
- वेल्डिंग मशीन: प्रकार आणि वैशिष्ट्ये
- वेल्डिंग रेक्टिफायर्सच्या फायद्यांपैकी, आम्ही फरक करू शकतो:
- इन्व्हर्टर निवड निकष
- निष्कर्ष
- ऑपरेशनचे सिद्धांत आणि वेल्डिंग इन्व्हर्टरचे डिव्हाइस
- वेल्डिंग ट्रान्सफॉर्मर
- लोकप्रिय मॉडेल्स
- ऑपरेशनचे सिद्धांत आणि विशिष्ट वैशिष्ट्ये
- आम्ही घर आणि बागेसाठी वेल्डिंग मशीन निवडतो - कोणते चांगले आहे
- संबंधित प्रकाशने
- टीआयजी वेल्डिंगसाठी सर्वोत्तम इनव्हर्टर
- AuroraPRO Inter TIG 202 - कोणत्याही हवामानात कार्य करते
- Svarog Real TIG 200 – एक स्वस्त TIG/MMA इन्व्हर्टर
- रेसांता SAI-250AD AC/DC - दुहेरी इन्व्हर्टर मॉडेल
- Wert MMA 200 - सर्वात हलका इन्व्हर्टर
- आणि इतर "लहान" गट
- स्पॉट वेल्डिंग उपकरणे
- गॅस कटिंग आणि वेल्डिंगसाठी उपकरणे
- प्लाझ्मा वेल्डिंग उपकरणे
- प्रकार
- रोहीत्र
- वेल्डिंग रेक्टिफायर्स
- इन्व्हर्टर
- निवड
- स्वयंचलित आणि अर्ध स्वयंचलित
- जनरेटर
- TIG
- MIG/MAG
- अॅल्युमिनियमसाठी
- आर्गॉन आर्क वेल्डिंग मशीन - ज्यासाठी उपकरणे हेतू आहेत आणि त्याच्या ऑपरेशनचे तत्त्व
- वेल्डिंग इन्व्हर्टर
वेल्डिंग मशीन: प्रकार आणि वैशिष्ट्ये
आजपर्यंत, उद्योग तीन मुख्य प्रकारचे उपकरणे तयार करतो जे धातू जोडण्यासाठी डिझाइन केलेले आहेत - ट्रान्सफॉर्मर, इनव्हर्टर आणि रेक्टिफायर्स.त्यापैकी, सर्वात व्यापक वेल्डिंग ट्रान्सफॉर्मर्स आहेत, ज्यात परवडणारी किंमत, साधी रचना आणि ऑपरेशनमध्ये उच्च विश्वासार्हता असे फायदे आहेत. त्यांच्याकडे इलेक्ट्रॉनिक घटक नाहीत, म्हणून कोणताही मालक स्वतःच त्यांची दुरुस्ती करू शकतो.
परंतु त्यांच्या सर्व फायद्यांसाठी, ट्रान्सफॉर्मरचे अनेक तोटे देखील आहेत, जे दुर्दैवाने त्यांच्या फायद्यांपेक्षा जास्त आहेत. ते स्वतःला सर्वात स्पष्टपणे दाखवतात ट्रान्सफॉर्मर वापरताना कॉटेजमध्ये किंवा खाजगी घरात.
- ते मोठे आणि जड आहेत.
- प्रदर्शित केलेली कार्यक्षमता पुरेशी जास्त नाही आणि बहुतेकदा ती 80% पेक्षा जास्त नसते.
- अशा युनिट्सचा वापर करताना मालकांसाठी एक गंभीर समस्या म्हणजे त्यांना घरगुती इलेक्ट्रिकल नेटवर्कशी जोडणे अशक्य आहे, कारण त्यांना काम करण्यासाठी भरपूर ऊर्जा लागते.
विशेषज्ञ वेल्डिंग ट्रान्सफॉर्मरची आणखी एक महत्त्वाची कमतरता ओळखतात. जर एखादा मास्टर ज्याला पुरेसा अनुभव नसेल तो अशा उपकरणासह कार्य करतो, तर तो त्याचा प्रभावीपणे वापर करू शकणार नाही. नवशिक्या वेल्डर उच्च-गुणवत्तेचा सीम बनविण्यास सक्षम असेल हे संभव नाही, कारण आवश्यक कौशल्याशिवाय वेल्डिंग चाप पकडणे खूप कठीण होईल.
हे मुख्यतः हे युनिट पर्यायी प्रवाहावर चालते या वस्तुस्थितीमुळे आहे. अशा युनिट्समध्ये सध्याची ताकद बदलण्यासाठी, कोरवरील दुय्यम वळणाचा हेतू आहे, जो यांत्रिकपणे हलविला जातो. परंतु एखाद्या हौशीला ऑपरेटिंग करंटचे आवश्यक मूल्य सेट करण्यास सक्षम असण्याची शक्यता नाही जर त्याला यापूर्वी अशा उपकरणांसह कार्य करावे लागले नाही.
वेल्डिंग रेक्टिफायर्स ऑपरेट करणे खूप सोपे आहे, जे ऑपरेशन दरम्यान अधिक स्थिर चाप प्रदान करतात जे व्यत्यय आणि उडीशिवाय कार्य करतात.सर्वसाधारणपणे, ते वेल्डिंग ट्रान्सफॉर्मर्सच्या समान तत्त्वावर कार्य करतात. खरे आहे, नंतरच्या विपरीत, ते आपल्याला वेल्डिंग रॉडला थेट प्रवाह पुरवण्याची परवानगी देतात. रेक्टिफायर्सच्या डिझाइनमध्ये सेलेनियम किंवा सिलिकॉन ब्लॉक्स जोडून त्यांना ही संधी मिळाली.
वेल्डिंग रेक्टिफायर्सच्या फायद्यांपैकी, आम्ही फरक करू शकतो:
- विशेष कौशल्य नसतानाही वेल्डिंग उपकरणांसह काम करण्याची क्षमता.
- नॉन-फेरस धातूपासून बनवलेल्या उत्पादनांसह काम करताना उच्च-गुणवत्तेचे वेल्ड करण्याची क्षमता, तसेच धातूच्या मिश्रधातू आणि कास्ट लोहाच्या वाढीव उष्णता प्रतिरोधकांसह.
- विश्वसनीय वेल्डेड कनेक्शन सुनिश्चित करणे.
- ऍडिटीव्ह वापरताना थोड्या प्रमाणात मेटल स्पॅटरची निर्मिती होते.
वरील व्यतिरिक्त, वेल्डिंग रेक्टिफायर्स वजनात ट्रान्सफॉर्मर्सपेक्षा वेगळे आहेत. सर्वसाधारणपणे, हे रेक्टिफायर्स आहेत जे वेल्डिंग ट्रान्सफॉर्मरपेक्षा देशात वापरण्यासाठी अधिक श्रेयस्कर आहेत. तथापि, त्यांच्याकडे अनेक कमतरता देखील आहेत ज्या त्यांना घरासाठी प्रभावीपणे वापरण्याची परवानगी देत नाहीत. त्यापैकी मुख्य आहेत:
- कमी कार्यक्षमता (सुमारे 80%).
- घरगुती इलेक्ट्रिकल नेटवर्कशी कनेक्ट करण्यात समस्या. युनिटचे उच्च-गुणवत्तेचे आणि स्थिर ऑपरेशन केवळ 380 V च्या व्होल्टेजला समर्थन देणार्या नेटवर्कशी कनेक्ट केलेले असतानाच शक्य आहे.
- उच्च किंमत.
आणखी एक मुद्दा आहे ज्याचा उल्लेख करणे आवश्यक आहे. वेल्डिंग रेक्टिफायर्समध्ये एक जटिल डिझाइन आहे. मानक ऑपरेटिंग युनिट्स व्यतिरिक्त, त्यामध्ये मोजमाप आणि संरक्षण युनिट्स, थर्मोस्टॅट्स, विविध चोक, बॅलास्ट्स या स्वरूपात अतिरिक्त घटक देखील असतात, जे घरी या उपकरणांची दुरुस्ती मोठ्या प्रमाणात गुंतागुंत करतात.
हे मनोरंजक आहे: सीवर क्लीनिंग केबल - प्रकार, डिव्हाइस + वापरासाठी सूचना
इन्व्हर्टर निवड निकष
इन्व्हर्टर वेल्डिंग मशीन कशी निवडावी हे जाणून घेण्यासाठी, आपल्याला त्याची मुख्य वैशिष्ट्ये समजून घेणे आवश्यक आहे:
- ऑपरेटिंग वर्तमान;
- इलेक्ट्रोड्सवर व्होल्टेज;
- वेल्डिंग प्रकार;
- समावेश कालावधी;
- मुख्य व्होल्टेज;
- तापमान व्यवस्था;
- अतिरिक्त वैशिष्ट्ये.
