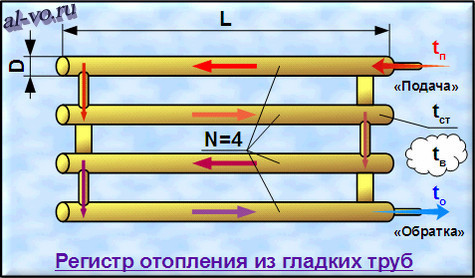
विभागीय प्रकाराच्या नोंदवहीमध्ये, प्रोफाईल रोल केलेल्या धातूचे अनेक भाग प्लग केलेले टोके समांतरपणे मांडलेले असतात आणि लहान क्रॉस सेक्शनच्या गोल नळ्यांद्वारे एकमेकांशी जोडलेले असतात. जंपर्स डिव्हाइसच्या पंक्ती एकाच वेळी दोन्ही बाजूंनी शीतलकाने भरतात. त्याच वेळी, अॅडॉप्टर पाईप्स काठावर जितके जवळ स्थापित केले जातात, उपकरणाचे उष्णता हस्तांतरण जितके जास्त असेल.
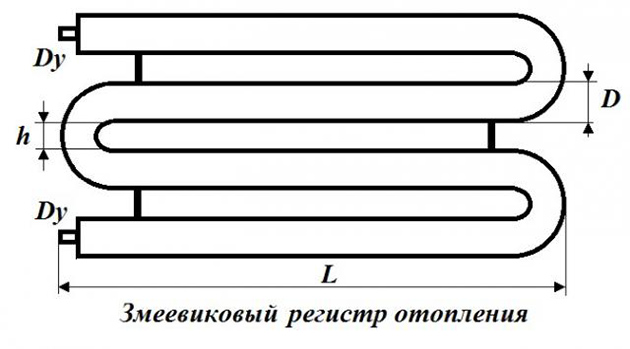
सर्पेन्टाइन रजिस्टरमध्ये, द्रव आकाराच्या पाईप्सच्या पंक्तीमधून एस-आकारात जातो, हळूहळू थंड होतो. संरचनेला कडकपणा देण्यासाठी, अतिरिक्त बहिरा जंपर्स वापरले जातात. क्षैतिज पंक्ती एका लहान विभागातील नळ्यांचा वापर करून सापाद्वारे जोड्यांमध्ये जोडल्या जातात, जसे की विभागीय मॉडेलमध्ये किंवा मुख्य प्रोफाइलच्या विभागांमध्ये. नंतरचा पर्याय श्रेयस्कर आहे कारण कमी हायड्रॉलिक प्रतिकार आणि जास्त उष्णता हस्तांतरण.

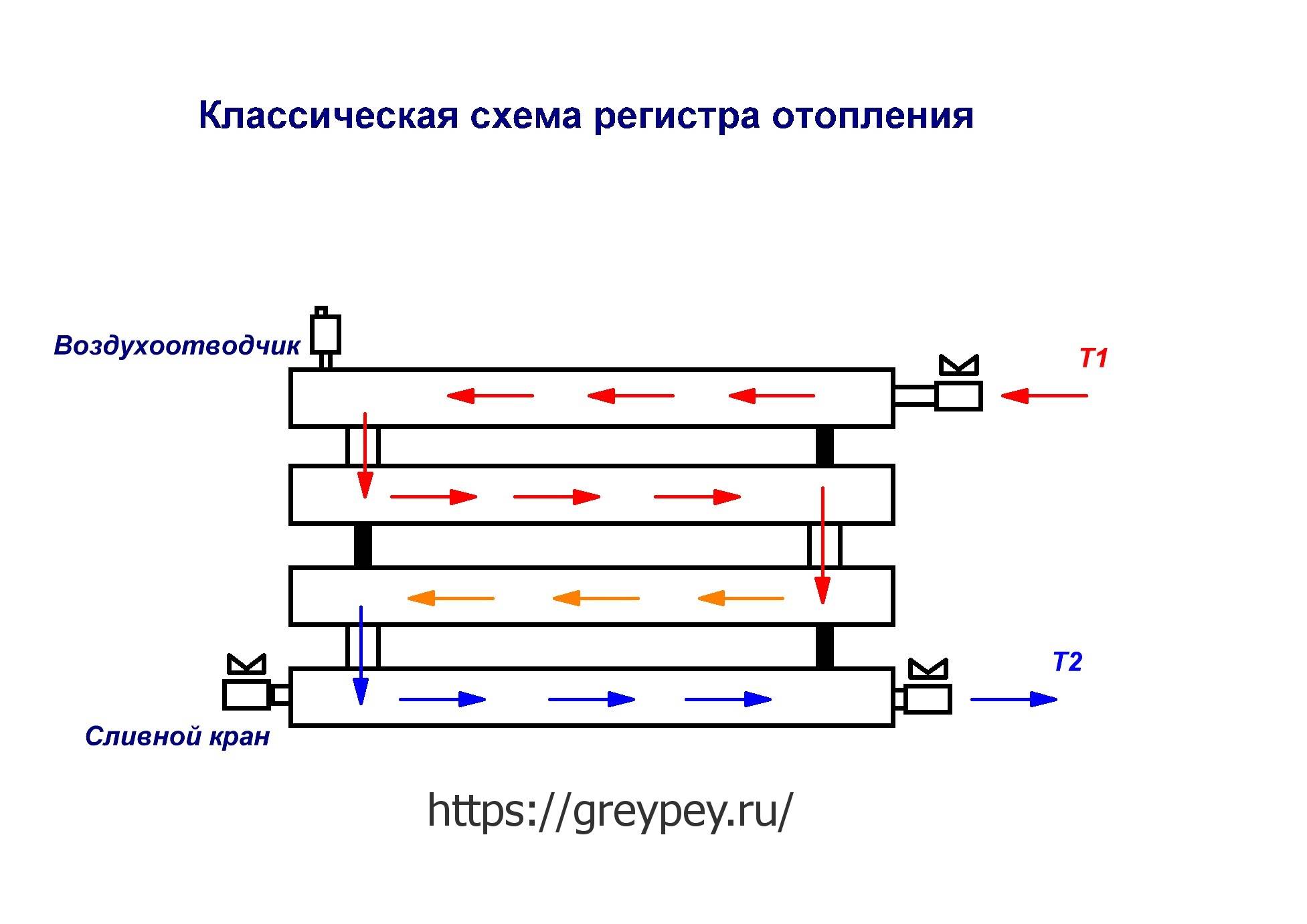
कनेक्टिंग पाईप्स थ्रेड्ससह किंवा वेल्डिंगसाठी बनविल्या जातात. हीटर जोडण्यासाठी सर्वात प्रभावी पर्याय म्हणजे टॉप-डाउन योजना. कमी मॉडेल्ससाठी आणि कूलंटच्या सक्तीच्या परिसंचरणाच्या बाबतीत, खाली प्रवेश करणे आणि बाहेर पडणे न्याय्य असू शकते.