वेल्डेड मेटलची जाडी थेट वेल्डिंग इन्व्हर्टर कोणता प्रवाह निर्माण करते यावर अवलंबून असते. इलेक्ट्रोड्सवरील ओपन सर्किट व्होल्टेज वेल्डिंग व्होल्टेजपेक्षा वेगळे आहे. पहिल्या प्रकरणात, व्होल्टेज 60-80 V च्या समान असू शकते, आणि वेल्डिंग चाप 25-35 V च्या व्होल्टेजवर स्थिर आहे. घरगुती परिस्थितीत, फक्त मॅन्युअल आर्क वेल्डिंग (RDS) किंवा MMA.

ऑन-ड्यूटी (TO) ला कधीकधी उपयुक्त वेळ किंवा लोड कालावधी (LO) म्हणून संबोधले जाते. हे पॅरामीटर वर्तमान सह एकत्रितपणे सूचित केले आहे, उदाहरणार्थ, (150A - 80%). याचा अर्थ असा की निर्दिष्ट करंटवर, 20% वेळा वेल्डिंग मशीन थंड होणे आवश्यक आहे.
घरगुती नेटवर्क व्यावसायिक वेल्डिंग मशीनला उच्च प्रवाहासह जोडण्यासाठी योग्य नाही, म्हणून, शक्तिशाली वेल्डिंग इनव्हर्टरला उर्जा देण्यासाठी, पॉवर इनपुटवर अतिरिक्त टॅप स्थापित करणे आवश्यक आहे.
इलेक्ट्रॉनिक वेल्डिंग मशीन पर्यावरणाच्या तापमान मूल्यांसाठी अत्यंत गंभीर आहेत. त्यापैकी बहुतेक -10 डिग्री सेल्सियसपेक्षा कमी तापमानात ऑपरेट करण्यासाठी डिझाइन केलेले नाहीत, म्हणून डिव्हाइस निवडताना, आपल्याला त्याची तांत्रिक वैशिष्ट्ये काळजीपूर्वक वाचण्याची आवश्यकता आहे.
कोणते वेल्डिंग इन्व्हर्टर चांगले आहे हे अतिरिक्त उपयुक्त पर्यायांच्या उपस्थितीद्वारे निर्धारित केले जाऊ शकते:
- सक्रिय प्रारंभ;
- वेल्डिंग चाप च्या afterburner;
- अँटी-स्टिक.
हे बर्याचदा घडते की वेल्डिंग दरम्यान, इलेक्ट्रोड घट्टपणे धातूला चिकटून राहते आणि शॉर्ट सर्किट होते.शॉर्ट सर्किटच्या क्षणी "अँटी-स्टिक" फंक्शन इलेक्ट्रोडला व्होल्टेज पुरवणारे इलेक्ट्रॉनिक सर्किट बंद करते. हे वेल्डिंग इन्व्हर्टरच्या सेमीकंडक्टर उपकरणांचे अपयश टाळते.
निष्कर्ष
घरासाठी किंवा उन्हाळ्याच्या कॉटेजसाठी कोणते इन्व्हर्टर वेल्डिंग मशीन सर्वोत्तम आहे हे निर्धारित करण्यासाठी, आपल्याला ते कशासाठी वापरले जाईल हे आधीच माहित असले पाहिजे. सहसा, देशाच्या घराच्या किंवा वैयक्तिक प्लॉटच्या परिस्थितीत, लहान मेटल स्ट्रक्चर्सच्या निर्मितीमध्ये वेल्डिंगची आवश्यकता असते.
हे ग्रीनहाऊससाठी एक फ्रेम असू शकते, मेटल स्ट्रक्चर्सपासून बनविलेले कुंपण किंवा गॅरेज बॉक्स असू शकते. या हेतूंसाठी, एक कोपरा, पाईप्स किंवा शीट मेटल ज्याची जाडी 5 मिमी पेक्षा जास्त नाही वापरली जाते. वापरलेल्या इलेक्ट्रोडचा व्यास सध्याच्या ताकदीवर अवलंबून असतो.
2 मिमी पर्यंत धातूच्या जाडीसह, 2.0-2.5 मिमी व्यासासह इलेक्ट्रोड वापरले जाऊ शकतात. या प्रकरणात, 60-80 अँपिअरचे वेल्डिंग प्रवाह पुरेसे आहे. 2-5 मिमी धातूसाठी, 80-120 अँपिअरच्या वर्तमान ताकदीवर 3-4 मिमी व्यासासह इलेक्ट्रोडची आवश्यकता असेल. वेल्डिंग मेटलसाठी 5-10 मिमी, इलेक्ट्रोड 4-6 मिमी वापरले जातात आणि वेल्डिंग करंटचे मूल्य 130-230 अँपिअरच्या श्रेणीत असू शकते.

वरील डेटावरून, आम्ही असा निष्कर्ष काढू शकतो की उन्हाळ्याच्या कॉटेजमध्ये वैयक्तिक वापरासाठी, 10-15% चे व्होल्टेज चढउतार लक्षात घेऊन, सिंगल-फेज 220 व्होल्ट नेटवर्कद्वारे समर्थित, इन्व्हर्टर-प्रकारचे वेल्डिंग मशीन योग्य आहे. डिव्हाइसने 160 अँपिअर पर्यंत वेल्डिंग वर्तमान प्रदान करणे आवश्यक आहे आणि अतिरिक्त पर्याय आहेत.
याव्यतिरिक्त, कोणते इन्व्हर्टर वेल्डिंग मशीन चांगले आहे या प्रश्नाचे उत्तर अस्पष्टपणे दिले जाऊ शकते - अर्थातच, देशांतर्गत उत्पादन.युरोपियन मॉडेल्स महाग आहेत, चिनी वस्तू विकत घेतल्यास आपण पासपोर्टमध्ये लिहिलेल्यापेक्षा पूर्णपणे भिन्न पॅरामीटर्स मिळवू शकता, परंतु रशियन इनव्हर्टरमध्ये कोणतीही समस्या होणार नाही, कारण ते आमच्या इलेक्ट्रिकल नेटवर्कशी पूर्णपणे जुळवून घेतात.
ऑपरेशनचे सिद्धांत आणि वेल्डिंग इन्व्हर्टरचे डिव्हाइस
वर्तमान वारंवारतामधील फरकाने इन्व्हर्टर पारंपारिक वेल्डिंग मशीनपेक्षा लक्षणीय भिन्न आहे. दोन्ही उपकरणांना पर्यायी व्होल्टेज प्राप्त होते, परंतु ट्रान्सफॉर्मरवर ते नेटवर्क (50 हर्ट्झ) प्रमाणेच राहते, तर इन्व्हर्टरवर ते 50000-80000 हर्ट्झ पर्यंत वाढते आणि डीसीमध्ये रूपांतरित होते. फिलर मेटलच्या बेस मेटलमध्ये खोलवर जाण्यावर याचा चांगला प्रभाव पडतो आणि गुळगुळीत बारीक-फ्लेक सीम तयार होतो.
अशी योजना कार्बन सोडताना छिद्रांची निर्मिती कमी करते आणि फ्रॅक्चर आणि फुटण्यासाठी तयार केलेल्या कनेक्शनचा प्रतिकार वाढवते.
इन्व्हर्टरचा वापर खूप विस्तृत आहे, कारण त्याच्या मदतीने आपण हे करू शकता:
- खाजगी घरात गेट किंवा गेट;
- पाणी पुरवठ्यासाठी टाकी आणि ट्रकच्या इंधनासाठी टाकी;
- प्रवेशद्वार धातूचे दरवाजे;
- कुंपण किंवा कुंपण;
- एक मोठे हरितगृह आणि एक लहान हरितगृह;
- प्लंबिंग आणि हीटिंग;
- गरम टॉवेल रेल;
- कारच्या तळाशी पॅच करा;
- इंजिन ब्लॉकमध्ये क्रॅक वेल्ड करा.
वेल्डिंग इनव्हर्टरचा वापर खाजगी कार्यशाळा, मोठ्या उद्योगांमध्ये आणि फक्त देशात विविध छोट्या नोकऱ्यांसाठी केला जातो. हे बांधकाम साइटवर अपरिहार्य आहे, विशेषत: मोनोलिथिक-फ्रेम घरांच्या आधुनिक तंत्रज्ञानामध्ये, जेथे फिलर कॉलम्समध्ये मजबुतीकरण वेल्डिंग आवश्यक आहे. अशा युनिटमध्ये कास्ट आयर्न, लो अलॉय स्टील, स्टेनलेस स्टील, अॅल्युमिनियम आणि तांबे वेल्ड करता येतात. आपण हे ट्रान्सफॉर्मरसह करू शकत नाही.






इन्व्हर्टर डिव्हाइसमध्ये खालील घटक समाविष्ट आहेत:
- फ्रेम;
- डायोड ब्रिज;
- हीटसिंक्ससह ट्रान्झिस्टर;
- रोहीत्र;
- दुरुस्त करणारा;
- हस्तक्षेप फिल्टर;
- वर्तमान सेन्सर्स;
- इंटिग्रल स्टॅबिलायझर;
- कूलर;
- रिले;
- कॉन्टॅक्टर्स आणि कंट्रोल बोर्ड.
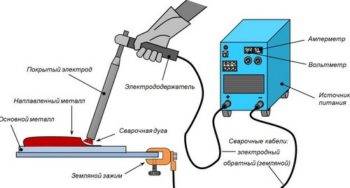
ऑपरेशनसाठी, डिव्हाइस त्याच्या वैशिष्ट्यांशी संबंधित व्होल्टेज नेटवर्कशी कनेक्ट केलेले आहे. वस्तुमान केबल (-) उत्पादनाशी किंवा मेटल टेबलशी संलग्न आहे ज्यावर ते स्थित आहे. धारक (+) वेल्डरने हातात घेतला आहे. त्यात एक इलेक्ट्रोड घातला जातो, जो एक फिलर मटेरियल आहे आणि वितळलेल्या धातूला सभोवतालच्या हवेच्या संपर्कात येण्यापासून संरक्षण करतो.
इलेक्ट्रोडला उत्पादनास स्पर्श केल्याने वेल्डिंग मशीनच्या खांबाचे शॉर्ट सर्किट होते आणि इलेक्ट्रिक आर्क होतो. सीम तयार करण्यासाठी हाताळणी करण्यासाठी, इलेक्ट्रोडचा शेवट पृष्ठभागापासून 3-5 मिमीच्या अंतरावर ठेवणे आवश्यक आहे. हे चाप मुक्तपणे बर्न करण्यास, बेस आणि फिलर मेटल वितळण्यास आणि उत्पादनास चिकटून राहणार नाही.
स्थिर व्होल्टेज प्राप्त करण्यासाठी, डिव्हाइसमधील विद्युत् प्रवाह अनेक नोड्समधून जातो. नेटवर्कमधून, ते रेक्टिफायरमध्ये प्रवेश करते, ज्यामध्ये डायोड आणि एक पूल असतो. त्यानंतर, ट्रान्झिस्टर आणि रेडिएटर्स असलेल्या स्विचेसवर स्थिर व्होल्टेज लागू केले जाते, जेथे त्याची वारंवारता लक्षणीय वाढते. स्टेप-डाउन ट्रान्सफॉर्मर नंतर व्होल्टेज सुरक्षित पातळीपर्यंत कमी करतो आणि त्याच वेळी स्टील वितळण्यास सक्षम असलेल्या मूल्यापर्यंत विद्युत प्रवाह वाढवतो.
वेल्डिंग ट्रान्सफॉर्मर

इलेक्ट्रिकल नेटवर्कमधून व्होल्टेज आवश्यक स्तरावर (141 V च्या खाली) कमी करणे आणि इच्छित मूल्यांमध्ये वेल्डिंग चालू समायोजित करणे हे त्याचे कार्य आहे.
कोणत्याही ट्रान्सफॉर्मरच्या डिझाइनमध्ये GOST 95-77 चे पालन करणे आवश्यक आहे, त्यात एक स्टील चुंबकीय सर्किट (कोर) आणि दोन इन्सुलेटेड विंडिंग समाविष्ट आहेत - प्राथमिक (नेटवर्कशी कनेक्ट केलेले) आणि दुय्यम (इलेक्ट्रोड धारक आणि वेल्डिंग ऑब्जेक्टशी कनेक्ट केलेले). लोकप्रिय टीडीएम मालिकेतील ट्रान्सफॉर्मरमध्ये, प्राथमिक वळण कोरशी कडकपणे जोडलेले असते, दुय्यम वळण कॉइल्स एका विशिष्ट अंतरावर प्राथमिक कॉइलमधून (प्रत्येक वळणासाठी दोन असतात) काढून टाकले जातात. चाप सुरू करण्यासाठी 55-60 V च्या श्रेणीतील दुय्यम वळणावर व्होल्टेज आवश्यक आहे, मॅन्युअल वेल्डिंगमध्ये वापरल्या जाणार्या बहुतेक इलेक्ट्रोडसाठी, 50 V पुरेसे आहे.
हँडलसह स्क्रू फिरवून, कोरशी जोडलेल्या दुय्यम विंडिंगचे कॉइल्स अनुलंब हलतात - वेल्डिंग करंट आवश्यक पॅरामीटर्समध्ये समायोजित केले जाते. जेव्हा विंडिंग एकमेकांच्या जवळ येतात (हँडल घड्याळाच्या दिशेने फिरवले जाते), प्रेरक प्रतिरोध आणि चुंबकीय गळती प्रवाह कमी होतो, वेल्डिंग प्रवाह वाढतो आणि उलट रोटेशनद्वारे त्याची घट प्राप्त होते. वेल्डिंग वर्तमान समायोजन श्रेणी: दोन्ही विंडिंग्समधील कॉइलच्या समांतर कनेक्शनसह - 65-460 A, मालिका कनेक्शनसह - 40-180 A. ट्रान्सफॉर्मर कव्हरवरील हँडल वर्तमान श्रेणींमध्ये स्विच करण्यासाठी डिझाइन केलेले आहे.
वेल्डिंग ट्रान्सफॉर्मर जेव्हा एसी मेन्सला जोडला जातो तेव्हा त्यात काय होते? प्राथमिक विंडिंगमध्ये पर्यायी प्रवाहाच्या प्रवाहामुळे कोरचे चुंबकीकरण होते. दुय्यम विंडिंगमधून पुढे गेल्यावर, कोरचा चुंबकीय प्रवाह त्यामध्ये येणार्यापेक्षा कमी व्होल्टेजचा पर्यायी प्रवाह प्रवृत्त करतो. प्राथमिक वळण करण्यासाठी. अधिक सह प्रति वळणांची संख्या दुय्यम वळण, व्होल्टेज जास्त असेल, एका लहानसह, व्होल्टेज कमी असेल.
वेल्डिंग करंटचे मूल्य नियंत्रित प्रेरक प्रतिकाराद्वारे नियंत्रित केले जाते ज्यामुळे चुंबकीय गळतीचा प्रवाह बदलतो. वेल्डिंग करंट बदलण्याचे दोन मार्ग आहेत: जंगम कॉइल (टीडीएम ट्रान्सफॉर्मरप्रमाणे), चुंबकीय शंट किंवा टर्न (स्टेप) नियमन; रिऍक्टिव्ह कॉइलसह ट्रान्सफॉर्मर्सच्या डिझाइनला पूरक. नियमन पद्धतीची निवड दिलेल्या ट्रान्सफॉर्मरमधील चुंबकीय अपव्ययवर अवलंबून असते: वाढीव अपव्यय सह, प्रथम नियमन पद्धत वापरली जाते; सामान्य अंतर्गत - दुसरा.
वेल्डिंग ट्रान्सफॉर्मर्सची कार्यक्षमता कमी आहे - क्वचितच 80% अडथळा ओलांडतो, त्यांचे वजन प्रभावी आहे. या उपकरणासह वेल्डिंग कार्य पार पाडताना, वेल्ड सुधारू शकणारे विशेष स्थिर इलेक्ट्रोड वापरल्याशिवाय, शिवणची उच्च गुणवत्ता प्राप्त करणे कठीण आहे. तथापि, वेल्डिंग ट्रान्सफॉर्मर्सचे तोटे कमी किंमत (6,000 रूबल पासून) आणि त्यांच्या नम्रतेद्वारे ऑफसेट केले जातात.
लोकप्रिय मॉडेल्स
वेल्डिंग मशीनच्या मॉडेल श्रेणी सतत नवीन युनिट्ससह पुन्हा भरल्या जातात - विकासक नवीन युक्त्या घेऊन येतात ज्यामुळे डिझाइन थोडे अधिक सोयीस्कर आणि व्यावहारिक बनते. वेल्डिंग मशीनच्या बाबतीत एक जबाबदार ग्राहक लोकांच्या मतानुसार मार्गदर्शन करू शकत नाही - आपण आपल्यासाठी काय उपयुक्त आहे ते निवडा आणि प्रत्येकाला काय आवडते ते अजिबात नाही.