रजिस्टरची रचना अनिवार्यपणे मायेव्स्की क्रेन किंवा स्वयंचलित एअर व्हेंटची तरतूद करते. हे रिप्लेसमेंट सक्षम करण्यासाठी थ्रेडेड फिटिंगवर शीर्ष पंक्तीच्या शेवटी स्थित आहे. कूलंटच्या हालचालीच्या दिशेने 0.05% उताराचे पालन करणे ही स्थापनेची पूर्व शर्त आहे.
रजिस्टर स्थिर आणि पोर्टेबल दोन्ही आहेत. सामान्य हीटिंग सिस्टमचे घटक म्हणून पूर्वीचे कार्य, नंतरचे स्थानिक हीटिंगचे कार्य करतात. वेगळ्या मोबाइल रजिस्टरसाठी उष्णता स्त्रोत हा 1.5-6 डब्ल्यू क्षमतेसह एक गरम घटक आहे, जो घरामध्ये तयार केला जातो.
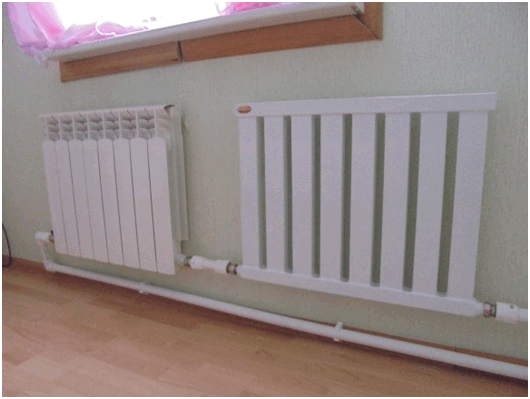
मोठ्या क्षैतिज नोंदींच्या व्यतिरिक्त, लहान उभ्या मॉडेल्सना देखील मागणी आहे. काळजीपूर्वक काम करून, आपण आकाराच्या पाईप्समधून घरगुती स्वस्त रेडिएटर्स मिळवू शकता, सौंदर्यशास्त्राच्या दृष्टीने आधुनिक विभागीय रेडिएटर्सइतकेच चांगले.
काही प्रकरणांमध्ये, खोलीत आधीपासून स्थापित केलेल्या हीटर्समध्ये स्टीलचे रेजिस्टर्स चांगले जोडू शकतात. समान आकाराच्या रेडिएटर्सच्या तुलनेत कमी उष्णतेचा अपव्यय असूनही, त्यांच्या कमी किमतीमुळे त्यांचा वापर अधिक योग्य असू शकतो.

उंच उभ्या नोंदी उच्च खोल्यांसाठी किंवा उंच खिडकी उघडण्यासाठी अतिशय सोयीस्कर आहेत. ते असामान्य डिझाइन सोल्यूशन्ससह खोल्यांच्या आतील भागात यशस्वीरित्या फिट होऊ शकतात. रंग आणि आकाराचा थोडासा प्रयोग करून, आपण साध्या हीटिंग डिव्हाइसेसमधून सर्जनशील सजावट मिळवू शकता.
उष्णता हस्तांतरण कमी.
उर्जेची बचत करण्यासाठी, संप्रेषणाच्या त्या विभागांमधील पाईप्सचे उष्णता हस्तांतरण कमी करणे प्रासंगिक बनते जे त्यांच्या हेतूसाठी वापरले जात नाहीत, उदाहरणार्थ, एका इमारतीतून दुसर्या इमारतीत जाताना किंवा गरम नसलेल्या खोलीत.
हे करण्यासाठी, थर्मल इन्सुलेशन सामग्री वापरण्यासाठी अनेक पर्याय आहेत. उत्पादक स्वस्त फायबरग्लासपासून विस्तारित पॉलिस्टीरिनच्या अधिक महाग प्रकारांपर्यंत निवडण्यासाठी बऱ्यापैकी विस्तृत श्रेणी सादर करतात. आपण त्यामध्ये आधीच तयार केलेल्या इन्सुलेशन घटकांसह पाईप्स खरेदी करू शकता.
सारांश, आम्ही असा निष्कर्ष काढतो की अशा गणनेचा वापर पाणी आणि उष्णता पुरवठा प्रणालीच्या डिझाइनमधील अनेक तांत्रिक अडथळ्यांची लक्षणीय बचत आणि टाळण्यास मदत करतो.
खरं तर, आपण अशा घटनेवर निर्णय घेतल्यास आपण एक हताश व्यक्ती आहात.पाईपच्या उष्णता हस्तांतरणाची अर्थातच गणना केली जाऊ शकते आणि विविध पाईप्सच्या उष्णता हस्तांतरणाच्या सैद्धांतिक गणनेवर बरीच कामे आहेत.






चला या वस्तुस्थितीपासून सुरुवात करूया की आपण आपल्या स्वत: च्या हातांनी घर गरम करणे सुरू केले तर आपण एक जिद्दी आणि हेतूपूर्ण व्यक्ती आहात. त्यानुसार, एक हीटिंग प्रकल्प आधीच तयार केला गेला आहे, पाईप्स निवडल्या गेल्या आहेत: एकतर हे मेटल-प्लास्टिक हीटिंग पाईप्स किंवा स्टील हीटिंग पाईप्स आहेत. स्टोअरमध्ये हीटिंग रेडिएटर्सची देखील आधीच काळजी घेतली जाते.
परंतु, हे सर्व प्राप्त करण्यापूर्वी, म्हणजे, डिझाइनच्या टप्प्यावर, सशर्त सापेक्ष गणना करणे आवश्यक आहे. शेवटी, प्रोजेक्टमध्ये गणना केलेल्या हीटिंग पाईप्सचे उष्णता हस्तांतरण, आपल्या कुटुंबासाठी उबदार हिवाळ्याची हमी आहे. तुम्ही इथे चुकू शकत नाही.
हीटिंग पाईप्सच्या उष्णता हस्तांतरणाची गणना करण्याच्या पद्धती
सामान्यतः हीटिंग पाईप्सच्या उष्णता हस्तांतरणाच्या गणनेवर जोर का दिला जातो. वस्तुस्थिती अशी आहे की औद्योगिक उत्पादन हीटिंग रेडिएटर्ससाठी ही सर्व गणना केली गेली आहे आणि उत्पादनांच्या वापरासाठी निर्देशांमध्ये दिलेली आहे. त्यांच्या आधारे, आपण आपल्या घराच्या पॅरामीटर्सवर अवलंबून रेडिएटर्सची आवश्यक संख्या सहजपणे मोजू शकता: व्हॉल्यूम, शीतलक तापमान इ.
टेबल्स. हे सर्व आवश्यक पॅरामीटर्सचे सार आहे, एकाच ठिकाणी एकत्रित केले आहे. आज, पाईप्समधून उष्णता हस्तांतरणाची ऑनलाइन गणना करण्यासाठी वेबवर बरीच टेबल आणि संदर्भ पुस्तके पोस्ट केली आहेत. त्यामध्ये तुम्हाला स्टील पाईप किंवा कास्ट आयर्न पाईपचे उष्णता हस्तांतरण, पॉलिमर पाईप किंवा तांब्याचे उष्णता हस्तांतरण काय आहे हे कळेल.