आधीच त्याच्या लाइनअपमधून, आपल्याला आवश्यक असलेल्या पॅरामीटर्सवर लक्ष केंद्रित करून, आपण एक विशिष्ट मॉडेल निवडले पाहिजे.
आज वेल्डिंग युनिट्सचे बहुतेक प्रसिद्ध ब्रँड परदेशी आहेत. यामध्ये Dytron, CAC, EWM, Jasic, FoxWeld, Kruger, P.I.T., Eurolux, Telwin, BlueWeld, Tesla, Sturm, Patriot यांचा समावेश आहे.
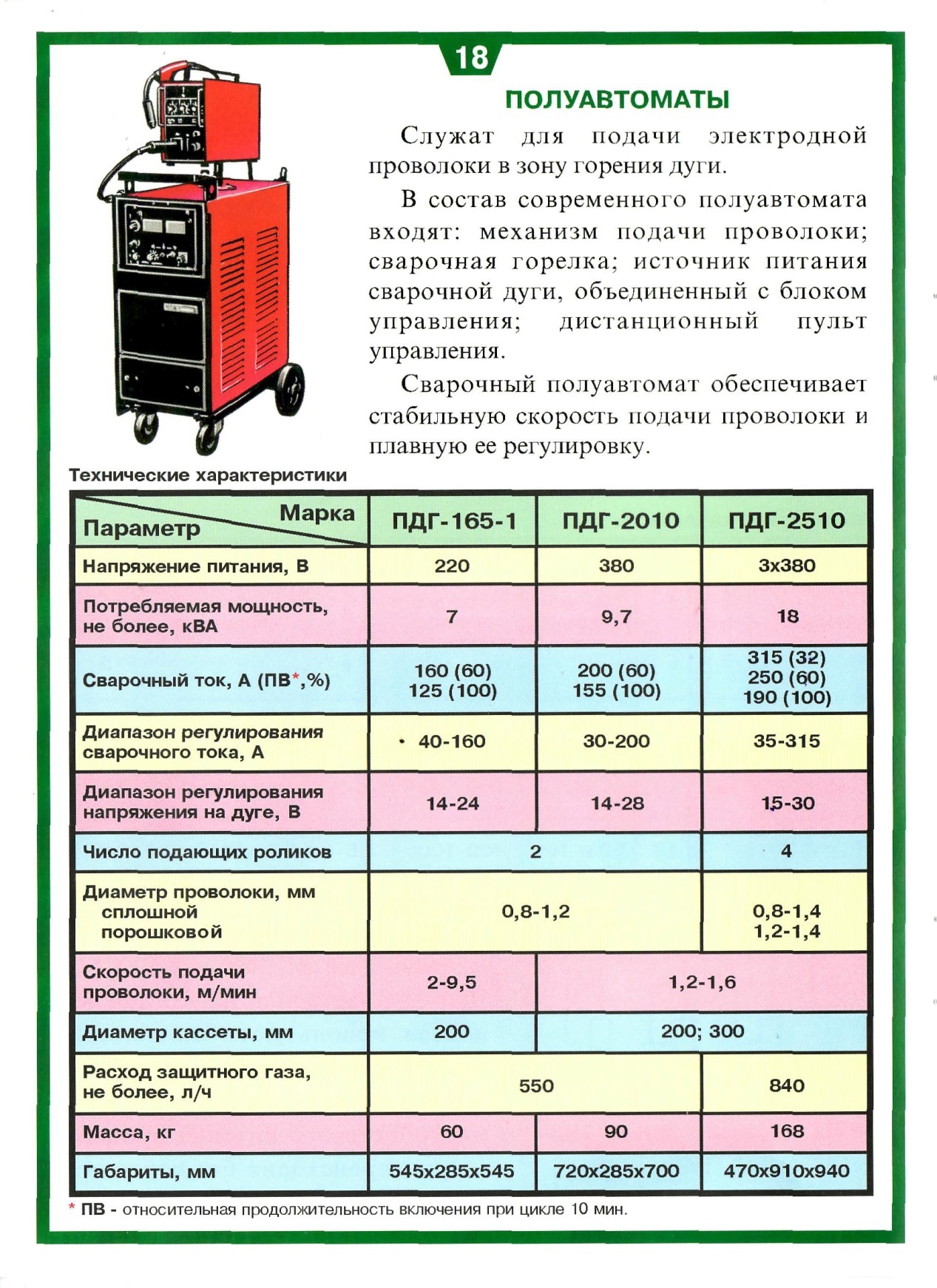
ऑपरेशनचे सिद्धांत आणि विशिष्ट वैशिष्ट्ये
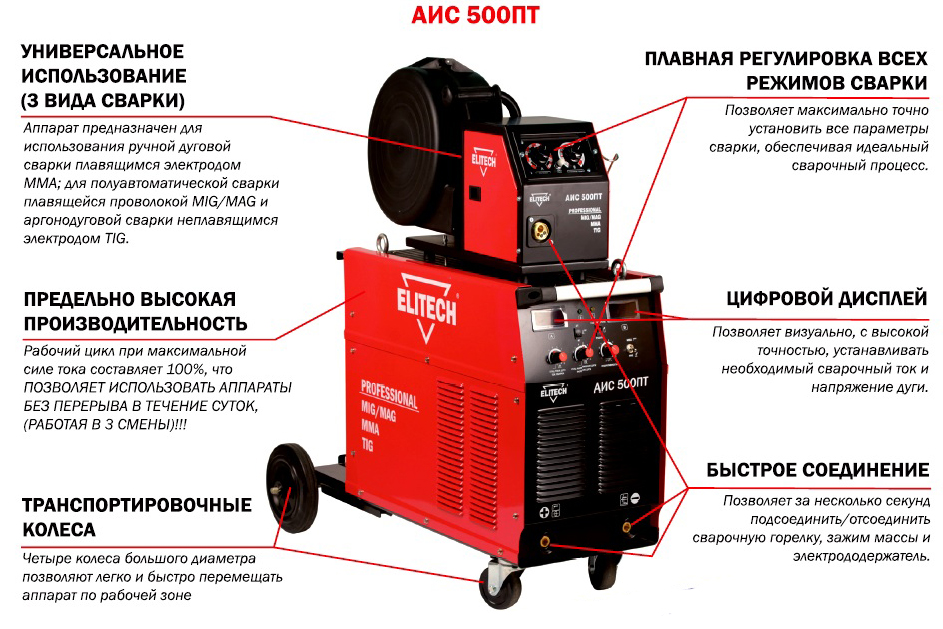
प्रथम, ऑपरेशनच्या पद्धतींबद्दल काही शब्द. अर्धस्वयंचलित उपकरणे आत्मविश्वासाने खालील मोडचे समर्थन करतात:
- एमआयजी - कार्बन डायऑक्साइडमध्ये वेल्डिंग;
- MAG - वेल्ड पूलच्या वर एक आर्गॉन मेघ तयार केला जातो;
- काहींमध्ये MMA (मॅन्युअल कव्हर इलेक्ट्रोड आर्क वेल्डिंग) मोड आहे.
अर्ध-स्वयंचलित वेल्डर टीआयजीसाठी खरेदी केले जातात - गैर-उपभोग्य इलेक्ट्रोड वापरून आर्गॉन आर्क वेल्डिंग. अग्रगण्य उत्पादक एकत्रित व्यावसायिक उपकरणे तयार करतात जे सर्व मोडला समर्थन देतात. पण आता आम्ही घरगुती उपकरणांबद्दल बोलत आहोत.
वेल्डिंग इनव्हर्टर आणि सेमीऑटोमॅटिक डिव्हाइसेसमधील मुख्य फरक म्हणजे अॅडिटीव्हचा प्रकार वापरला जातो. नंतरचे वेल्डिंग वायर एका विशिष्ट वेगाने कार्यरत क्षेत्रामध्ये फीड करते. इन्व्हर्टरसह काम करताना, विविध प्रकारचे कोटिंग असलेले इलेक्ट्रोड अधिक वेळा वापरले जातात, जे वितळलेल्या बाथवर स्लॅगचा संरक्षक स्तर तयार करतात. इलेक्ट्रोडसह समान शिवण मणी बनविणे अधिक कठीण आहे. अर्ध-स्वयंचलित वेल्डिंग नवशिक्यांच्या शक्तीच्या पलीकडे आहे, अनुभव आवश्यक आहे.
एक सामान्य वेल्डिंग इन्व्हर्टर हे कॉम्पॅक्ट ट्रान्सफॉर्मर, सेमीकंडक्टर कन्व्हर्टरसह सार्वत्रिक वर्तमान स्त्रोत आहे. अतिरिक्त वैशिष्ट्यांसह सुसज्ज:
- ओपन सर्किट व्होल्टेज मर्यादित करून, उच्च आर्द्रतेच्या परिस्थितीत स्थिर चाप राखते;
- हॉट स्टार्ट (हॉटस्टार्ट), चाप सुलभ प्रज्वलन प्रदान करते;
- इलेक्ट्रोड (अँटिस्टिक) चिकटण्यापासून संरक्षण, शॉर्ट सर्किट ड्रॉप बाय ड्रॉप झाल्यास, इलेक्ट्रोड पुन्हा प्रज्वलित केला जातो;
- आर्क फोर्स (आर्कफोर्स), स्थिर वेल्डिंग सुनिश्चित केली जाते.
नवशिक्यांसाठी इन्व्हर्टरसह काम करणे सोयीचे आहे, उपकरणांमध्ये साध्या सेटिंग्ज आहेत, वेल्डिंग करंट समायोजित करण्यासाठी सोयीस्कर नॉब आहेत.
सेमीऑटोमॅटिक डिव्हाइस हे तीन मुख्य भाग असलेले एक जटिल उपकरण आहे:
- वर्तमान कनवर्टर;
- फिलर वायरला फीड करणारी यंत्रणा, मार्गदर्शक रोलर्ससह एक विशेष कॅसेट आरोहित आहे;
- ऑक्सिडेशनपासून वितळण्यापासून संरक्षण करण्यासाठी कार्यरत क्षेत्राला गॅस पुरवण्यासाठी सिस्टम.
नॉन-फ्यूसिबल इलेक्ट्रोडसह धारक एक चाप तयार करतो जो वर्कपीस आणि वायर वितळतो. पावडर वेल्डिंग उपभोग्य वस्तूमध्ये फ्लक्स असल्यास, शील्डिंग गॅस वगळला जाऊ शकतो. उपकरणे पारंपारिक इलेक्ट्रिक आर्क मॅन्युअल वेल्डिंगप्रमाणे कार्य करतात, फक्त इलेक्ट्रोड जळून जातात म्हणून तुम्हाला बदलण्याची गरज नाही, वायर वेल्डिंग प्रक्रिया सतत चालू ठेवते.
आम्ही घर आणि बागेसाठी वेल्डिंग मशीन निवडतो - कोणते चांगले आहे
वरील विश्लेषणावरून, प्रत्येक मास्टर विशिष्ट प्रकारचे वेल्डिंग उपकरणे खरेदी करण्याच्या आवश्यकतेबद्दल योग्य निष्कर्ष काढू शकतो. मला वेल्डिंग उपकरणे खालील गरजा पूर्ण करायच्या आहेत:
- कॉम्पॅक्ट आकार आणि हलके वजन आहे
- वापरण्यास सोपे होते
- विविध प्रकारच्या सामग्रीच्या वेल्डिंगमध्ये योगदान दिले
- त्याची किंमत कमी होती, आणि देखभाल करण्यायोग्य होती



वरील निकषांसाठी सर्वात योग्य उपकरणांपैकी एक म्हणजे इन्व्हर्टर मॉडेल. तथापि, त्यांना खरेदी करण्यापूर्वी, निवडताना काही तांत्रिक बाबी विचारात घेण्याची शिफारस केली जाते
घर आणि बागेसाठी वेल्डिंग मशीन कशी निवडावी, महत्वाच्या तांत्रिक पॅरामीटर्सच्या पार्श्वभूमीवर विचार करा ज्याकडे आपण लक्ष दिले पाहिजे
ऑपरेटिंग इनपुट व्होल्टेजचे मूल्य. उपकरणे, त्यांच्या प्रकार आणि शक्तीवर अवलंबून, सिंगल- किंवा थ्री-फेज नेटवर्कशी जोडण्यासाठी उपलब्ध आहेत. घरगुती व्होल्टेज 220V आहे, आणि औद्योगिक व्होल्टेज 380V आहे. घरामध्ये 380V व्होल्टेज नसल्यास, 220V मॉडेल्सपैकी निवडण्यास मोकळ्या मनाने. जरी ते सामर्थ्यामध्ये कनिष्ठ असले तरी ते उच्च कार्यक्षमता प्रदान करतात.
पॉवर - थ्री-फेज नेटवर्कवरून कार्यरत पॉवर उपकरणांच्या निवडीमध्ये कोणतीही अडचण नाही
आपण घरगुती नेटवर्कसाठी एखादे डिव्हाइस विकत घेतल्यास, जास्तीत जास्त पॉवर मूल्य विचारात घेणे आवश्यक आहे. तुम्ही जास्तीत जास्त परवानगीयोग्य पॉवर व्हॅल्यू असलेले मॉडेल निवडल्यास, होम नेटवर्कमध्ये मजबूत व्होल्टेज ड्रॉप आणि सर्किट ब्रेकर्सचे ट्रिपिंग होईल.
तथापि, इन्व्हर्टर मॉडेल्समध्ये अशा कोणत्याही समस्या नाहीत.
वर्तमान आणि वेल्डिंग मोडची परिमाण - या निकषांनुसार, धातूला वेल्डिंग करण्याची योजना किती जाडी आहे यावर अवलंबून उपकरणे निवडणे महत्वाचे आहे. घरगुती वापरासाठी, पुरेशी साधने आहेत जी 160A च्या कमाल विद्युत् प्रवाहासाठी डिझाइन केलेली आहेत. वर्तमान मूल्याचे गुळगुळीत समायोजन वेल्डची गुणवत्ता सुधारते
कामाचा कालावधी किंवा भार - हे मूल्य उपकरणाच्या तांत्रिक वैशिष्ट्यांमध्ये देखील सूचित केले जाते आणि ते महत्त्वपूर्ण भूमिका बजावते. हे मूल्य जास्तीत जास्त लोड अंतर्गत मशीनची कमाल ऑपरेटिंग वेळ दर्शवते. हे जास्तीत जास्त भार विचारात घेणे महत्वाचे आहे, कारण त्याचे मूल्य जितके लहान असेल तितक्या वेळा आपल्याला कामात ब्रेक घ्यावा लागेल.
पुरवठा व्होल्टेज श्रेणी ही इनपुट व्होल्टेजमधील फरक आहे. इष्टतम मूल्य 20-30% चे विचलन आहे. जर डिव्हाइस व्होल्टेजमध्ये घट किंवा वाढीसह कार्य करण्यासाठी डिझाइन केलेले नसेल, तर ते उच्च दर्जाचे वेल्ड प्रदान करण्यास सक्षम होणार नाही आणि ते जलद अपयशास कारणीभूत ठरेल.
अतिरिक्त उपयुक्त पर्यायांची उपस्थिती, जे नवशिक्या वेल्डरसाठी विशेषतः महत्वाचे आहे. हे हॉट स्टार्ट, अँटी-स्टिक इलेक्ट्रोड, आर्क फोर्स इत्यादीसारखे भिन्न पर्याय आहेत.
उपकरणाच्या निर्मात्याकडे लक्ष देणे आवश्यक आहे, कारण बहुतेक प्रकरणांमध्ये अज्ञात कंपन्यांकडून डिव्हाइसेसची खरेदी न्याय्य नाही. सुप्रसिद्ध निर्मात्यांकडून (फुबाग, रेसांता, वेस्टर, स्वारोग आणि इतर) मॉडेल्स निवडण्याची शिफारस केली जाते, ज्यात बहुतेक सकारात्मक पुनरावलोकने आणि तज्ञांच्या शिफारसी आहेत.
संबंधित प्रकाशने
टेप स्क्रू ड्रायव्हर बिट ड्रायवॉलच्या द्रुत स्थापनेसाठी
इलेक्ट्रिक हॅकसॉ उद्देश आणि साधनाचा वापर
चांगला वॉल चेझर कसा निवडावा
रॉडसह गोंद बंदूक कशी वापरायची ते शिकणे
टीआयजी वेल्डिंगसाठी सर्वोत्तम इनव्हर्टर
आर्गॉन वेल्डिंगसाठी इन्व्हर्टर उपकरणे अक्रिय आर्गॉन वातावरणात पातळ, मिश्र धातुयुक्त, स्टेनलेस आणि नॉन-फेरस धातू वेल्डिंगसाठी वापरली जातात.