या सारण्या वापरताना फक्त तुमच्या पाईपचे प्रारंभिक पॅरामीटर्स जाणून घेणे आवश्यक आहे: सामग्री, भिंतीची जाडी, अंतर्गत व्यास इ. आणि, त्यानुसार, शोधात "पाईप्सच्या उष्णता हस्तांतरण गुणांकांची सारणी" एंटर करा.
पाईप्सचे उष्णता हस्तांतरण निर्धारित करण्याच्या त्याच विभागात, सामग्रीच्या उष्णता हस्तांतरणासाठी मॅन्युअल हँडबुकचा वापर देखील समाविष्ट केला जाऊ शकतो. जरी ते शोधणे कठीण आणि कठीण होत असले तरी, सर्व माहिती इंटरनेटवर स्थलांतरित झाली आहे.
सूत्रे. स्टील पाईपचे उष्णता हस्तांतरण सूत्रानुसार मोजले जाते
Qtp=1.163*Stp*k*(Twater - Tair)*(1-पाइप इन्सुलेशन कार्यक्षमता), W जेथे Stp हे पाईपचे पृष्ठभाग क्षेत्र आहे आणि k हा पाण्यापासून हवेत उष्णता हस्तांतरण गुणांक आहे.
मेटल-प्लास्टिक पाईपचे उष्णता हस्तांतरण भिन्न सूत्र वापरून मोजले जाते.
कुठे - पाइपलाइनच्या आतील पृष्ठभागावर तापमान, ° С; ट c - पाइपलाइनच्या बाह्य पृष्ठभागावरील तापमान, ° С; प्रश्न- उष्णता प्रवाह, डब्ल्यू; l - पाईप लांबी, मीटर; ट- शीतलक तापमान, °С; ट vz म्हणजे हवेचे तापमान, °C; a n - बाह्य उष्णता हस्तांतरणाचे गुणांक, W / m 2 K; d n हा पाईपचा बाह्य व्यास आहे, मिमी; l हे थर्मल चालकतेचे गुणांक आहे, W/m K; d मध्ये — पाईप आतील व्यास, मिमी; a vn - अंतर्गत उष्णता हस्तांतरणाचे गुणांक, W / m 2 K;
आपणास हे पूर्णपणे समजले आहे की हीटिंग पाईप्सच्या थर्मल चालकतेची गणना हे सशर्त सापेक्ष मूल्य आहे. काही निर्देशकांचे सरासरी मापदंड सूत्रांमध्ये प्रविष्ट केले जातात, जे वास्तविकपेक्षा भिन्न असू शकतात आणि करू शकतात.
उदाहरणार्थ, प्रयोगांच्या परिणामी, असे आढळून आले की क्षैतिज स्थितीत असलेल्या पॉलीप्रोपीलीन पाईपचे उष्णता हस्तांतरण समान आतील व्यासाच्या स्टील पाईप्सपेक्षा किंचित कमी आहे, 7-8%. पॉलिमरपासून ते अंतर्गत आहे पाईप भिंतीची जाडी जरा जास्तच.
अनेक घटक सारण्या आणि सूत्रांमध्ये प्राप्त झालेल्या अंतिम आकृत्यांवर परिणाम करतात, म्हणूनच तळटीप "अंदाजे उष्णता हस्तांतरण" नेहमी बनविली जाते. तथापि, सूत्रे विचारात घेत नाहीत, उदाहरणार्थ, वेगवेगळ्या सामग्रीपासून बनवलेल्या लिफाफ्यांमधून उष्णतेचे नुकसान. त्यासाठी संबंधित दुरुस्तीचे तक्ते आहेत.
तथापि, हीटिंग पाईप्सचे उष्णता आउटपुट निर्धारित करण्याच्या पद्धतींपैकी एक वापरून, आपल्याला आपल्या घरासाठी कोणत्या प्रकारचे पाईप्स आणि रेडिएटर्स आवश्यक आहेत याची सामान्य कल्पना असेल.
तुमच्या उबदार वर्तमान आणि भविष्याच्या निर्मात्यांनो, तुम्हाला शुभेच्छा.
रजिस्टर्सच्या स्व-उत्पादनासाठी सूचना
आपल्या स्वत: च्या हातांनी स्टील हीट एक्सचेंजर बनविणे सर्वात सोपा आहे, जरी त्याच्या असेंब्लीसाठी वेल्डिंग आणि ग्राइंडिंग उपकरणांसह कार्य करण्याचे कौशल्य आणि विशिष्ट नियमांचे पालन करणे आवश्यक आहे.
- स्थापनेपूर्वी, गणना करणे आणि रेखाचित्र करणे आवश्यक आहे, जे पाईप्स आणि कनेक्टिंग घटकांचे परिमाण, फिटिंग्ज आणि कनेक्शन पॉइंट्सचे स्थान दर्शवेल. रेखांकन उपभोग्य वस्तूंची संख्या आणि पॅरामीटर्स अचूकपणे मोजण्यात मदत करेल.
- विभागांमधील क्लिअरन्स 1.5D किंवा D + 0.5 cm म्हणून घेतले जाते, जेथे D हा पाईपचा व्यास आहे. पाईप बेंडर वापरताना वापरलेल्या चाप घटकावर किंवा टर्निंग त्रिज्या (R) वर अवलंबून सर्पेन्टाइन रजिस्टरच्या समांतर विभागांमधील अंतर मोजले जाते. पहिल्या प्रकरणात, अंतर हे चाप घटकाच्या उंची (F) आणि व्यास: 2(F-D) मधील फरकाच्या दुप्पट समान आहे. दुसऱ्या प्रकरणात, अंतर 2R-D च्या समान असेल. लहान अंतरासह, उष्णता हस्तांतरण कमी होते.
- स्थापनेदरम्यान वेल्डिंग आणि ग्राइंडिंग उपकरणे वापरली जात असल्याने, संरक्षक कपडे आणि शूज घालणे आणि विशेष मास्क किंवा गॉगल्सने आपला चेहरा संरक्षित करणे अत्यावश्यक आहे.
- रजिस्टरच्या प्रभावी ऑपरेशनसाठी, त्याच्या विभागांची कठोर समांतरता आवश्यक आहे; एक स्तर, एक प्लंब लाइन आणि इमारत कोपरा कामाच्या दरम्यान हे पॅरामीटर नियंत्रित करण्यात मदत करेल.
- पुरवठा पाईपपासून सर्वात दूर असलेल्या रजिस्टरच्या वरच्या बिंदूवर, सर्किटमधील हवेच्या खिशातून मुक्त होण्यासाठी एअर व्हेंट स्थापित केले जाते. मॅनिफोल्डसह समांतर हीट एक्सचेंजर स्थापित करताना, प्रत्येक मॅनिफोल्डच्या शीर्षस्थानी एअर व्हेंट्स ठेवल्या जातात.
- रजिस्टर सुरक्षित करण्यासाठी रॅक आणि कंस आवश्यक आहेत. रचना जितकी मोठी असेल तितके फास्टनर्स आवश्यक असतील.
काम पुर्ण करण्यचा क्रम
- कार्यक्षेत्र स्वच्छ केले जात आहे.
- रेखाचित्रानुसार नोंदणी घटक चिन्हांकित आणि कट केले जातात.