AuroraPRO Inter TIG 202 - कोणत्याही हवामानात कार्य करते
4.9
★★★★★
संपादकीय स्कोअर
89%
खरेदीदार या उत्पादनाची शिफारस करतात
MOSFET तंत्रज्ञानाच्या वापरामुळे या कमी किमतीच्या इन्व्हर्टरमध्ये उच्च विश्वसनीयता आणि स्थिर कामगिरी आहे. आणि त्याला कमानीच्या संपर्क नसलेल्या इग्निशनसाठी एक प्रणाली देखील प्राप्त झाली आणि -20 .. + 50 डिग्री सेल्सियस तापमानात कठीण परिस्थितीत कार्य करण्यास सक्षम आहे.
डिव्हाइसची वैशिष्ट्ये सामान्य श्रेणीपेक्षा वेगळी नाहीत: वेल्डिंग प्रवाह 10-200 A च्या आत नियंत्रित केला जातो, पीव्ही गुणांक अगदी सभ्य 60% दर्शवितो.
अतिरिक्त कार्यक्षमता देखील इन्व्हर्टरला MMA मोडमध्ये वापरण्याची परवानगी देते, सुलभ प्रज्वलन आणि एक स्थिर चाप प्रदान करते.
फायदे:
- ड्युअल मोड TIG/MMA ऑपरेशन;
- स्वस्त MOSFET ट्रान्झिस्टर;
- संपर्करहित प्रज्वलन;
- धूळ-जलरोधक केस;
- चांगली मूलभूत उपकरणे.
दोष:
अतिरिक्त वैशिष्ट्यांचा अभाव.
इंटर टीआयजी हे टीआयजी वेल्डिंगमध्ये नवशिक्यांसाठी एंट्री लेव्हल मॉडेल आहे.अपमानित करण्यासाठी सोपे, परंतु ऑपरेशनमध्ये विश्वसनीय आणि सोयीस्कर.
Svarog Real TIG 200 – एक स्वस्त TIG/MMA इन्व्हर्टर
4.8
★★★★★
संपादकीय स्कोअर
88%
खरेदीदार या उत्पादनाची शिफारस करतात
पुनरावलोकन पहा
Svarog डिव्हाइस, त्याच्या कार्यक्षमतेप्रमाणेच, दोन वेल्डिंग तंत्रज्ञानास देखील समर्थन देते: मॅन्युअल आणि TIG.
पहिल्या प्रकरणात, वर्तमान शक्ती 10-200 ए मध्ये बदलली जाऊ शकते, दुसऱ्या प्रकरणात, "सीलिंग" आधीच कमी आहे आणि फक्त 160 ए आहे.
परंतु मॉडेल 160 V च्या इनपुट व्होल्टेजवर स्थिरपणे कार्य करते आणि सभोवतालचे तापमान +18..+25°C असल्यास जास्तीत जास्त प्रवाहांवरही दीर्घ विश्रांतीची आवश्यकता नसते.



फायदे:
- वापरणी सोपी;
- शुद्ध करण्याची वेळ 1-10 सेकंदांच्या आत समायोज्य आहे;
- उच्च-वारंवारता चाप इग्निशन;
- 85% च्या पातळीवर कार्यक्षमता निर्देशांक;
- तुलनेने हलके वजन.
दोष:
काही सेटिंग्ज आणि जवळजवळ कोणतीही अतिरिक्त कार्ये नाहीत.
जे अनावश्यक घंटा आणि शिट्ट्यांशिवाय आर्गॉन आर्क वेल्डिंगसाठी बजेट इन्व्हर्टर शोधत आहेत त्यांच्यासाठी स्वारोग रिअल हे सर्वोत्तम मॉडेल आहे.
रेसांता SAI-250AD AC/DC - दुहेरी इन्व्हर्टर मॉडेल
4.7
★★★★★
संपादकीय स्कोअर
87%
खरेदीदार या उत्पादनाची शिफारस करतात
ड्युअल इन्व्हर्टरसह अविनाशी टीआयजी स्थापना आपल्याला कार्य करण्यास अनुमती देते थेट आणि पर्यायी प्रवाह, जे विविध धातू आणि त्यांचे मिश्र धातु वेल्डिंगच्या शक्यतांचा मोठ्या प्रमाणात विस्तार करते. डिव्हाइस श्रेणीमध्ये एक स्थिर चाप प्रदान करते 15 पासून प्रवाह 250 ए.
वेल्डर एमएमए मोडमध्ये काम करू शकतो आणि त्यात अनेक उपयुक्त कार्ये देखील आहेत: हॉट स्टार्ट, प्री फ्लो आणि पोस्ट गॅस शुद्ध करणे. अंतिम विवर वेल्डिंगसाठी गुळगुळीत चाप क्षय सह खाली उतार पर्याय देखील आहे.
फायदे:
- दोन- आणि चार-स्ट्रोक मोड;
- थेट आणि वैकल्पिक प्रवाहासह कार्य करण्याची क्षमता;
- अँपिअरचे स्वयंचलित कमी करणे;
- समृद्ध उपकरणे;
- वैशिष्ट्यांचा चांगला संच.
दोष:
- लहान केबल्स;
- वाहून नेण्याचे हँडल नाही.
Resanta 250AD हे व्यावसायिक वेल्डरचे लक्ष वेधून घेण्यास पात्र आहे जे सेटिंगची सर्व गुंतागुंत समजतात. हे इन्व्हर्टर तुम्हाला कोणत्याही धातूवर निर्दोष सीम मिळविण्यात मदत करेल.
Wert MMA 200 - सर्वात हलका इन्व्हर्टर
4.6
★★★★★
संपादकीय स्कोअर
86%
खरेदीदार या उत्पादनाची शिफारस करतात
मॅन्युअल आणि टीआयजी मोडमध्ये एक व्यावसायिक वेल्डर काम करू शकतो पर्यंत कमाल वर्तमान 200 ए.
4.2 kW पेक्षा जास्त वापरत नाही, हे विशिष्ट व्होरेसिटीमध्ये भिन्न नाही. ड्रॉडाउन आणि पॉवर सर्ज त्याच्यासाठी भयानक नाहीत: डिव्हाइस 136-264 व्ही च्या श्रेणीतील थेंबांना प्रतिसाद देत नाही.
इन्व्हर्टरचे केस कॉम्पॅक्ट आहे आणि डिव्हाइस स्वतःच खूप हलके आहे - 2.5 किलोपेक्षा थोडे जास्त. लांब विणलेल्या पट्ट्यामुळे ते खांद्यावर घालणे किंवा गळ्यात घालणे आरामदायक आहे.
फायदे:
- ओव्हरहाटिंग विरूद्ध संकेत आणि संरक्षण;
- धूळ आणि स्प्लॅशपासून संरक्षण (ip 21);
- हॉट स्टार्ट फंक्शन;
- किमान वजन;
- किंमत 4-5 हजार रूबलच्या आत आहे.
दोष:
- पूर्ण केबल्स लहान आहेत;
- कमी प्रवाहांवर शक्य चिकटणे.
व्हर्ट हा एक हलका आणि सोयीस्कर "होम" इन्व्हर्टर आहे, ज्याला गळ्यात उपकरण टांगावे लागेल अशा उंचीवर काम करणे सोयीचे आहे.
आणि इतर "लहान" गट
स्पॉट वेल्डिंग उपकरणे
स्पॉट वेल्डिंग
मुद्दा काय आहे? एका झटक्यात, आम्ही उत्तर देऊ. तात्काळ वर्तमान नाडीसह गरम होते, जे धातूला वितळण्याच्या बिंदूपर्यंत गरम करते. अशा प्रकारे, धातूचा एक द्रव झोन तयार होतो - दोन्ही रिक्त स्थानांसाठी सामान्य. सध्याचा पुरवठा थांबला आहे, आणि हा झोन सतत दाबाने थंड आणि घट्ट होऊ लागतो. हा दाब मेटल ब्लँक्सचे संपूर्ण क्रिस्टलायझेशन होईपर्यंत टिकतो.
इलेक्ट्रोड वेल्डिंग.
स्पॉट वेल्डिंगचे फायदे म्हणजे सीमची ताकद, अर्थव्यवस्था आणि अंमलबजावणीची सुलभता. स्पॉट सीमची फक्त एक विशिष्ट गुणधर्म आहे: त्यात कोणत्याही प्रकारे घट्टपणा नाही. त्यामुळे पॉइंट तंत्रज्ञानाचा वापर मर्यादित आहे.
गॅस कटिंग आणि वेल्डिंगसाठी उपकरणे
एसिटिलीन, हायड्रोजन, नैसर्गिक वायू हे या पद्धतीचे मुख्य ज्वलनशील नायक आहेत. ते हवेत छान जळतात. त्यांच्या मदतीने, मेटल ब्लँक्स वितळण्याच्या बिंदूपर्यंत गरम केले जातात. जर तुम्हाला वेल्डरजवळ कार्बाइडचा वास येत असेल, तर ही अॅसिटिलीनसोबत काम करण्याची पद्धत आहे: ती कॅल्शियम कार्बाइड आणि पाण्यातून मिळते. हा वायू वापरात सर्वाधिक लोकप्रिय आहे.
ही पद्धत
प्लाझ्मा वेल्डिंग उपकरणे
हे अधिक कटिंग आहे
तापमान अखेरीस विलक्षण मूल्यांवर पोहोचते - हे हजारो अंश आहेत. धातूचे कटिंग धातू वितळल्यामुळे आणि उच्च गतीच्या आयनीकृत प्रवाहाद्वारे धातूच्या कार्यक्षेत्रातून धुतल्यामुळे दोन्ही होते.






प्रकार
रोहीत्र
 इलेक्ट्रिक वेल्डिंग ट्रान्सफॉर्मर हे 50 हर्ट्झच्या वारंवारतेवर कार्य करणारे उर्जा उपकरण आहे. मुख्य प्रवाह प्राथमिक विंडिंगला पुरवला जातो आणि दुय्यम वरून आधीच काढला जातो वेल्डिंगसाठी योग्य. स्थिर स्थिर प्राथमिकच्या संबंधात दुय्यम वळणाच्या हालचालीद्वारे विद्युत प्रवाह नियंत्रित केला जातो.
इलेक्ट्रिक वेल्डिंग ट्रान्सफॉर्मर हे 50 हर्ट्झच्या वारंवारतेवर कार्य करणारे उर्जा उपकरण आहे. मुख्य प्रवाह प्राथमिक विंडिंगला पुरवला जातो आणि दुय्यम वरून आधीच काढला जातो वेल्डिंगसाठी योग्य. स्थिर स्थिर प्राथमिकच्या संबंधात दुय्यम वळणाच्या हालचालीद्वारे विद्युत प्रवाह नियंत्रित केला जातो.
ट्रान्सफॉर्मरचा वापर केवळ मेल्टेबल इलेक्ट्रोडसह मॅन्युअल वेल्डिंगसाठी केला जातो, कारण आउटपुटवर ते केवळ वैकल्पिक प्रवाह वितरीत करण्यास सक्षम आहे. त्याची चाप अस्थिर आहे, सीमची गुणवत्ता वेल्डरच्या अनुभवावर आणि कौशल्यावर अवलंबून असते.
वेल्डिंग रेक्टिफायर्स
या प्रकारच्या उपकरणांमध्ये, ट्रान्सफॉर्मर व्यतिरिक्त, एक रेक्टिफायर देखील आहे जो स्थिर वैशिष्ट्यांसह थेट प्रवाह निर्माण करतो.
घरासाठी रेक्टिफायर वेल्डिंग मशीनचा वापर फेरस आणि बहुतेक नॉन-फेरस धातूपासून बनवलेल्या घटकांना जोडण्यासाठी केला जातो. परिणामी सीमची गुणवत्ता ट्रान्सफॉर्मरपेक्षा चांगली आहे.
इन्व्हर्टर
वेल्डरच्या आधुनिक मॉडेल्समध्ये, रेक्टिफायर आणि उच्च-फ्रिक्वेंसी ट्रान्सफॉर्मरच्या संयोजनात इन्व्हर्टर वर्तमान स्त्रोत स्थापित केला जातो. इलेक्ट्रॉनिक युनिट ट्यूनिंग सुलभ करते आणि आउटपुट करंट इष्टतम पॅरामीटर्ससह प्राप्त होते याची खात्री करते.
घर आणि उन्हाळ्याच्या कॉटेजसाठी वेल्डिंग इन्व्हर्टर आपल्याला फेरस आणि नॉन-फेरस धातू आणि मिश्र धातुंना वैकल्पिक प्रवाहासह वेल्ड करण्यास अनुमती देते, ज्यांना वेल्ड करणे कठीण आहे. बहुतेक घरगुती मॉडेल आर्गॉन आर्क वेल्डिंगसाठी वापरले जातात, जर अतिरिक्त उपकरणे जोडलेली असतील.
निवड
कोणते उपकरण चांगले आहे याबद्दल अनुभवी वेल्डरना शंका नाही. अर्थात, ट्रान्सफॉर्मरपेक्षा इन्व्हर्टर निवडणे चांगले. अशा घरगुती उपकरणांचे फायदे खालीलप्रमाणे आहेत:
- शिवण गुणवत्ता;
- अनेक वेळा लहान वजन आणि परिमाणे;
- बारीक ट्यूनिंग आणि समायोजन;
- अर्थव्यवस्था
इन्व्हर्टरचा एकमात्र तोटा म्हणजे उच्च किंमत. मॉडेल्सच्या रेटिंगमध्ये, आपण एक डिव्हाइस निवडू शकता जे व्यावसायिक वापरासाठी योग्य नाही, परंतु घर किंवा देशाच्या कामासाठी योग्य आहे.
स्वयंचलित आणि अर्ध स्वयंचलित
अत्याधुनिक उपकरणे, ज्याची कार्यक्षमता उच्च परिमाणाचा क्रम आहे. मानक उपकरणांव्यतिरिक्त, मशीनमध्ये वायर फीडर, टॉर्च आणि कंट्रोल युनिट आहे.
वेल्डिंग प्रक्रिया शील्डिंग गॅस वातावरणात होते, कनेक्शन फिलर वायर वापरून केले जाते, ज्यामुळे पातळ-भिंती असलेली उत्पादने आणि नॉन-फेरस धातूंचे भाग वेल्ड करणे शक्य होते.
महत्वाचे! अपर्याप्त कार्यक्षमतेमुळे, अशी उपकरणे लक्षणीय जाडीच्या वेल्डिंग घटकांसाठी योग्य नाहीत. या प्रकरणात, इलेक्ट्रिक आर्क मॅन्युअल वेल्डिंगसाठी डिव्हाइसेस निवडणे चांगले आहे.
जनरेटर
जटिल उपकरणे जी वर्तमान स्रोत आणि द्रव-इंधन जनरेटर एकत्र करतात. वेल्डिंग हे दोन्ही पर्यायी आणि थेट प्रवाहातून केले जाते.
जनरेटरला विद्युतीकरण नसलेल्या बांधकाम साइट्ससाठी किंवा वारंवार वीज खंडित होण्यासाठी इष्टतम उपाय म्हटले जाऊ शकते.
TIG
स्टिक इलेक्ट्रोडसह काम करताना, सीमच्या पृष्ठभागावर स्केल तयार होतो
त्यांची रचना इन्व्हर्टर युनिट्ससारखीच आहे, परंतु कार्यक्षमता जास्त आहे. बर्नर काही मॉडेल्सशी जोडलेला असतो.
MIG/MAG
या प्रकारची अर्ध-स्वयंचलित उपकरणे वायर इन्सर्टेशन मेकॅनिझमसह सुसज्ज आहेत जी एकाच वेळी इलेक्ट्रोड आणि फिलर सामग्री म्हणून कार्य करतात. ऑपरेटरद्वारे बर्नर तयार केलेल्या सीमच्या ओळीवर हलविला जातो.
डिव्हाइस दोन मोडमध्ये ऑपरेट करू शकतात:
- एमआयजी. वेल्डिंग गॅस वातावरणात चालते, तर मिश्र धातुयुक्त पदार्थ स्टेनलेस स्टील्समध्ये ठेवल्या जातात.
- MAG. हवेतील ऑक्सिजनच्या संपर्कापासून धातूचे संरक्षण करून, वितळण्याच्या क्षेत्रामध्ये सक्रिय वायू जोडल्या जातात.
अॅल्युमिनियमसाठी
अॅल्युमिनियमचा वितळण्याचा बिंदू कमी असतो आणि त्यापासून बनवलेल्या उत्पादनांची जाडी लहान असते. म्हणून, अॅल्युमिनियम भागांच्या जोडणीसाठी, मॅन्युअल वेल्डिंग बहुतेक प्रकरणांमध्ये अस्वीकार्य आहे - उच्च-गुणवत्तेची सीम तयार करण्यासाठी भरपूर अनुभव आवश्यक आहे.
अशा कामासाठी, संरक्षणात्मक वायू वातावरणात वेल्डिंग (एमआयजी सेमीऑटोमॅटिक उपकरणे) किंवा आर्गॉन-आर्क उपकरणे (टीआयजी वेल्डिंग) वापरली जातात.