- पाईप्सच्या आतील आणि बाहेरील पृष्ठभाग तसेच छिद्रांच्या कडा स्टीलच्या ब्रशने मोडतोड आणि गंजांपासून स्वच्छ केल्या जातात.
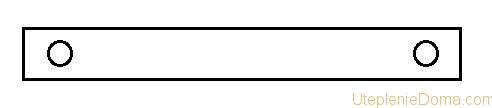
- प्लग मोडतोड आणि प्लेक साफ केले जातात. हीटिंग सर्किटच्या कनेक्शनसाठी दोन प्लगमध्ये छिद्रे ड्रिल केली जातात.
- रेखांकनानुसार प्लग, जंपर्स आणि कनेक्टिंग पाईप्स किंवा मॅनिफोल्ड्स वेल्डेड केले जातात. प्रत्येक घटक जोडल्यानंतर विभागांची समांतरता तपासली जाते.
- वेल्ड्स साफ केले जातात.
- परिणामी रजिस्टरची घट्टपणा तपासली जाते: आउटलेट हर्मेटिकली सील केले जाते आणि दबावाखाली इनलेटमधून पाणी ओतले जाते. शिवणांवर अगदी लहान थेंब दिसल्यास, द्रव काढून टाकणे आवश्यक आहे आणि त्याव्यतिरिक्त शिवण उकळणे आवश्यक आहे.
- आवश्यक असल्यास, मेटलसाठी उष्णता-प्रतिरोधक पेंटसह उष्णता एक्सचेंजर झाकून ठेवा.
- सपोर्टिंग आणि सस्पेंशन एलिमेंट्सवर रजिस्टर निश्चित केले आहे.
- हीटिंग सिस्टमशी कनेक्ट करा.
हीटिंग रजिस्टर कसे वेल्ड करावे
वैयक्तिक संरचनात्मक घटकांची एकत्र जोडणी मेटल वेल्डिंगद्वारे केली जाते.हे आपल्यासाठी सोयीस्कर कोणत्याही प्रकारे केले जाऊ शकते. हीटिंग रजिस्टर कसे वेल्ड करावे? खरं तर, हे सर्व तुमच्याकडे कोणत्या प्रकारचे वेल्डिंग मशीन आहे यावर अवलंबून आहे:
- इलेक्ट्रिक आर्क (मॅन्युअल, अर्ध-स्वयंचलित);
- गॅस
इलेक्ट्रिक आर्क मॅन्युअल वेल्डिंग मशीन सर्वात व्यापक आहेत, कारण ते सर्वात स्वस्त आणि सोपी आहेत. असे उपकरण दोन्ही धातूचे भाग जोडू शकते आणि ते कापू शकते. मोठ्या भागांवर, आपल्याला पाईप्ससाठी छिद्रे कापण्याची आवश्यकता आहे. पाईपचा एक व्यास मागे टाकून हे काठाच्या जवळ केले पाहिजे. मधल्या भागात चार छिद्रे असतील, पहिल्या आणि बाहेरील भागात दोन.






पाईप्स जोडण्यासाठी छिद्र
त्यानंतर, एका सपाट क्षैतिज पृष्ठभागावर, आम्ही सर्व घटक एका संरचनेत ठेवतो आणि नोजलच्या पायथ्याशी टॅक्स बनवतो. मर्सिडीज बॅज प्रमाणे तुम्हाला पाईपच्या विषुववृत्तावर एकतर दोन टॅक्स किंवा संपूर्ण परिघाभोवती तीन समान रीतीने बनवावे लागतील. जर टॅक्सचे स्थान चुकीचे असेल तर वेल्डिंग दरम्यान भाग होऊ शकतो. रजिस्टरची भूमिती बरोबर असल्याची खात्री केल्यानंतर, तुम्ही वेल्डिंगला पुढे जाऊ शकता.
मेल्टिंग बाथमध्ये काम करताना, उच्च तापमान राखणे आणि वितळलेल्या धातूचे वितरण करणे आवश्यक आहे. इलेक्ट्रोडला सतत एका विशिष्ट मार्गावर फिरणे आवश्यक आहे. हीटिंग रजिस्टर कसे वेल्ड करावे, सर्वात सोपा इलेक्ट्रोड हालचाली मार्ग:
- डावीकडे - उजवीकडे (हेरिंगबोन);
- पुढे - मागे (ओढ सह).
सर्वात महत्वाचा क्षण म्हणजे टॅकवरील सीमच्या मुळाची निर्मिती आणि टॅकमधून बाहेर पडणे. प्रक्रिया ब्रेकसह केली जाते, कारण वेल्डरला इलेक्ट्रोडची स्थिती बदलण्याची आवश्यकता असते. जरी योग्य कौशल्याने आपण व्यत्यय न शिजवू शकता. शिवण थंड झाल्यानंतर, आपल्याला हातोड्याने गाळ खाली पाडणे आवश्यक आहे.तर, ते फक्त प्लगसह टोकांना वेल्ड करण्यासाठी राहते, जे प्रथम समान जाडीच्या धातूपासून कापले जाणे आवश्यक आहे.
परिणामी, आम्हाला एक रिक्त जागा मिळाली, ज्यामध्ये पुरवठा आणि परतावा, तसेच एअर व्हेंटसाठी छिद्र भविष्यात कापले जातील. एअर व्हेंट, समान मायेव्स्की क्रेन, एअर पॉकेट्स काढून टाकते ज्यामुळे उष्णता एक्सचेंजरची कार्यक्षमता कमी होते. आपण हीटिंग सिस्टममधील हवेबद्दल अधिक वाचू शकता. रेजिस्टरला हीटिंग सिस्टमशी जोडणे हा शेवटचा टप्पा आहे, त्यानंतर हायड्रॉलिक चाचणी घेणे आणि उपकरणे कार्यान्वित करणे शक्य आहे.
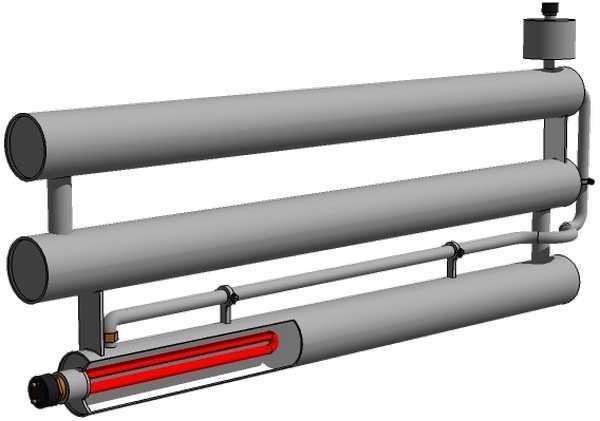
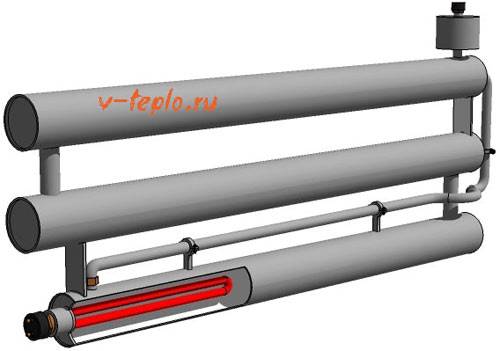
याव्यतिरिक्त, हे रिक्त इलेक्ट्रिक हीटिंग घटक असलेल्या रजिस्टरच्या निर्मितीसाठी वापरले जाऊ शकते. हीटिंग एलिमेंटसाठी एक छिद्र खालच्या टोकाला कापले जाते आणि वरच्या भागात ओपन-टाइप विस्तार टाकी स्थापित केली जाते.
वेल्डिंग तंत्रज्ञान
पूर्णपणे तांत्रिकदृष्ट्या, स्टील घटकांचे कनेक्शन इलेक्ट्रिक किंवा गॅस वेल्डिंगद्वारे केले जाते, जेथे तंत्रज्ञान जवळजवळ समान असते.
वेल्डिंग नोंदणी करताना, कृपया लक्षात घ्या की सापाच्या रचनांमध्ये, सांधे उभ्या शिवण असतात आणि विभागीय भागांमध्ये, दोन्ही उभ्या आणि आडव्या असतात. नंतरचे शिजवणे सोपे आहे, कारण ते टेबलच्या प्लेनमध्ये स्थित आहेत
तंत्रज्ञानाकडे क्षैतिज शिवणांचे वेल्डिंग (विभाग + जंपर) खालील आवश्यकता लागू होतात:
- जम्पर उभ्या उघडून एक किंवा दोन बिंदूंवर टॅकिंग केले जाऊ शकते. जम्पर इंस्टॉलेशन अक्षाबद्दल दोन बिंदू सममितीयपणे स्थित आहेत.
- टॅकच्या एका बिंदूने जोडलेले संयुक्त, ताबडतोब शिजवले जाते, परंतु प्रक्रिया टॅकच्या विरुद्ध बाजूने सुरू करणे आवश्यक आहे.
- दोन टॅक पॉइंट्सद्वारे जोडलेले संयुक्त, पहिल्या बिंदूपासून वेल्डेड केले जाते.
- रजिस्टरमधील उभ्या शिवण - प्लग आणि 90° बेंडसह मुख्य पाईपचे कनेक्शन. या प्रकारच्या सीमसाठी आवश्यकता आहेतः
- जर पाईपची जाडी 3 मिमी पर्यंत असेल, तर संयुक्त 2.5 मिमी इलेक्ट्रोडसह एका पासमध्ये स्कॅल्ड केले जाते.
- जर जाडी 4 मिमी पेक्षा जास्त असेल तर वेल्डिंग दोन पासमध्ये केली जाते: रॅडिकल सीमसह आणि शीर्षस्थानी फेसिंग रोलरसह.
- 60 मिमी पेक्षा जास्त व्यासासह पाईप्स जोडताना, जोडणीच्या संपूर्ण परिमितीसह विभागांमध्ये वेल्डिंग केले जाते.
वेल्डिंगसाठी सामान्य नियम आहेत, जे पूर्णपणे तांत्रिक पद्धती दर्शवतात. उदाहरणार्थ, सीमच्या सुरूवातीस, त्याचा शेवट अनिवार्यपणे वेल्डेड केला जातो, "लॉक" बनवतो. जर वेल्डिंग दोन शिवणांसह केले असेल तर दुसरे पहिल्याच्या उलट दिशेने चालते.
वेल्डिंगचे काम पार पाडताना आपल्याला अनेक वेल्डिंग पॅरामीटर्सकडे लक्ष देणे आवश्यक आहे. हा इलेक्ट्रोडचा व्यास आहे, जो वेल्डेड करण्यासाठी स्टीलच्या ब्लँक्सच्या जाडीवर अवलंबून निवडला जातो, हा वेल्डिंग मशीनमधून इलेक्ट्रोडला पुरवलेला विद्युत् प्रवाह आहे, वेल्डिंग आर्कची ध्रुवीयता आणि व्होल्टेज
इलेक्ट्रोड व्यास आणि धातूच्या जाडीचे गुणोत्तर
| धातूची जाडी, मिमी | 1—2 | 3—5 | 4—10 | 12—24 | 30—60 |
| इलेक्ट्रोड व्यास, मिमी | 2—3 | 3—4 | 4—5 | 5—6 | 6 किंवा अधिक |
निवडलेल्या इलेक्ट्रोडच्या व्यासावर अवलंबून वर्तमान ताकद निवडली जाते. अवलंबन खालीलप्रमाणे आहे: I=Kd, जेथे K हे इलेक्ट्रोड व्यासाचे गुणोत्तर आहे.
| इलेक्ट्रोड व्यास, मिमी | >2 | 3 | 4 | 5 | 6 |
| गुणांक - "के" | 25—30 | 30—35 | 35—40 | 40—45 | 50—60 |
हीटिंग रजिस्टर्सचे प्रकार
हीटिंग रजिस्टर्स हे पाइपलाइन्सचे एक समूह आहेत जे एकमेकांना समांतर असतात आणि एकमेकांशी संवाद साधतात. ते साहित्य, आकार आणि डिझाइनमध्ये भिन्न असू शकतात.
उत्पादनासाठी साहित्य
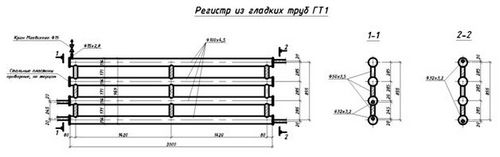
बर्याचदा, हीटिंग रजिस्टर्स गुळगुळीत बनलेले असतात GOST नुसार स्टील पाईप्स 3262-75 किंवा GOST 10704-91. जास्त दाब सहन करण्याच्या क्षमतेमुळे इलेक्ट्रिक-वेल्डेड पाईप्सचा वापर करणे अधिक श्रेयस्कर आहे. तथापि, सराव मध्ये, पाणी आणि गॅस पाईप्स देखील सामान्य आहेत, जे कमी यशस्वीरित्या ऑपरेट केले जात नाहीत. असे हीटर सर्व प्रकारचे यांत्रिक नुकसान आणि तणाव सहजपणे सहन करू शकतात, तसेच कोणत्याही शीतलकसह कार्य करू शकतात.
स्टेनलेस स्टील मॉडेल देखील आहेत. ते सौंदर्यशास्त्र आणि टिकाऊपणासाठी वाढीव आवश्यकता असलेल्या खोल्यांमध्ये स्थापित केले जातात. वाढीव किंमतीमुळे, बाथरूममध्ये स्टेनलेस स्टीलच्या नोंदींचा वापर सर्वात न्याय्य आहे. गंजांना उच्च प्रतिकार आणि स्टेनलेस स्टीलच्या गरम टॉवेल रेलच्या विविध कॉन्फिगरेशनमुळे ते अगदी आधुनिक बाथरूमच्या आतील भागात देखील वापरता येतात.






उष्णता हस्तांतरणाच्या दृष्टीने अॅल्युमिनियम आणि बाईमेटलिक रजिस्टर अधिक कार्यक्षम आहेत. ते हलकेपणा आणि सौंदर्यशास्त्राने वेगळे आहेत, ते सुव्यवस्थित जल उपचारांसह वैयक्तिक हीटिंग सिस्टममध्ये उत्तम प्रकारे कार्य करतात. इतर प्रकरणांमध्ये, शीतलकच्या कमी गुणवत्तेमुळे डिव्हाइसेस द्रुत अपयशी ठरतात.
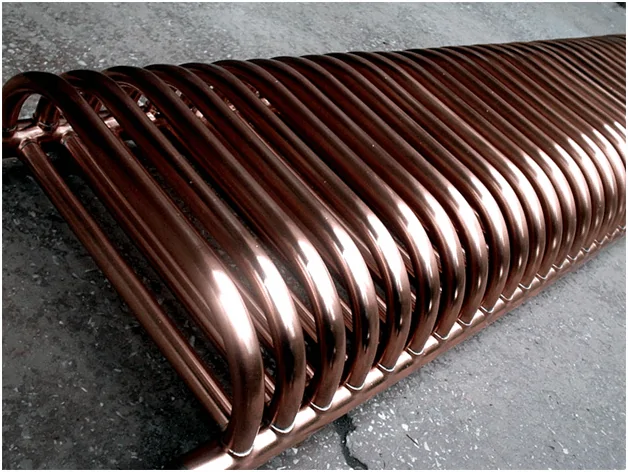
काहीवेळा आपण तांबे बनलेले रजिस्टर शोधू शकता. सहसा ते सिस्टममध्ये वापरले जातात जेथे मुख्य वायरिंग तांबे असते. त्यांच्याबरोबर काम करणे सोयीचे आहे, ते खूप छान आणि टिकाऊ आहेत. याव्यतिरिक्त, तांबेची थर्मल चालकता स्टीलच्या तुलनेत सुमारे 8 पट जास्त आहे, ज्यामुळे गरम पृष्ठभागाचा आकार लक्षणीयरीत्या कमी करणे शक्य होते. नॉन-फेरस धातूपासून बनवलेल्या सर्व उपकरणांची एक सामान्य कमतरता - ऑपरेटिंग परिस्थितींबद्दल संवेदनशीलता - तांबे रजिस्टर्सची व्याप्ती मर्यादित करते.
रचना
पारंपारिक स्टील रजिस्टर्सची सर्वात वैशिष्ट्यपूर्ण रचना 2 प्रकारांमध्ये विभागली जाऊ शकते:
- विभागीय;
- सर्पमित्र.
प्रथम पाइपलाइनची क्षैतिज व्यवस्था आणि त्यांच्या दरम्यान उभ्या अरुंद जंपर्सचा वापर करून वैशिष्ट्यीकृत आहे. दुसऱ्यामध्ये समान व्यासाच्या सरळ आणि आर्क्युएट घटकांचा वापर समाविष्ट आहे, जे वेल्डिंगद्वारे सापाने जोडलेले आहेत. स्टेनलेस स्टील किंवा नॉन-फेरस धातू वापरताना, इच्छित कॉन्फिगरेशन देण्यासाठी पाईप्स फक्त वाकलेले असतात.
 कनेक्टिंग पाईप्सच्या अंमलबजावणीसाठी तीन पर्याय आहेत:
कनेक्टिंग पाईप्सच्या अंमलबजावणीसाठी तीन पर्याय आहेत:
- थ्रेडेड;
- flanged;
- वेल्डिंग साठी.
ते डिव्हाइसच्या एका बाजूला आणि वेगवेगळ्या बाजूला दोन्ही स्थित असू शकतात. कूलंट आउटलेट पुरवठा अंतर्गत किंवा त्यातून तिरपे दिले जाते. कधीकधी महामार्गांचे कमी कनेक्शन असते, परंतु या प्रकरणात उष्णता हस्तांतरण लक्षणीयरीत्या कमी होते.
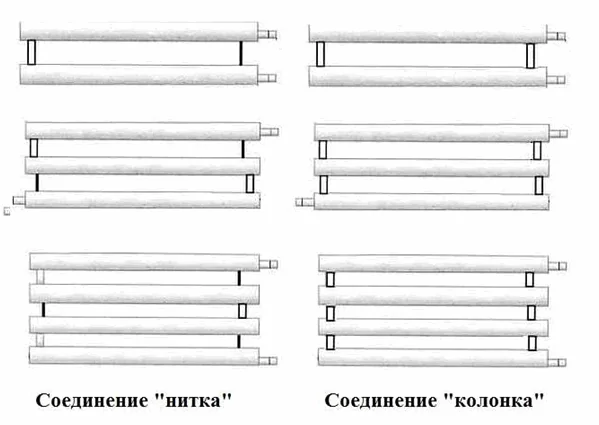
विभागीय नोंदणीमध्ये, जंपर्स ठेवण्याच्या पद्धतीनुसार 2 प्रकारचे कनेक्शन वेगळे केले जातात:
- "धागा";
- "स्तंभ".
गुळगुळीत पाईप रजिस्टर्सचा वापर मुख्य हीटिंग सिस्टमचे रजिस्टर म्हणून किंवा स्वतंत्र हीटर्स म्हणून केला जाऊ शकतो. स्वायत्त ऑपरेशनसाठी, आवश्यक शक्तीचा एक हीटिंग घटक डिव्हाइसमध्ये स्थापित केला जातो आणि नेटवर्कशी कनेक्ट केला जातो. स्टीलचे बनलेले पोर्टेबल इलेक्ट्रिक रजिस्टरसाठी शीतलक म्हणून, अँटीफ्रीझ किंवा तेल बहुतेकदा वापरले जाते, कारण. स्टोरेज किंवा आणीबाणीच्या पॉवर आउटेज दरम्यान ते गोठत नाही.
सामान्य हीटिंग सिस्टमपासून स्वतंत्रपणे वापरल्यास, डिव्हाइसच्या वरच्या भागात अतिरिक्त विस्तार टाकी ठेवणे आवश्यक आहे. हे गरम केल्यावर आवाज वाढल्यामुळे दाब वाढणे टाळते. हीटरमधील एकूण द्रवपदार्थाच्या सुमारे 10% सामावून घेण्याच्या क्षमतेवर आधारित कंटेनरचा आकार निवडला जातो.
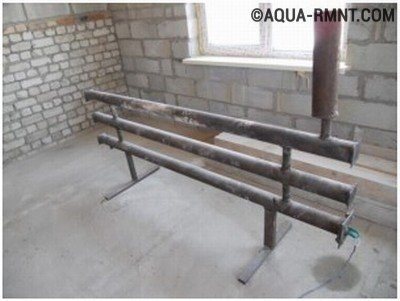
स्टील पाईप्सने बनवलेल्या रजिस्टरच्या स्वायत्त वापरासाठी, त्यावर 200 - 250 मिमी उंच पाय वेल्डेड केले जातात.जर डिव्हाइस हीटिंग सर्किटचा भाग असेल, तर त्याची हालचाल नियोजित नाही आणि भिंती पुरेसे मजबूत आहेत, तर कंस वापरून स्थिर माउंट वापरले जाते. कधीकधी, खूप मोठ्या नोंदणीसाठी, एकत्रित स्थापना पर्याय वापरला जातो, उदा. डिव्हाइस रॅकवर ठेवलेले आहे आणि याव्यतिरिक्त भिंतीवर निश्चित केले आहे.
माउंटिंग पद्धती: वेल्डिंग किंवा थ्रेडिंग?
स्थापना कार्य पार पाडताना सर्वात मोठी समस्या विधानसभा आणि स्थापनेसाठी हीटिंग रजिस्टर हे वेल्डिंगचे काम आहे. गरम उपकरणे बाहेरून वेगळ्या भागांमधून एकत्र केली जातात आणि नंतर, तयार केलेल्या रिक्त स्थानांमधून, गॅस वेल्डिंग वापरून हीटिंग सिस्टम स्थापित केली जाते. वेल्ड्स थ्रेडेड जोड्यांसह बदलले जाऊ शकतात, जे त्यांच्यापेक्षा ताकद आणि टिकाऊपणामध्ये निकृष्ट आहेत, परंतु कामाच्या तंत्रज्ञानाच्या आणि आधुनिक सामग्रीच्या वापराच्या अधीन, ते हीटिंग उपकरणांचे दीर्घकालीन ऑपरेशन सुनिश्चित करू शकतात.
गॅरेज किंवा वेअरहाऊसमधील हीटिंग रजिस्टर हे एक स्वतंत्र उपकरण आहे जे तुम्हाला वीज वापरून तांत्रिक खोली गरम करण्यास अनुमती देते.
हीटिंग रजिस्टर्सचे क्लासिक डिझाइन
पर्याय #1 - क्षैतिज नोंदणी
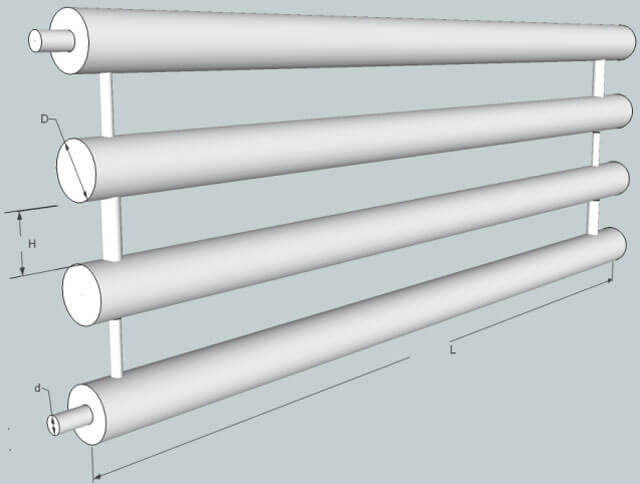
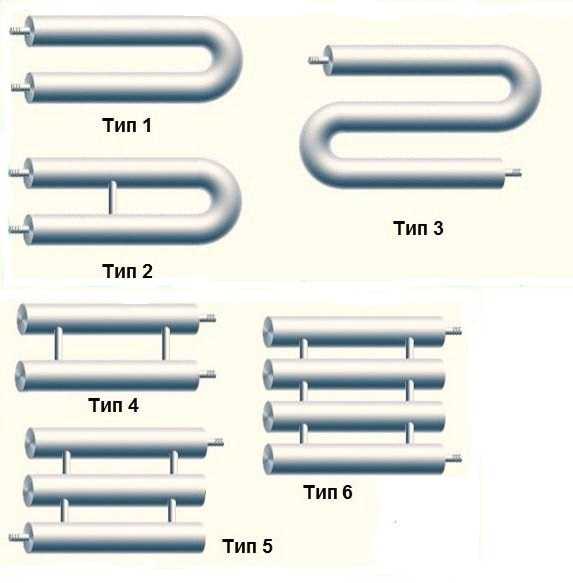
बर्याचदा, हीटिंग रजिस्टरच्या निर्मितीमध्ये, क्षैतिज दिशेने घातलेले दोन किंवा तीन समांतर पाईप्स जोडलेले असतात. रजिस्टरमधील समीप विभागांमधील अंतर अपरिहार्यपणे 50 मिमीने व्यासापेक्षा जास्त असणे आवश्यक आहे. रेजिस्टरचे कॉइल डिझाइन देखील लोकप्रिय आहेत, जे हीटिंग सिस्टमशी उपकरणे जोडण्याच्या पद्धतीनुसार अनेक प्रकारांमध्ये विभागलेले आहेत.









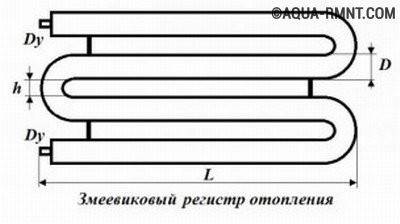
कॉइल-प्रकार हीटिंग रजिस्टर्स: एल - हीटरची लांबी, डी - पाईप व्यास, h - पाईपमधील अंतर (50 मिमी व्यासापेक्षा जास्त)
हीटर्सची लांबी खोली किंवा खोलीच्या परिमाणांनुसार निवडली जाते ज्यामध्ये हीटिंग सिस्टम स्थापित करण्याची योजना आहे. हीटिंग रजिस्टर्सच्या डिझाईन्सच्या सूचीबद्ध प्रकारांव्यतिरिक्त, हे देखील आहेतः
- सिंगल-पाइप उत्पादने;
- चार-पाईप उपकरणे;
- पाच-पाईप मॉडेल, इ.
एका हीटिंग रजिस्टरमध्ये वापरल्या जाणार्या पाईप्सची संख्या गरम झालेल्या खोलीचे क्षेत्रफळ, वस्तूच्या थर्मल इन्सुलेशनची गुणवत्ता, खोलीत उष्णतेच्या इतर स्त्रोतांची उपस्थिती इत्यादींवर अवलंबून असते. पाईप्सचे व्यास, उत्पादनांच्या इष्टतम परिमाणांची गणना करा ज्यावर गरम खोलीत इष्टतम तापमान राखले जाईल.
गुळगुळीत पाईप्सने बनविलेले क्षैतिज हीटिंग रजिस्टर वापरतात तळाशी वायरिंग सह पाइपलाइन या प्रकरणात, उत्पादने काळजीपूर्वक मजल्याच्या पृष्ठभागाच्या जवळ असलेल्या खोलीच्या परिमितीभोवती ठेवली जातात. निवासी इमारतीत, खिडक्यांखाली पाईप्स चालतात. औद्योगिक परिसरात, हीटिंग डिव्हाइसेसचे स्थान छताच्या उंचीवर, सुविधेच्या लेआउटची वैशिष्ट्ये आणि औद्योगिक उपकरणांची नियुक्ती यावर अवलंबून असते.

हीटिंग रजिस्टर्स यशस्वीरित्या सामाजिक सुविधा गरम करतात. कास्ट आयर्न बॅटरीपेक्षा अशा हीटर्सची काळजी घेणे खूप सोपे आहे.
पर्याय #2 - उभ्या रजिस्टर्स
अपार्टमेंटच्या पुनर्विकासादरम्यान आणि बाल्कनी आणि लॉगजिआमुळे त्यांच्या राहण्याच्या जागेच्या विस्तारादरम्यान, सुविधा सुरू करताना विकासकाने स्थापित केलेल्या बॅटरी काढून टाकणे आवश्यक आहे. त्याच वेळी, मोडून टाकले रेडिएटर्सची जागा उभ्या हीटिंग रजिस्टरने घेतली आहेलहान व्यासाच्या मोठ्या संख्येने गोल पाईप्समधून वेल्डेड. हे हीटर्स खिडकी उघडण्याच्या शेजारी असलेल्या भिंतीमध्ये ठेवलेले आहेत.
आवश्यक असल्यास, उभ्या हीटिंग रजिस्टर्स सजावटीच्या ग्रिल्ससह बंद केले जातात, जे हीटिंग सिस्टमच्या अपरिहार्य घटकास आतील सजावट आयटममध्ये बदलतात. तुम्ही समांतर पाईप्सच्या "बंडल" चे स्थान मिरर, रंगीत काच, मोज़ेक, लोखंडी जाळी वापरून, तसेच शेल्फ्स, हॅन्गर, कॅबिनेट आणि अवजड नसलेल्या फर्निचरच्या इतर उपयुक्त वस्तू ठेवू शकता.
अभिसरण पंप वापरुन खाजगी घराच्या स्वायत्त हीटिंग सिस्टममध्ये स्थापित केलेल्या उभ्या रजिस्टरमध्ये शीतलकची हालचाल सुनिश्चित करणे शक्य आहे. कूलंटच्या नैसर्गिक अभिसरणात क्षैतिज नोंदी देखील वापरल्या जातात, जर ते थोड्या उताराने स्थापित केले जातात (0.05% पुरेसे आहे).
हीटिंग रजिस्टर कसे सेट करावे
कामात मास्टरचा समावेश न करता प्रत्येक मालक हीटिंग रजिस्टर स्थापित करू शकतो. असेंबली ऑपरेशन्स सुलभ करण्यासाठी, प्रकल्पानुसार हीटिंग सिस्टमचे प्रत्येक घटक तयार करणे प्रथम आवश्यक आहे.
मुख्य आवश्यकतांपैकी एक म्हणजे पाइपलाइनसह रजिस्टरचे उच्च-गुणवत्तेचे कनेक्शन. हे जास्तीत जास्त स्वीकार्य भार सहन करणे आवश्यक आहे - 10 एमपीए. डॉकिंग वेल्डिंगद्वारे केले असल्यास, आपल्याला सीमच्या गुणवत्तेचे निरीक्षण करणे आवश्यक आहे.
रजिस्टर्स एका भिंतीवर ठेवण्याची शिफारस केली जाते. या प्रकरणात, कूलंटच्या हालचालीच्या दिशेने किमान उतार आवश्यक आहे - डिव्हाइसच्या लांबीच्या 0.05% पर्यंत.
मजल्याच्या पृष्ठभागाच्या जवळ हीटिंग रजिस्टर्स असणे आवश्यक आहे. मुख्य पाईपचा व्यास जितका मोठा असेल तितका कमी प्रतिकार परिसंचारी शीतलक साठी.

डिव्हाइसची कार्यक्षमता मोठ्या संख्येने घटकांवर अवलंबून असते, ज्यामध्ये हीटिंग क्षेत्र समाविष्ट असते, जे पाईप्सच्या लांबी आणि व्यासाच्या थेट प्रमाणात असते. दैनंदिन जीवनात सर्वात सामान्य खालील वैशिष्ट्यांसह मॉडेल आहेत:
- शिफारस केलेले पाईप व्यास - 25 ते 160 मिमी पर्यंत
- विभागीय मॉडेलसाठी जंपर्स कनेक्ट करणे - 30 मिमी पासून
- मुख्य पाईप्समधील अंतर - 50 मिमी पासून
- कमाल दबाव - 10 एमपीए
- साहित्य - उच्च कार्बन स्टील
आम्ही आमच्या स्वत: च्या हातांनी एक रजिस्टर बनवतो
वेल्डिंग मशीनसह कसे कार्य करावे हे ज्याला माहित आहे तो स्वतःच हीटिंग रजिस्टर बनविण्यास सक्षम आहे. एक साधी रचना अँटीफ्रीझ किंवा तेलाने भरली जाऊ शकते.






तयार करण्यासाठी परिचयात्मक व्हिडिओ
आपल्या स्वत: च्या हातांनी हीटर बनविण्यासाठी, सूचनांचे अनुसरण करण्याची शिफारस केली जाते:
- योग्य व्यासाचे पाईप्स तयार करणे आणि रिक्त जागा कापणे आवश्यक आहे
- पाईपचा आतील भाग तपासला जातो आणि आवश्यक असल्यास, परिसंचरण कूलंटचा आधीच उच्च प्रतिकार कमी करण्यासाठी साफ केला जातो.
- प्लग टोकापासून वेल्डेड केले जातात, त्यातील काही छिद्रे पाडली जातात

लहान व्यासाच्या नळ्या (उभ्या) जाड जोडतात (क्षैतिज)
कडातून जमा होणारी हवा काढून टाकण्यासाठी नळ स्थापित करणे आवश्यक आहे
सर्व शिवण सुबकपणे आणि कार्यक्षमतेने साफ केले जातात, पृष्ठभाग तेल पेंट्सने रंगविले जाते.
पोर्टेबल स्ट्रक्चर्समध्ये, 1.5 ते 6 डब्ल्यूच्या पॉवरसह हीटिंग एलिमेंट स्थापित करणे आवश्यक आहे, जे पारंपारिक आउटलेटमधून कार्य करेल. जर सिस्टम हीटिंग बॉयलरद्वारे समर्थित असेल, तर शक्तिशाली अभिसरण पंप स्थापित करून रजिस्टर्सची कार्यक्षमता वाढवता येते.
मुख्य फायदे
हीटिंग रजिस्टरच्या अनेक फायद्यांपैकी, हे लक्षात घेतले पाहिजे:
- ग्राहकाच्या वैयक्तिक रेखांकनानुसार हीटिंग उपकरणांच्या निर्मितीची ऑर्डर देणे शक्य आहे
- त्यांच्या आत, उष्णता वाहकाची भूमिका केवळ द्रवच नव्हे तर गरम वाफेद्वारे देखील केली जाऊ शकते.
स्थापनेसाठी विशेष उपकरणे आवश्यक नाहीत
ते मोठ्या क्षेत्रासह खोल्यांमध्ये स्थापित केले जाऊ शकतात, कारण ते त्यांच्या कॉम्पॅक्ट आणि माफक परिमाण असूनही कार्यक्षम उष्णता विनिमय द्वारे दर्शविले जातात.
स्वीकार्य खर्च
कोठडीत
अर्थात, हीटिंग रजिस्टर क्लासिक हीटिंग रेडिएटर्सची जागा घेत आहेत. खाजगी घरांमध्ये, ते अधिक आक्रमक परिस्थिती असलेल्या खोल्यांमध्ये आढळू शकतात (शौचालय, स्नानगृह, वेळोवेळी गरम न केलेल्या खोल्या इ.). एका चांगल्या कारागिराला स्वतःहून असे उपकरण बनवणे अवघड नाही.