आर्गॉन आर्क वेल्डिंग मशीन - ज्यासाठी उपकरणे हेतू आहेत आणि त्याच्या ऑपरेशनचे तत्त्व
एक विशेष प्रकारचे वेल्डिंग उपकरण जे केवळ नॉन-फेरस धातूंसह काम करण्यासाठी डिझाइन केलेले आहे ते आर्गॉन आर्क वेल्डिंग आहे. टंगस्टन टिपांचा वापर इलेक्ट्रोड म्हणून केला जातो आणि ऑपरेशन दरम्यान वेल्डचे संरक्षण करण्यासाठी एक निष्क्रिय वायू (आर्गॉन किंवा हीलियम) वापरला जातो.
सुरुवातीला, आर्गॉन आर्क वेल्डिंगचे घटक घटक, तसेच त्याच्या ऑपरेशनचे तत्त्व विचारात घ्या. उपकरणांमध्ये 60-70V च्या ओपन सर्किट व्होल्टेजसह वेल्डिंग मशीन, बर्नरमध्ये व्होल्टेज हस्तांतरित करण्यासाठी एक संपर्ककर्ता, इनपुट व्होल्टेज 2000-6000V मध्ये रूपांतरित करण्यासाठी एक ऑसिलेटर आणि वर्तमान वारंवारता 150-500Hz पर्यंत वाढवण्यासाठी एक कूलिंग डिव्हाइस असते. , गैर-उपभोग्य इलेक्ट्रोड, आर्गॉनसह सिलेंडर, तसेच सिरेमिक बर्नर.





आता अशी उपकरणे कशी कार्य करतात आणि ते इतर उपकरणांपेक्षा कसे वेगळे आहेत याबद्दल. एका हातात गैर-उपभोग्य इलेक्ट्रोडसह बर्नर घेणे आवश्यक आहे आणि दुसऱ्या हातात एक वायर घेतली आहे. बर्नरवर एक विशेष बटण आहे, दाबल्यावर, वेल्डिंग क्षेत्राला गॅस पुरवला जातो. शिवाय, चाप दिसण्यापूर्वी 10-20 सेकंद आधी गॅस पुरवठा करणे आवश्यक आहे. बर्नरमध्ये टंगस्टन इलेक्ट्रोड स्थापित केला आहे, जो 5 मिमी पेक्षा जास्त पसरू नये. इलेक्ट्रोडला पृष्ठभागावर 2 मिमीने वेल्डेड करा आणि मशीन चालू करा. परिणामी, चाप प्रज्वलित होईल. वेल्ड मिळविण्यासाठी, वेल्डरला आर्किंग झोनमध्ये एक वायर फीड करणे आवश्यक आहे.
हे मजेदार आहे! कमानीचे प्रज्वलन 2 मिमीच्या अंतरावर वेल्डेड करण्यासाठी पृष्ठभागावरून इलेक्ट्रोड ठेवून चालते, परंतु कमी नाही. पृष्ठभागासह इलेक्ट्रोडचा संपर्क contraindicated आहे. वेल्डिंग दरम्यान, बर्नरमधून गॅस बाहेर येईल.
विचारात घेतलेल्या उपकरणांच्या फायद्यांमध्ये हे समाविष्ट आहे:
- कमी गरम तापमान, जे वेल्डेड केल्या जाणार्या नॉन-फेरस धातूच्या भागांच्या आकाराच्या विकृतीत योगदान देत नाही
- अक्रिय वायूद्वारे वेल्डिंग झोनचे संरक्षण, ज्याचा ऑक्सिडेटिव्ह प्रक्रियेच्या विकासाच्या अनुपस्थितीवर सकारात्मक प्रभाव पडतो.
- मेटल वेल्डिंगची उच्च गती
- साधने वापरण्यास सुलभता
- केवळ दोन एकसंध प्रकारच्या नॉन-फेरस धातूंना जोडण्याची शक्यता नाही तर भिन्न देखील

विचाराधीन उपकरणांच्या कमतरतांपैकी, तज्ञ वेगळे करतात:
- वेल्डची गुणवत्ता कमी होते, जर काम मसुद्यात किंवा वाऱ्यावर चालते
- वेल्डिंग उपकरणांची जटिल रचना, जी सेटिंग मोडची वैशिष्ट्ये गुंतागुंतीची करते
- मोठ्या प्रवाहासह कार्य करताना चाप थंड करण्यासाठी अतिरिक्त उपकरणे वापरण्याची आवश्यकता
आर्गॉन आर्क वेल्डिंग चार मोडमध्ये होऊ शकते. सर्वात सामान्य म्हणजे मॅन्युअल मोड, जेव्हा वेल्डर एका हातात टॉर्च आणि दुसऱ्या हातात वायर धरतो. एक यांत्रिक प्रकार देखील आहे, जो मॅन्युअलपेक्षा वेगळा आहे ज्यामध्ये अर्ध-स्वयंचलित उपकरणांप्रमाणे वायर स्वयंचलितपणे वेल्डिंग झोनमध्ये दिले जाते. आर्गॉन-आर्क उपकरणांचे अधिक प्रगत प्रकार स्वयंचलित आणि रोबोटिक आहेत.
हे मजेदार आहे! जेव्हा नॉन-फेरस धातूंसह काम करणे आवश्यक असते तेव्हा आर्गॉन-आर्क वेल्डिंग वापरली जाते आणि विशेषत: जेव्हा दोन भिन्न सामग्री जोडणे आवश्यक असते.या प्रकरणात, केवळ आर्गॉन-आर्क डिव्हाइसेसचा वापर प्रभावी होईल.
वेल्डिंग इन्व्हर्टर
इन्व्हर्टर-प्रकार युनिट्स हा तुलनेने अलीकडील शोध आहे. वेल्डिंग इन्व्हर्टर (SI) आज हौशी वापराच्या क्षेत्रात आघाडीवर आहे.

हे यामध्ये योगदान देते:
- वापरणी सोपी - सध्याच्या ताकदीसह अनेक सेटिंग्ज आहेत;
- उच्च कार्यक्षमता - युनिट आपल्याला विविध वैशिष्ट्यांसह फेरस आणि नॉन-फेरस धातू आणि मिश्र धातु वेल्ड करण्यास अनुमती देते, त्यांच्या स्थानिक स्थितीकडे दुर्लक्ष करून भागांसह कार्य करू देते;
- वाढलेली कार्यक्षमता, 95% पर्यंत पोहोचते, कमी उर्जेच्या नुकसानीमुळे कार्यक्षमतेसह एकत्रित;
- विद्युत सुरक्षिततेची वाढलेली डिग्री;
- दीर्घ सतत ऑपरेटिंग वेळ;
- द्रव धातूचे स्प्लॅशिंग कमीतकमी आहे;
- युनिट पॉवर सर्जपासून संरक्षित आहे;
- वेगवेगळ्या इलेक्ट्रोडसह कार्य करणे शक्य आहे;
- वेल्डेड सीमची उच्च गुणवत्ता प्रदान केली जाते;
- डिव्हाइसमध्ये कॉम्पॅक्ट बॉडी आणि कमी वजन आहे.
चाप सहजपणे प्रज्वलित होते आणि स्वयंचलितपणे स्थिर होते या वस्तुस्थितीमुळे, वेल्डिंगचा अनुभव नसलेला कोणताही होम मास्टर इन्व्हर्टर वापरू शकतो.
तोटे समाविष्ट आहेत:
- कूलिंग कूलर केसमध्ये धूळ काढतात आणि संपर्क बंद होऊ नये म्हणून युनिट वेळोवेळी व्हॅक्यूम क्लिनर किंवा मऊ ब्रशने साफ केले पाहिजे;
- उपकरणे कमी तापमान आणि उच्च आर्द्रता येथे ऑपरेशन आणि स्टोरेजसाठी डिझाइन केलेली नाहीत;
- डिझाइनच्या जटिलतेमुळे, युनिट इतर प्रकारच्या वेल्डरपेक्षा लक्षणीय महाग आहे;
- उच्च दुरुस्ती खर्च.

निष्कर्ष
म्हणून, आम्ही मुख्य प्रकारच्या वेल्डिंग मशीनचे विश्लेषण केले आहे आणि वरीलवरून आम्ही असा निष्कर्ष काढू शकतो की जर तुम्हाला वेल्डरचा अनुभव नसेल, तर तुमच्यासाठी इन्व्हर्टर युनिट्सकडे लक्ष देणे चांगले आहे.
"घरगुती वापरासाठी वेल्डिंग मशीन कशी निवडावी" या विषयावरील व्हिडिओ:



